



1.理论注射量
理论注射量是指在一次最大行程中,注射机中的螺杆(柱塞)所能推出的最大物料量(cm3)。理论注射量是注射机的主要性能参数。从这个参数中,我们可以知道注射机的加工能力,从而可知道一次成型塑料制品的最大质量。
我国GB/T 12783—2000标准中规定,理论注射量的大小用物料熔融状态时质量(g)或容积(cm3)表示。目前,我国和世界各国用容积(cm3)标注方式较多,因为物料容积与物料熔融状态的密度无关,这种表示方法适用于任何塑料。
理论注射量计算公式:
式中 QL——理论注射量(cm3);
D——螺杆(柱塞)直径(cm);
s——螺杆(柱塞)的最大行程(cm)。
由于螺杆外径与机筒内径间有一定的间隙,当螺杆推动熔融料前移时,受喷嘴口直径缩小和物料与机筒内壁摩擦等阻力影响,会有一部分料从间隙中回流。另外,熔融料冷却时会有一定的收缩量需要补充。所以,注射机的实际注射量要小于理论注射量,需用射出系数α修正。α值的大小与螺杆的结构及参数、螺杆外径与机筒内径间的间隙、注射力的大小、料流速、背压大小、模具结构、制品形状和塑料性质等因素有关。当螺杆头部有逆止环时,取α=0.9;如只考虑物料的回流时,α=0.97。
即实际注射量:
如果按照塑料制品的质量选择注射机时,则熔融状态下物料的容积换算为质量,即
QS=QLαρr
式中 QS——注射机实际注射量(g);
ρr——塑料熔融状态下的密度(g/cm3)。
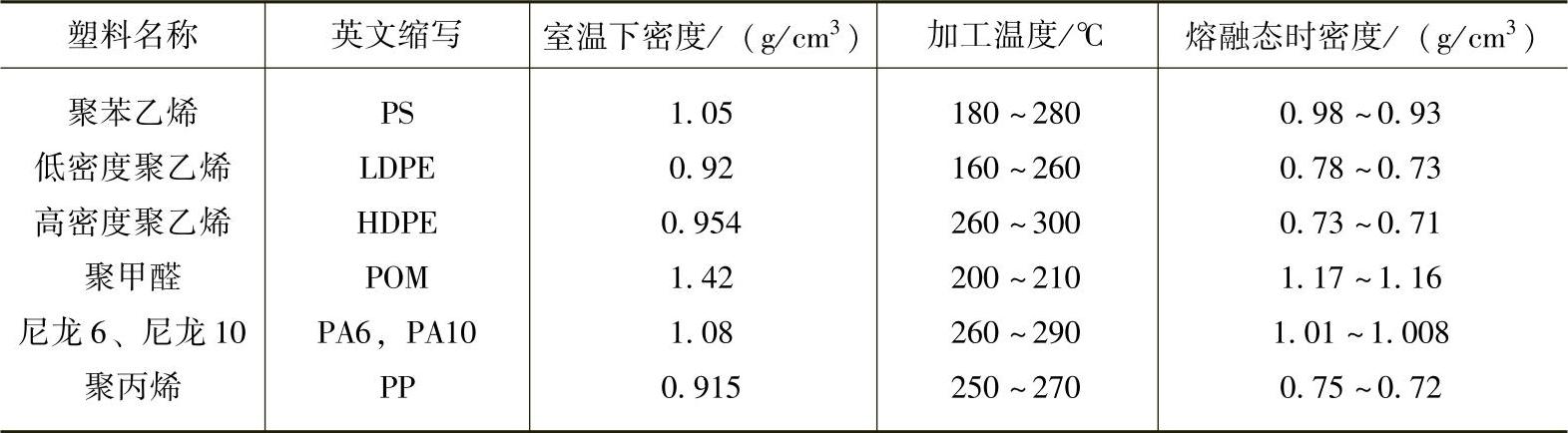
塑料在不同温度条件下的密度见表1-20。
表1-20 塑料在不同温度条件下的密度
塑料制品件的质量,应是注射机的理论注射量的40%~70%,此为最佳方案。如果塑料制件的质量在注射机理论注射量的40%以下,这既降低设备的利用率,又提高制件的生产成本。
2.注射压力
在注射过程中,对熔融料施以足够的压力,目的是为了克服熔融料流经喷嘴、浇道和模具型腔内的阻力。这种对熔融料施加的压力称为注射力(p注)。注射压力的计算:
式中 po——油压(MPa);
Do——注射液压缸内径(cm);
D——螺杆(柱塞)外径(cm)。(https://www.xing528.com)
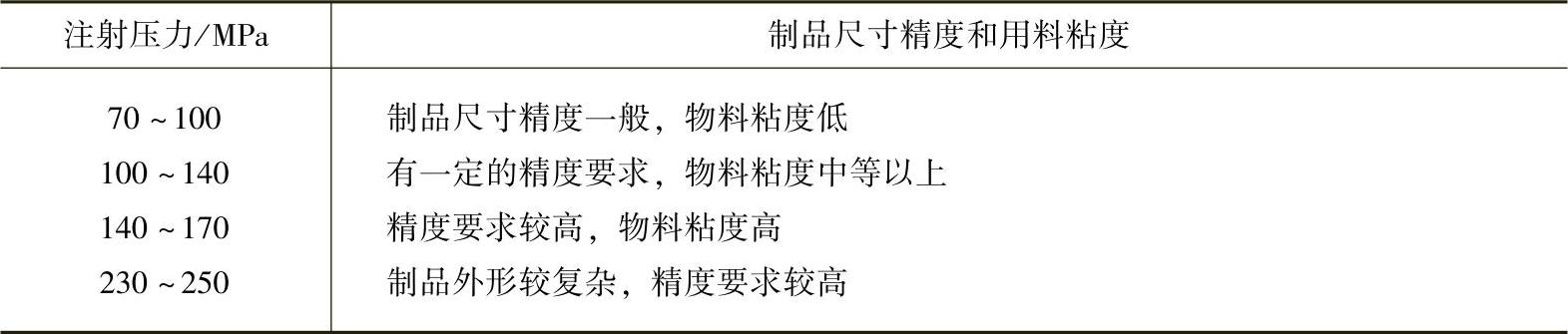
