



电泳涂装的烘烤是工件表面的电泳涂膜发生物理性挥发、化学性氧化和缩聚,形成与工件黏结牢固的固化薄膜的过程。涂膜只有经过烘烤后才具有一定的硬度、机械强度,才能达到防腐蚀及装饰的目的。因此说,烘烤是电泳涂装工艺三个基本工序之一,也是极为重要的一环。
烘烤方式的选择,应综合考虑能源供应情况、工件涂膜质量的要求、电泳涂料对固化所需要的烘烤温度和时间、工件的材料种类和形状等因素。
1.烘烤方式
根据被涂装表面的加热方式,烘烤可分为热空气对流加热、红外线辐射加热、远红外线辐射加线等方式。
(1)热空气对流加热 它是以煤气、油和电加热的空气为介质,用对流换热的方式加热工件涂膜的方法。燃气烘道如图9-8所示。对流加热的特点是加热均匀,涂膜色差小,设备维护方便,但涂膜外观有污物,加热较慢,而且温度只能在200℃以下。
(2)红外线辐射加热(热辐射) 它是用电能加热辐射元件,产生红外线或远红外线来加热涂膜的方法。常用的辐射红外线元件有碳化硅板、氧化镁管、红外线灯泡等。它的特点是热量能透到涂膜底层,固化速度快,温度可高于200℃,而且温度能自动控制,设备比较简单,涂膜质量比对流加热好,但是受热面因距离不同而不均匀。
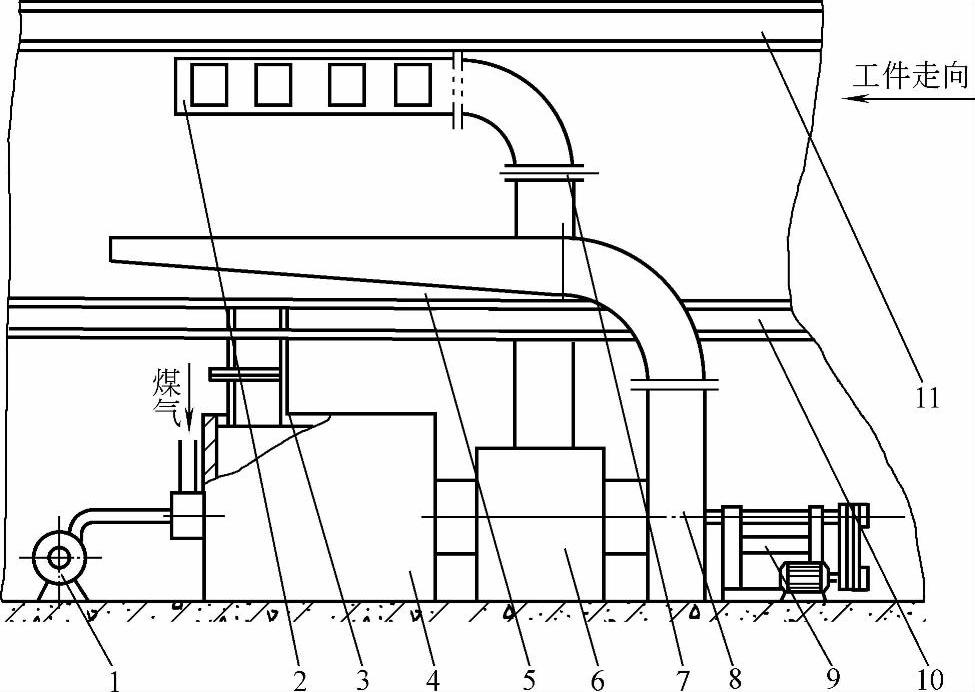
