



工业卷钉可分为平顶型卷钉和锥顶型卷钉两类。一般平顶型卷钉每卷200~300枚卷钉,锥顶型卷钉每卷400枚卷钉。工业卷钉成卷后由内至外排列紧密,不松散,因此钉子之间只有很小的间隙,在进行表面处理时,卷钉之间的空气不易被排净,加之漆液存在较大的表面张力,浸涂时很容易造成卷钉内部浸不上漆或表面浸涂不均匀、漏浸,以及卷钉钉尖粘连、结块等缺陷。另外,工业卷钉采用自动化连续生产线,每台机每分钟生产3卷卷钉,4台机同时开,每分钟生产12卷,即一个托盘卷钉。因此,要求工业卷钉的表面处理能力达到每分钟处理一个托盘的卷钉。工业卷钉表面处理的涂装生产线如图7-8所示。
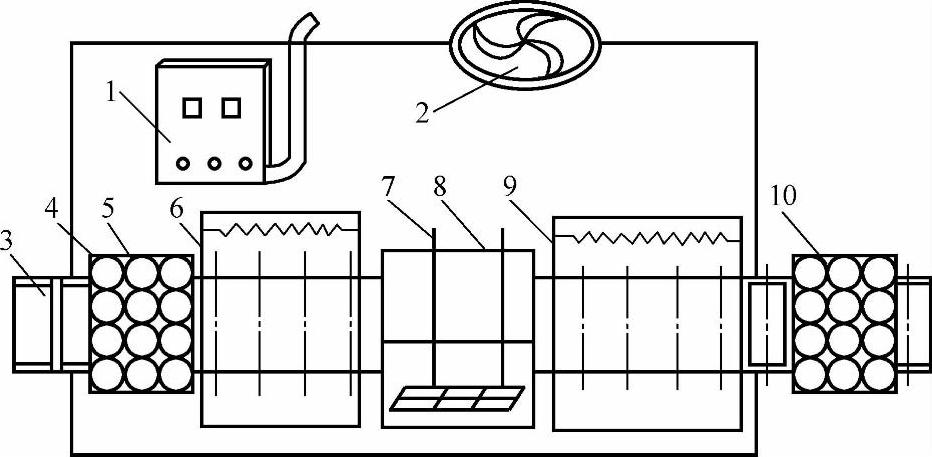
图7-8 工业卷钉表面处理的涂装生产线
1—立式除湿器 2—排气扇 3—辊轮式输送线 4—网状托盘 5—工业卷钉 6—远红外卷钉预热装置 7—气动浸涂托架 8—专用防腐漆浸涂槽 9—浸涂后远红外烘干装置 10—表面处理后成品检验、包装
1.表面处理的工艺流程及工艺要求
工业卷钉表面处理的工艺流程为:配漆→浸涂→烘烤→检验→包装。
工艺要求如下:
温度:卷钉表面处理温度25~40℃。
相对湿度:≤65%。(https://www.xing528.com)
浸涂时间:为保证卷钉内外各部位浸涂均匀,防止漏浸,要求每卷钉在防腐漆液中浸渍时间为20s左右,并反复上下颠动3~5次。
烘烤温度:为使处理后的卷钉快干,烘烤温度为40~60℃为宜,最高温度不得超过70℃。
表干时间:≤3min。
浸涂现场必须通风良好,以防止挥发性溶剂的挥发浓度过高。
2.工业卷钉用防腐蚀漆及配套稀释剂
工业卷钉用防腐蚀漆属硝基漆类,具有浸涂容易、使用方便、附着力强、干燥迅速、涂膜光泽高等特点,并能阻止空气中的氧气、水分等对卷钉的侵蚀,起到防锈、防滑、装饰等作用。
其稀释剂能充分稀释工业卷钉用防腐蚀漆,无发浑或分层现象,且具有较快的挥发速度。卷钉经过浸涂表面处理后,表干时间不大于3min,且干燥过程中涂膜没有发白现象。
工业卷钉涂装过程中,使用多种低沸点的有机溶剂,很容易与空气形成爆炸性混合物。因此,在涂装过程中,必须采取通风、防火、防爆、防静电等安全措施,遵守涂装作业安全操作规程和有关规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。