注塑制品生产时,选择注射力的大小要考虑熔融料的粘度、制品形状、塑化和模具温度及制品的形状尺寸精度要求等因素。注射力过大,制品成型易产生毛边,制品内应力较大,而且脱模也比较困难;注射力较小,会造成熔融料不能充满模具腔、不能成型或制品成型尺寸精度误差大。所以,合理地选择塑料制品的注射压力,是保证制品尺寸精度质量的重要条件。一般情况下,注射机的注射压力要大于塑料制品需要压力的20%以上。
表1-21列出了由塑料制品的尺寸精度和用料粘度要求而给出的注射压力,供选择注射压力时参考。
对一台注射机的注射压力调整,可用调换螺杆直径的方法来得到注射压力的变动。这是由于液压系统的额定压力和注射液压缸的压力值不变,而螺杆得到的最大推力也是恒定不变值。
不同螺杆直径和注射压力的关系:
表1-21 注射压力与制品尺寸精度和用料贴度
式中 D1——第一根螺杆(指原标准螺杆)直径(mm);
p1——第一根螺杆的注射压力(MPa);
pn——调换后螺杆的注射压力(MPa);
Dn——调换螺杆直径(mm)。
3.注射速度
塑化均匀的熔融料在被螺杆(或柱塞)推进时,为了能尽快把物料充满成型模具空腔,除了要有足够的注射压力外,还需要有一定的流动速度,在尽量短的时间内充满空腔,冷却固化成型。
注射速度:
式中 s——螺杆(柱塞)行程(mm);
tz——注射时间(s)。
由公式可以看出,注射速度就是螺杆(柱塞)单位时间移动的距离。
注射速度的大小直接影响塑料制品的质量和生产效率。速度过慢,注塑时间会增加,熔融料受降温的影响,充满模具型腔就会困难些,制品会出现冷合料缝痕;速度过快,由于物料的摩擦热过高,会使物料降解或变色,模膛内空气被急剧压缩而升温,在料流汇合处会因有降解现象而焦黄。
注射速度的快慢与塑料的性能、制品形状及模具冷却环境有关,由注射机的注射量而决定的注射时间可参照表1-22。
表1-22 注射量与注射时间的关系

4.注射部分的其他参数
注射机注射部分的性能参数还有:螺杆直径、螺旋长度、长径比、压缩比及螺杆的转速、转矩和驱动螺杆用功率、驱动方式。另外,还有机筒的加热功率和加热段等,在注射机的结构组成一章中将做详细说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。