图9-8 燃气烘道
1—送风机 2—回风管 3—进风管 4—燃烧室 5—出风管 6—混风室 7—回风调节阀 8—离心风机 9—风机座 10—下保温层 11—上保温层
热辐射加热是用煤气、天然气加热辐射元件,使其产生适合涂膜吸收的红外线,以辐射方式直接加热工件涂膜的。它的特点是对电力供应不足的地区比较适用,固化较快,温度可达250℃,费用也比较低等。
(3)远红外线辐射加热 在电加热红外线辐射器或燃气红外线辐射面上,涂上0.12~0.4mm厚远红外辐射涂料,使放射的远红外线波长与电泳漆高分子材料的红外线吸收波的6.2~12μm的波峰区相匹配,使其吸收的能量最大,产生激烈的分子和原子的共振,加速涂膜固化。它的特点是高效快速,节能省时。
2.烘箱或烘道结构
电泳涂膜的干燥包括沥水、升温、保温、冷却等几个阶段。电泳涂膜的烘干温度一般较高,其烘道通常是连续通过式结构,主要由炉体、辐射器、反射板、通风装置、空气幕和自动控温装置组成。
(1)炉体 为了制造和安装方便,烘道由多节组合而成,炉体架一般采用角钢和槽钢焊接而成。炉体结构如图9-9所示。壁板材料一般采用2~3mm薄钢板。炉体通常由进口区(升温区或预热区)、固化区(保温区)和出口区(冷却区)三部分组成。