



1.辊涂机的结构与工作原理
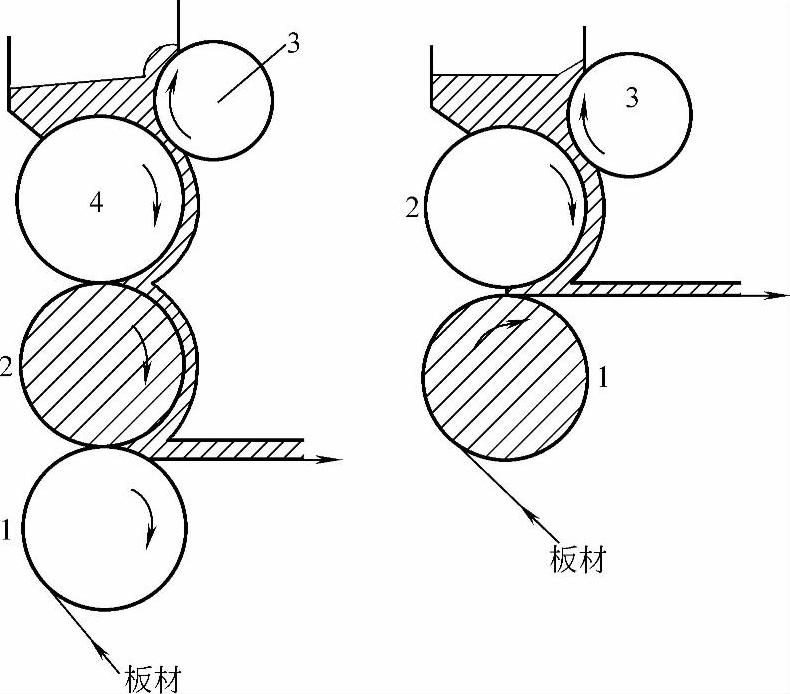
图6-11 顶部供料方式
1—支撑辊(钢质) 2—涂覆辊(橡胶) 3—修整辊(钢质) 4—供料辊(钢质)
辊涂作业中,辊涂膜厚度和辊涂质量与辊子的材质、配置、回转方向、转速比及涂料的供应等有密切关系。在辊涂机的驱动上,设计为单独驱动的方式,每根辊轴配置独立的驱动电动机,各辊的回转方向、回转速度均能随生产线变速而自由调整或更换,并能快速更换涂料的颜色,以满足生产线不停机就能更换钢卷颜色的要求。
在实际生产中,辊涂机的结构形式根据被涂覆母材的不同而多种多样,但在功能上大同小异。
图6-12所示为换色辊涂机的结构,它主要用于向钢板表面均匀涂覆第二遍涂料,通常也称为“面涂”或“精涂”。
换色辊涂机的正面涂覆机构设计为三辊式涂覆。三辊式涂覆与二辊式涂覆的区别是增加了一个调节辊,调整调节辊与供料辊之间的间隙,可以调整辊涂时的涂膜厚度。在调节辊上装有刮刀装置,用于将调节辊上的涂料刮落,避免涂料黏附在调节辊上影响调节效果。
正面涂覆机构和背面涂覆机构分别对钢板的正、反面进行辊涂作业,统称为涂覆机构。涂覆机构由供料辊、涂覆辊、调节辊及料盘等组成。供料辊从涂料盘中蘸取涂料并将涂料转移给涂覆辊,涂覆辊将涂料涂覆在钢板表面上。各转辊之间都附带有调节装置,用以调节转辊之间的间隙与压力,以获得生产对涂膜质量的具体要求。辊面清理机构用来清理支撑辊和调节辊上的涂料,沿辊子的表面安装专用刮刀,将涂覆作业时黏附在支撑辊上的涂料刮下来流入储槽内。
