



1.静电空气辅助无气喷涂的特点
静电空气辅助无气喷涂是将静电引入空气辅助无气喷涂。静电空气辅助无气喷涂施工过程如图8-6所示。其工作原理与传统方法一样,也属于松软喷涂,涂料的反弹飞散少,比空气喷涂耗用的空气更少,将粒子推向工件的速度也低。与无气喷涂比较,涂膜更好,飞散也少,涂着率在三种静电方法中最高,为55%~85%。表8-5列出了几种喷涂方法及引入静电后的涂着率。

图8-6 静电空气辅助无气喷涂施工过程
表8-5 几种喷涂方法及引入静电后的涂着率

注:涂着率是在实验室内用一个固定式喷枪对悬挂在输送机上的移动物件进行喷涂而测得的。
被喷涂物体宽15.24cm,中心到中心的距离为77.42cm。涂着率的高低取决于喷漆室的空气流速、空气压力、涂料压力等。静电喷涂的特点是在空气辅助无气喷涂中引入静电,具有涂着率高、喷涂更均匀、涂料反弹更少等优点。静电的基本原理是带负电荷的物体与带正电荷的物体相互吸引。因此,在涂料粒子上加负电荷后,其结果是使这些粒子被吸引到接地工件上,从而提高涂着率,采用静电喷涂法可以使涂着率提高一倍。静电喷枪的特点是高电压、低电流。任何静电喷枪都必须使用限流电阻器来保证系统的安全。
空气辅助无气静电系统使用限流装置抑制电流,电源的电压范围为70~100kV。喷嘴电压总比电源电压低,喷嘴电压随电源电压、电流及系统电阻的变化而变化。
实际电流是由喷枪到被喷物体的距离和涂料导电性决定的。高电阻的涂料会降低实际电流值,提高喷嘴电压,而高导电性的涂料将使实际电流升高并减少喷嘴电压。喷嘴电压越高,涂着率也就越高。
2.静电空气辅助无气喷涂的工作原理(https://www.xing528.com)
在接地工件与喷枪之间加7.5×104~1.0×105V的直流高压,产生一个静电场。当带同样极性电荷的涂料微粒通过一个特殊设计的喷嘴时,由一个倾斜的供料环形通道向多条细直线通道供料,于是在细通道出口处形成无空气雾化,在旋转运动条件下产生涡流,从而产生一种软性雾化良好的圆形喷云。空气辅助无气静电喷枪利用的最大压力为2.5×105Pa的压缩空气,加强了雾化过程,其雾化的涂料微粒被喷枪喷射到工件上时,经过相互碰撞均匀地沉积在工件表面。那些散落在工件附近的涂料微粒仍处在静电场的作用范围内,它会缠绕在工件的周围,这样,就涂到了工件所有的表面上。因此,喷涂工件时,不必从工件的每个方向来喷涂,即使是复杂的几何形状和隐蔽的位置,也只要一次喷涂就可喷好,如在喷涂栅栏、管道、小型钢结构件、钢管制品等工件时,最多可节省80%的作业时间,涂料的利用率高达90%,并可显著提高涂膜表面的质量。静电空气辅助无气喷涂由于具有以上优点,正逐步取代静电空气喷涂和静电无气喷涂。表8-6列出了三种静电喷涂性能的比较结果。
表8-6 三种静电喷涂性能的比较结果
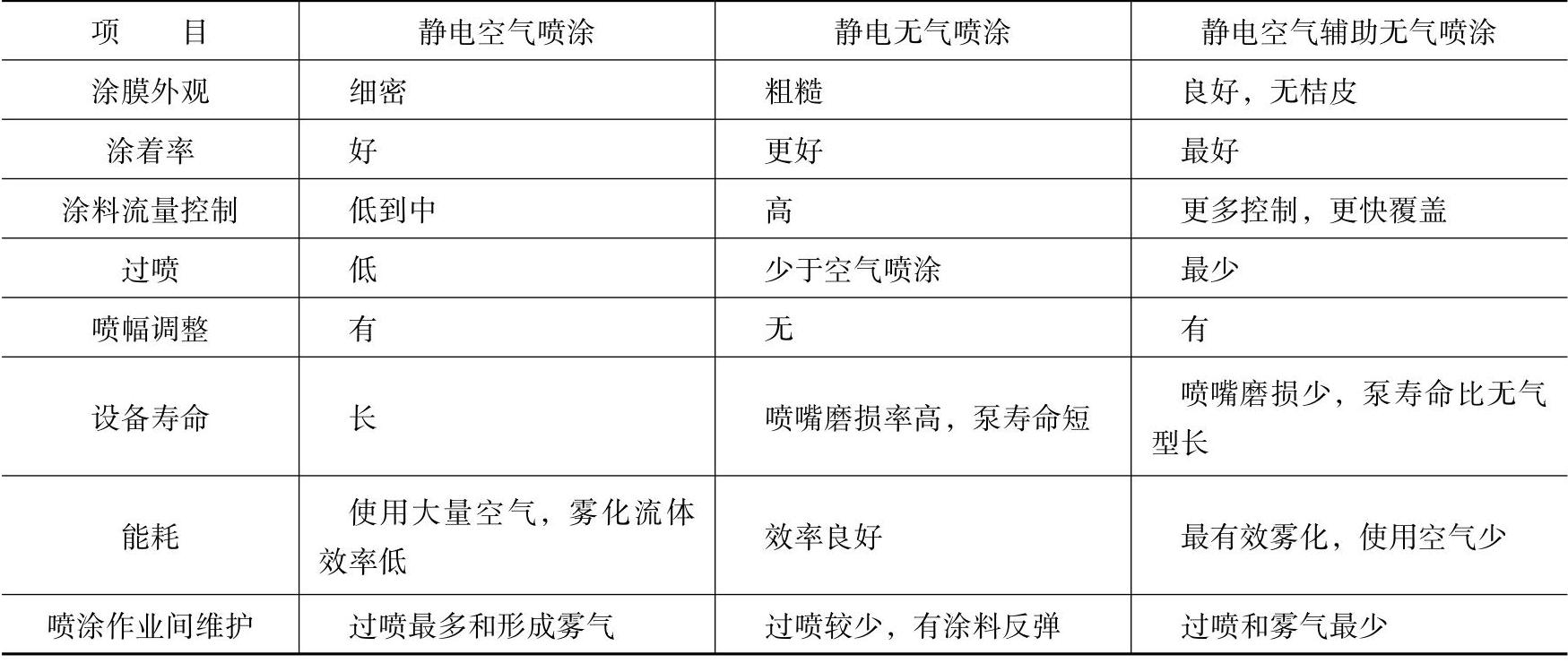
使用静电空气辅助无气喷涂,可节约涂料40%,生产率提高,表面质量好;同时喷漆室因过喷和残渣的减少而减少了清理工作量,涂膜的流挂也少,涂膜更为致密,有效地改善了工人的操作环境。
3.生产中应注意的问题
(1)黏度 静电喷涂对黏度很敏感,理想黏度为18~30s(涂-4杯)。
(2)电导率 以7~30MΩ·cm最合适。如电阻大,可在涂料中添加导电溶剂,高导电喷枪水性涂料无限制。
(3)吸风 要设吸风装置。如果喷涂时无吸风装置或风速小于0.2m/s,涂料喷射时会积淀或回弹;风速大于0.6m/s,会使粒子飞出静电场而减弱缠绕粒子状况。风速以0.4m/s为佳。
(4)接地 接地不良时,工件充电后,电压无回路,会因高电位、低电位放电而产生火花。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。