为防止热量外泄,在进口区和出口区设置了风幕或桥式装置,如图9-10所示。为防止工件上滞留的水珠骤然高温汽化沸腾而损坏尚未充分固化的涂膜,通常加长炉体进口升温区的长度。固化区的长度和辐射器装置的数量,必须符合电泳涂膜温度和固化时间的工艺要求。虽然烘烤水性漆的炉体可采用自然排气,利用炉体中较高废气压经排气管排出,但实际效果并不好,通常要使用机械强制通风。
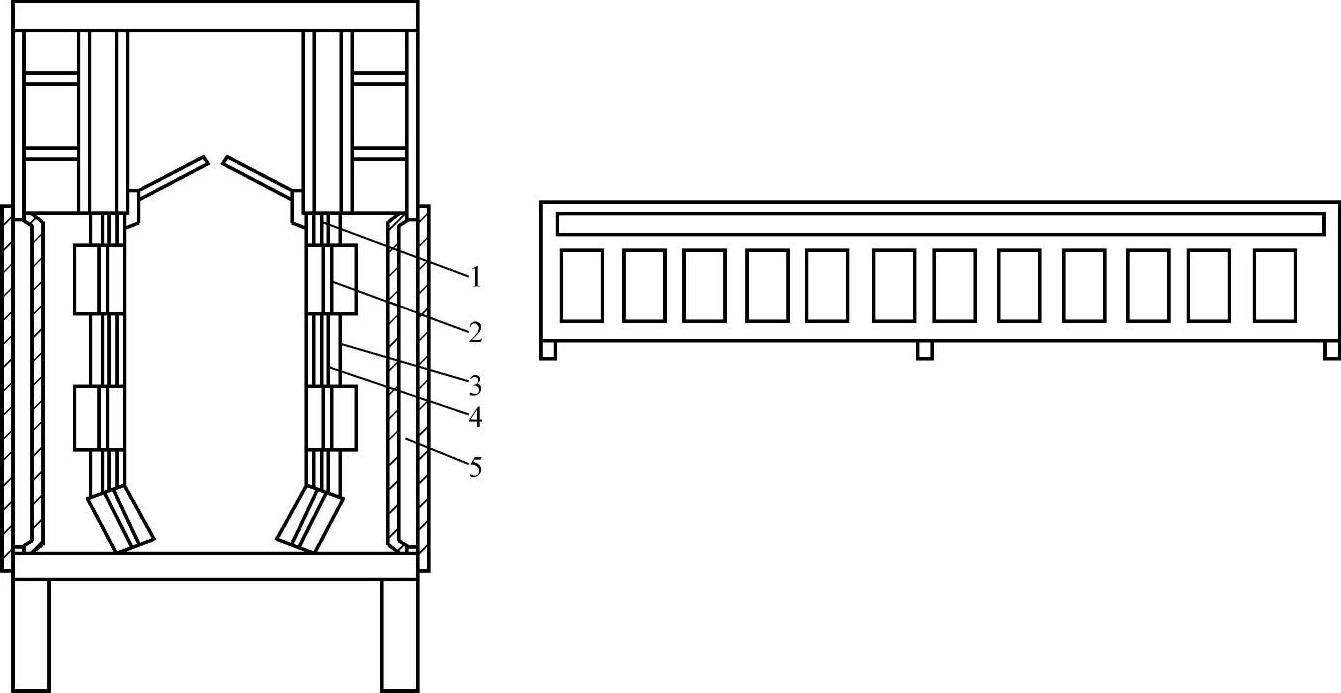
图9-9 炉体结构
1—烘箱骨架 2—辐射板 3—反射铝板 4—石棉板 5—门
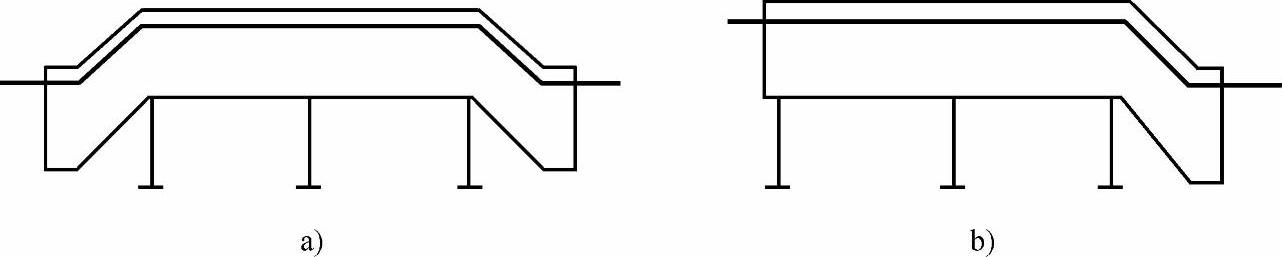
图9-10 桥式装置
a)桥式烘箱 b)半桥式烘箱
(2)辐射器 根据加热对象来正确选用辐射器。常用的辐射器有电热型、燃气型两种。电热型辐射器又可分为管状、板状及灯状三种。
板状电热型辐射器使用得比较多。它是以碳化硅板为基体,表面采用手工涂刷、等离子喷涂或烧结等方式涂覆一层有高辐射系数的远红外涂料的辐射器,主要由远红外涂层、碳化硅板、电阻丝、保温材料、石棉板、金属保护盒组成。它的表面温度可达300~400℃,如图9-11所示。
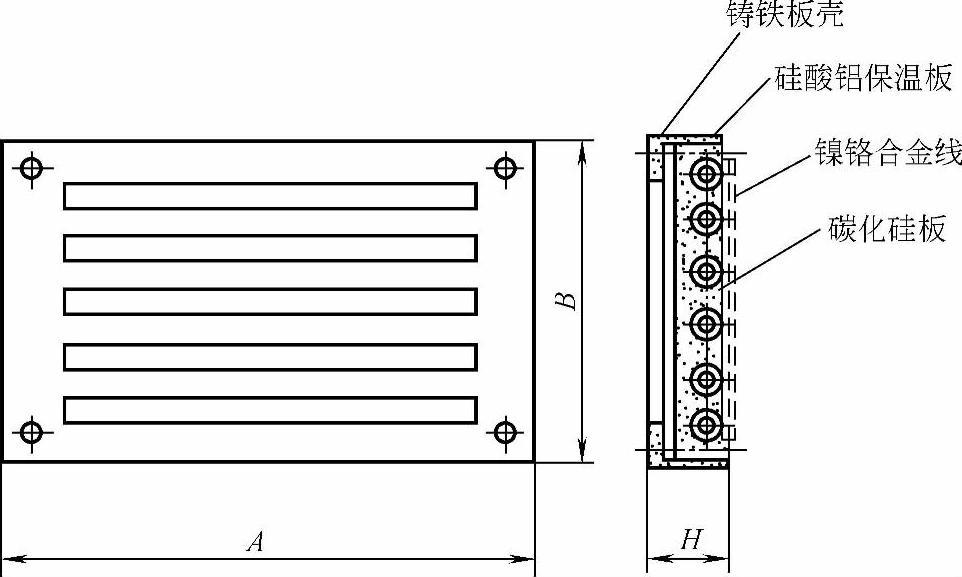