当停机和卷材接缝通过辊涂机时,为保护涂覆辊不受损害,正面的涂覆机构可通过气缸带动平移机构脱离与钢板面的接触,背面的涂覆机构则通过顶托机构的气缸带动顶托辊使钢板面顶离涂覆机构的涂覆辊,避免两者接触造成涂覆辊的划伤。背面的涂覆机构是依靠气缸带动上下移动来脱离与钢板的接触。两辊之间有调节机构,可通过调整调节转辊之间的间隙,来控制涂膜的厚度。顶托辊设有调节机构,一般情况下位置是固定的。转向辊机构、支撑辊机构主要使钢板输入呈合适的角度,以进行辊涂作业。
2.辊涂机的驱动方式
在钢板彩涂生产线中,辊涂机的驱动动力应用的是变频调速电动机独立驱动方式。辊涂机的支撑辊、转向辊、顶托辊为从动辊,它们没有电动机直接提供动力,而是在钢板运动的驱使下随钢板而转动,转动的圆周速度与钢板运动的线速度一致。
辊涂机的供料辊、涂覆辊、调节辊在各自驱动电动机的带动下运动,为主动辊。电动机通过万向联轴器与各辊轴连接,它们的转向与转速可在各自控制系统调节下,改变为其调节范围内的任意值,可以同生产线联动,也可以单独驱动,可以进行顺向、逆向选择,对速度进行设定。
辊涂机的这种独立驱动方式很容易就能进行工艺技术参数的调节和更改,使辊涂机的调节、使用更为方便。(https://www.xing528.com)
3.辊涂工艺与涂覆调节
制约辊涂生产成膜质量的因素主要有:辊涂机设备质量、被涂板材(母材)质量、辊涂生产工艺等。对于给定的设备及待辊涂的板材来讲,辊涂生产过程中的工艺参数选择与涂覆调节,则成为影响辊涂质量的重要因素。辊涂机转辊的材质、转动方向、转辊之间的间隙(或压力)与转速比、涂料的供应等,与涂膜厚度、涂层外观、涂装速度等有着密切的关系,必须适当选择。
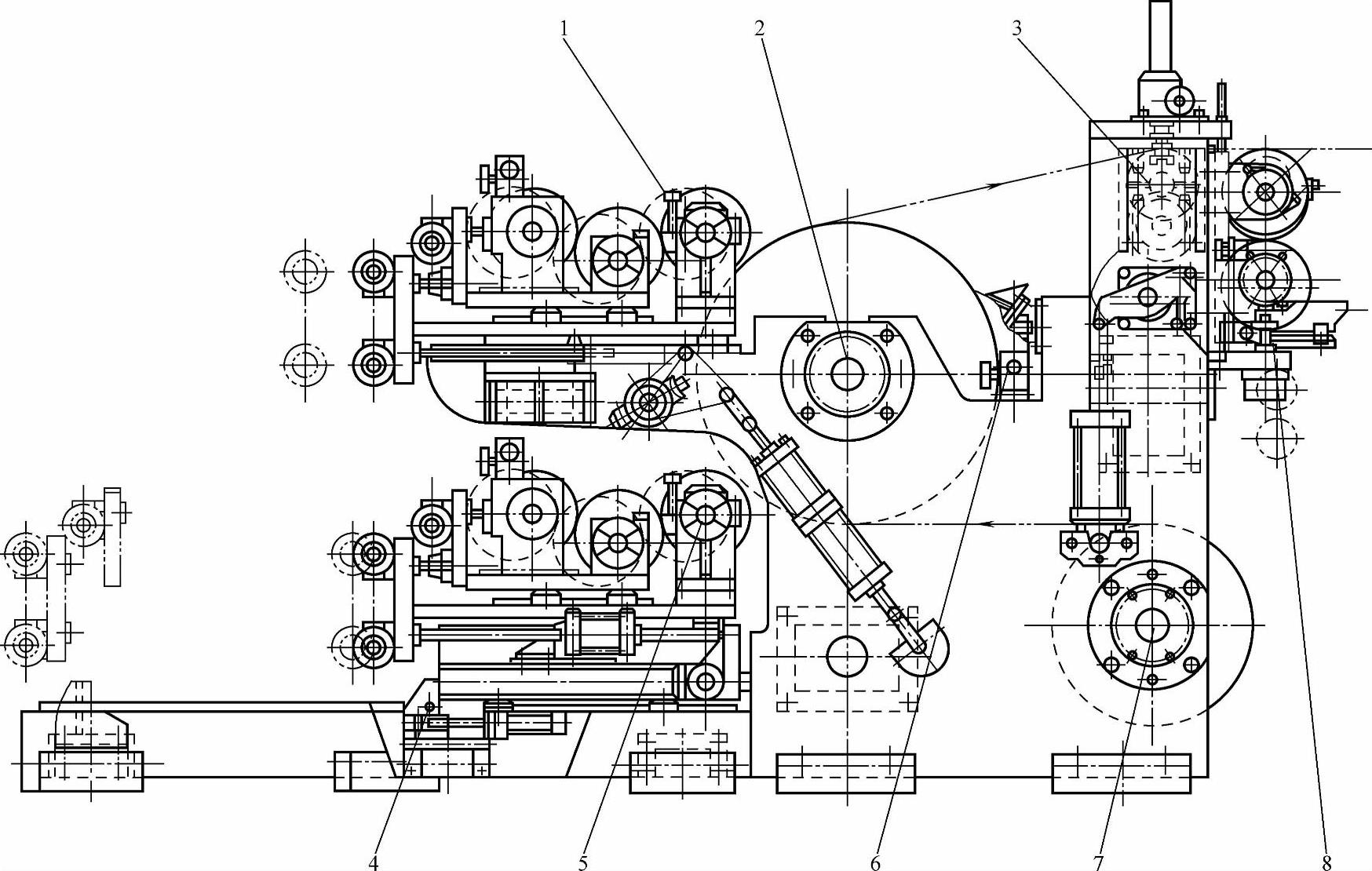
图6-12 换色辊涂机结构
1—正面涂覆机构1 2—支撑辊机构 3—顶托机构 4—限位机构 5—正面涂覆机构2 6—辊面清理机构 7—转向辊机构 8—背面涂覆机构
