



某综合家具公司引进德国VIST公司的浸渍纸成套设备,采用非对称性浸渍法制备胶纸。所谓的非对称性浸渍法,就是原纸经预涂辊先进行单面浸涂树脂渗透,然后进行双面浸渍。这样,胶纸两个表面的上胶量不同,即正面上胶量大,背面上胶量少,所以称为非对称性浸渍。
对非对称浸渍设备来讲,原纸单面浸涂树脂渗透是保证浸渍均匀和提高树脂含量的重要措施,是保证胶纸质量的关键环节。因此,分析原纸单面浸涂树脂渗透程度,对提高胶纸质量有一定现实意义。
1.浸渍树脂与原纸纤维组织中空气交换的关系
浸渍用纸是一种具有极强吸收液体能力的纸,由于纸的内部组织疏松,因而在纤维组织内存在有较多的空隙,并被空气所填充,所以这种纸的吸收性比较强。浸渍过程的实质,就是浸渍树脂与纸的纤维结构中的空气相互交换的过程。纸的浸渍是否均匀,浸渍量多少,在很大程度上取决于这个交换过程的效果是否良好。浸渍树脂不仅浸入到纤维之间空隙中,而且还要浸入到纤维内部。从理论上讲,交换过程在外纤维之间空隙中较容易进行,在纤维内部就比较困难。在这种情况下,热压时往往有气泡逸出,从而影响装饰板外观质量。为了做到预涂渗透均匀,要求原纸的疏松和吸收性能好,树脂黏度及浸渍速度也要适当,这样才能使胶纸的树脂含量和挥发物达到工艺参数的要求。
2.树脂黏度和温度对单面浸涂树脂渗透的影响
既然单面浸涂树脂的渗透是树脂和原纸纤维结构中的空气相互交换的过程,那么就要对树脂的性能和原纸的性能做进一步的了解。不同原纸的性能必须对应于不同树脂的性能,主要是原纸的吸收性和树脂黏度相关联,见表7-12。
表7-12 原纸吸收性能与树脂黏度的关系

注:1.黏度用涂-4杯测定。
2.树脂温度是指胶槽内的树脂温度。
3.原纸的吸收性用树脂渗透时间表示。
从表7-12中可以看出,随着树脂黏度的增大,原纸吸收树脂能力减小(即渗透时间增加);同时随着温度升高,树脂黏度下降,原纸吸收树脂能力增大(即渗透时间缩短),反之则相反。通过实践证明,树脂黏度大于20s时,原纸单面浸涂渗透效果不好,干燥后胶纸表面有一层白色粉末,影响胶纸表面光洁程度。所以胶液黏度为14~18s时原纸单面浸涂效果最佳。从浸渍机运行实践中得出的结论是,纸在排气辊和涂胶辊之间2l/3处渗透为最佳,如图7-9所示。如果过早渗透,纸就会提前伸胀,压辊处就会出现皱纹。干燥后,胶纸就有波纹出现,有的波纹就会在贴面上体现出来,造成废品。如果在2l/3处以后渗透,则胶纸的树脂含量就达不到要求的参数,在贴面热压时表面光洁程度不好,胶合强度下降。如果通过强行调整计量辊使胶纸的树脂含量增大到工艺要求的参数,胶液也只是浮在胶纸的表面;况且表面胶量过厚,在干燥过程中胶纸表面极易起泡,出现白花现象。因此,胶液的黏度及温度对单面浸渍树脂的质量有很大影响。(https://www.xing528.com)
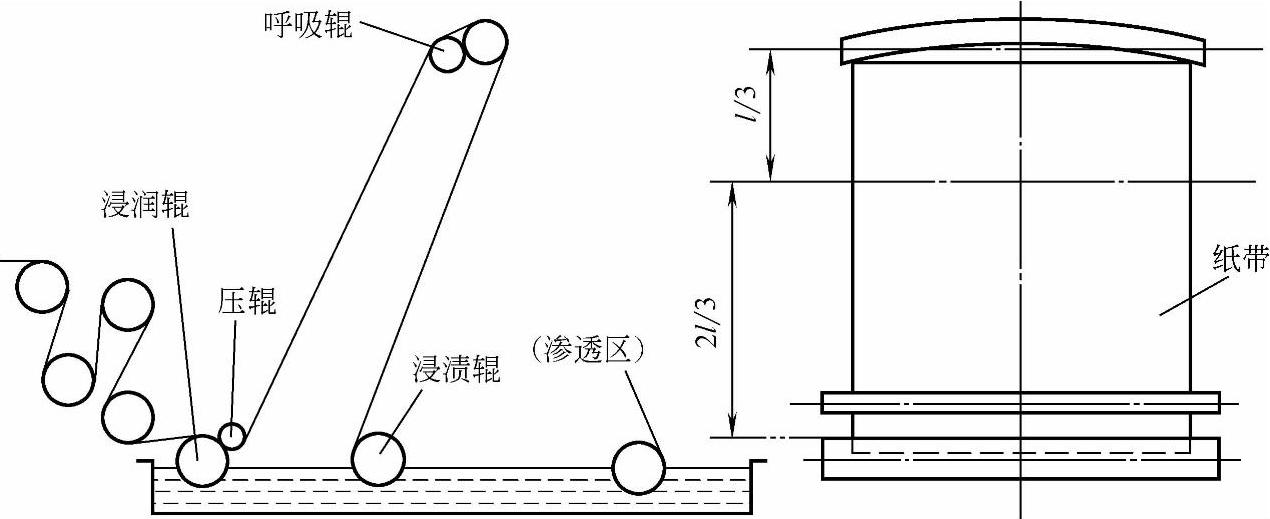
图7-9 浸渍机的结构
l—排气辊和涂胶辊之间距离
3.调节原纸单面浸涂树脂渗透时间的方法
渗透时间就是从涂胶辊到排气辊之间2l/3处纸带所运行的时间。要使单面浸涂树脂渗透最佳,应在实际中采取以下几种方法:
1)可通过树脂温度来控制2l/3处的渗透时间。
2)速度慢的机器,还可以通过调节呼吸辊的高度来控制渗透时间。
3)在浸涂辊前加蒸汽排气管(见图7-10),向纸带上喷蒸汽,这样可使原纸温度增加100%,即如果原纸的温度是10℃,通过喷蒸汽可增加到20℃。

图7-10 排气管的结构
注:不同直径的三个铜管套用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。