图9-11 碳化硅板状电热型辐射器
板状电热型辐射器温度分布比较均匀,适用于在中、高温范围内烘干平面及形状较复杂的工件。(https://www.xing528.com)
管状电热型辐射器是在石英管、不锈钢管、陶瓷管等中间嵌入电阻丝,并用氧化镁粉填充空隙绝缘,然后在管壁外涂覆一层远红外辐射涂料制成的。通电加热后,辐射出一定波长范围的远红外线。该辐射器主要由金属外管、电阻丝、氧化镁填料等组成。使用管状电热型辐射器时,应加抛光铝反射罩,以提高其辐射效率。
灯状电热型辐射器是用碳化硅或稀土陶瓷与金属氧化物的复合烧结实体,内绕电阻丝,置于灯形反射罩内的辐射器,其外形似红外线灯泡,如图9-12所示。通电加热后,辐射线经反射罩汇集成平行射线。它的优点是辐射距离上引起的温差相对板状电热型辐射器、管状电热型辐射器更小。
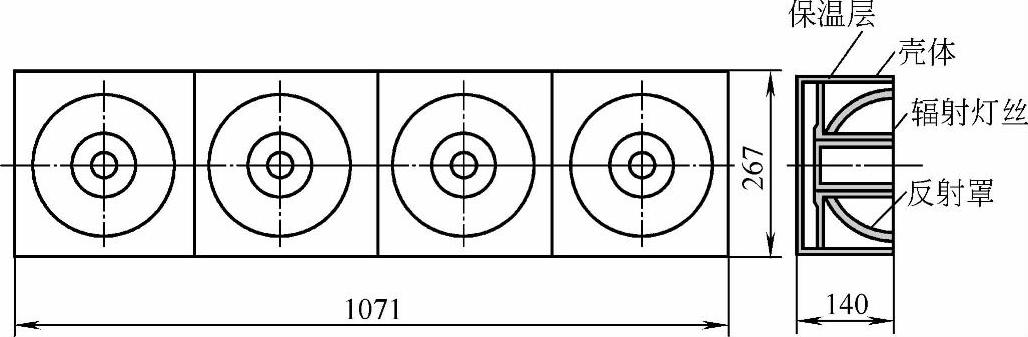
图9-12 灯状电热型辐射器
由于各种加热元件涂覆远红外辐射涂料,使用一定时期后,其辐射效果开始下降,因此应注意重新涂刷远红外涂料或者全部进行更换。
辐射器在炉体内的排列要合理,通常是上疏下密,并且要注意功率分布,减少辐射死角。
辐射器与工件距离,在不影响涂膜质量情况下,理论上越近越好,一般为50~350mm,辐射能与距离的平方成反比。