为适应辊涂作业的要求,辊涂机的供料辊、支撑辊在制造上均进行镀铬处理,而直接与钢板接触的涂覆辊则是橡胶辊,即在钢质辊芯的表面衬贴上一层橡胶,橡胶材料选用耐磨性和耐油性好、抗氧化性强的聚氨酯橡胶。
在板材自动彩涂生产线中,辊涂机在设计上应考虑辊涂作业时工艺调整的需要,正面与背面涂覆均可自由设置为同向辊涂或逆向辊涂,这要根据实际生产对涂层厚度的具体要求来决定。
实际生产过程中,在保证生产要求的前提下,涂覆机构尽可能设置为同向辊涂的作业方式,以尽量降低涂覆辊在辊涂作业时产生的磨耗。
在辊涂机转辊的相互位置上,对各个需要调整的环节来讲,在设计上是利用蜗轮蜗杆机构进行辊间的位移转换与调节的。在进行辊间位置调节时,两个相同的蜗轮蜗杆机构由同一轴手轮输入带动,蜗轮输出端通过螺杆传递调整量,螺杆螺距为1mm,蜗轮蜗杆机构传动比为40∶1,手轮圆周上被均分成25格刻度,每格刻度对应1μm的调节量。蜗轮蜗杆机构输出输入轴之间用齿形联轴器连接,连接齿轮20个齿,每个齿轮对应1.25μm调整量,用以调整各辊辊面间的平行。
在板材自动彩涂生产线中,辊涂机的正确操作是直接关系钢板涂膜质量的关键环节。除去辊涂机设备本身的精度与被涂板材的母材质量,辊涂质量在很大程度上受到操作人员的工艺水平与操作经验的影响。
辊涂机辊涂操作的过程大致可分为两个阶段,即准备阶段和辊涂作业阶段。在这两个阶段中往往还包含着辊涂的工艺参数调整。
在辊涂机辊涂作业的准备阶段,主要完成辊涂作业的气动管路、供漆管路、驱动电动机参数等的检查设定,辊子间隙与压力的调整等。在辊涂机的辊涂作业阶段,主要是监控辊涂作业的质量,并依据实际涂膜要求同步进行工艺参数调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。