初次炉体设计时,也可先按照要求,如对温度、时间、炉体保温、抽风等做模拟试验,取得具体数据后进行设计,也可借助多点式烘道测温仪,对工件各部分在烘道内的温度曲线,合理调整烘道内辐射器的排列。国外常采用桥式烘道,并在进口区采用对流式加热的方式,使升温均匀。
(3)反射屏 为提高辐射效率,一般在烘干炉体内壁铺设一层反射铝板,达到增加反射的目的。材料可采用阳极氧化铝或抛光铝板,厚度为1~2mm。为保证反射效率,对反射屏要进行定期的清理。
(4)保温层 保温层的作用是使炉体密封和保温,减少炉体的热量散失,提高热效率。常用的保温层材料有矿渣棉、石棉板、硅酸铝纤维材料等,用硅酸铝纤维材料保温效果比较好。隔热层厚度为100~200mm,炉体外壁温度应不高于40℃。
3.温度控制装置
通常把电加热辐射器分成若干段或若干级,主热级处于常热状态,调温组通过接触或断开某一组(段)或几个组(段)来达到提高或降低炉体内温度的目的,这样可保持炉温波幅平稳。炉体内各段的温度测量可采用热电偶温度计,并用调节式测温毫伏计来显示。炉体内温度可用电子控制继电器和带有温度调节器的继电线路来控制。
4.传送装置
为了使电泳涂装工艺过程的各道工序连续化、自动化,应选择高效耐用的传送装置。
(1)传送链 电泳涂装常使用钢丝绳传送链、万向板链式传送链和推杆拨块式传送链。钢丝绳传送链(见图9-13)结构简单,维修方便,但伸缩变形大,节距须经常调整。万向板链式传送链(见图9-14)弯曲升降方便,轻巧灵活,节距稳定,变形小,但维修比较困难。推杆拨块式传送链(见图9-15)可使工件垂直上升、下降,减少槽体长度,维修方便。
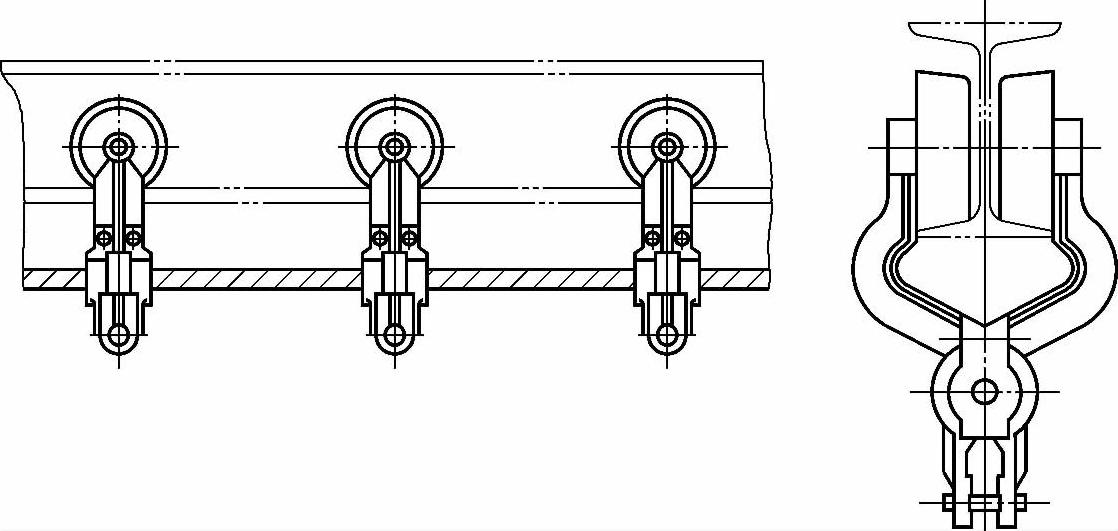
图9-13 钢丝绳传送链
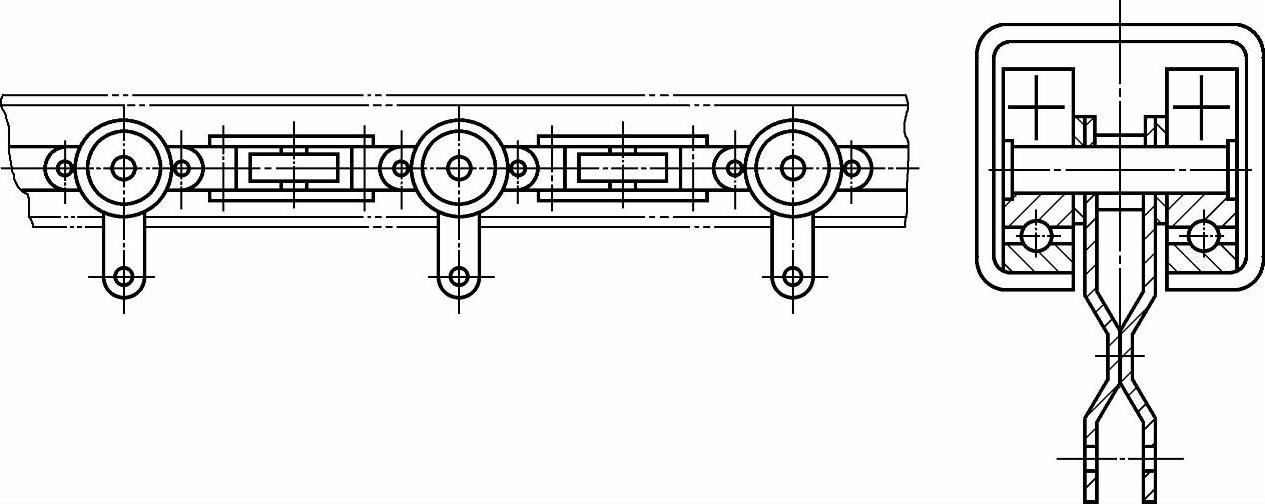
图9-14 万向板链式传送链
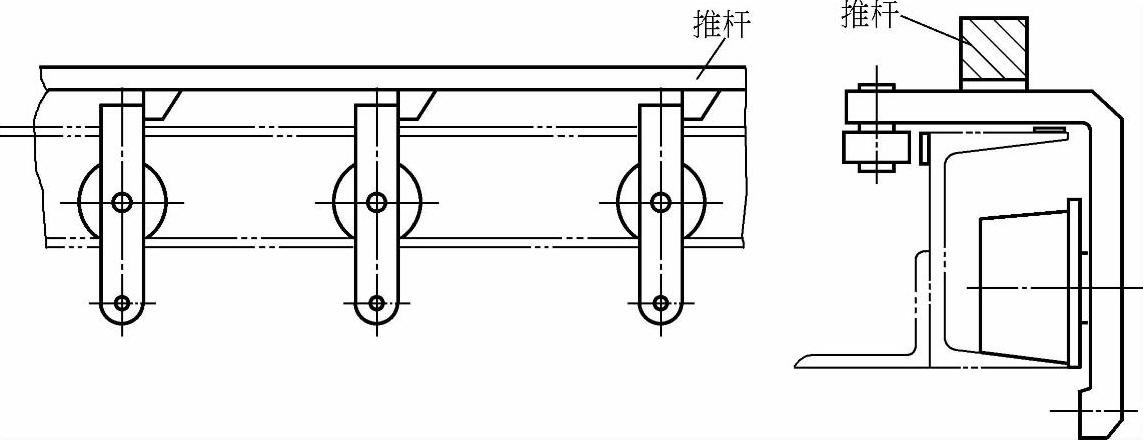
图9-15 推杆拨块式传送链
(2)驱动装置 传送链运行的原动力由电动机、带轮、链轮、变速箱、减速箱等组成。传送链较长,转向又较多时,必须在两个位置上设置驱动装置,但电动机必须同步。
(3)拉紧装置 由于链子的磨损,温度升高产生膨胀和钢丝绳拉力所引起的长度的伸长,须设有使其紧张的装置。
(4)猫头吊 由两个装有滚珠轴承的滚子、两个行车拖架及附件组成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。