



辊涂是一种便捷和环保的生产工艺,可以严格控制膜厚,涂料利用率高,几乎没有浪费,见表6-2。辊涂机有同向辊涂机和逆向辊涂机两种基本类型,在此基础上衍生出多种类型辊涂机。
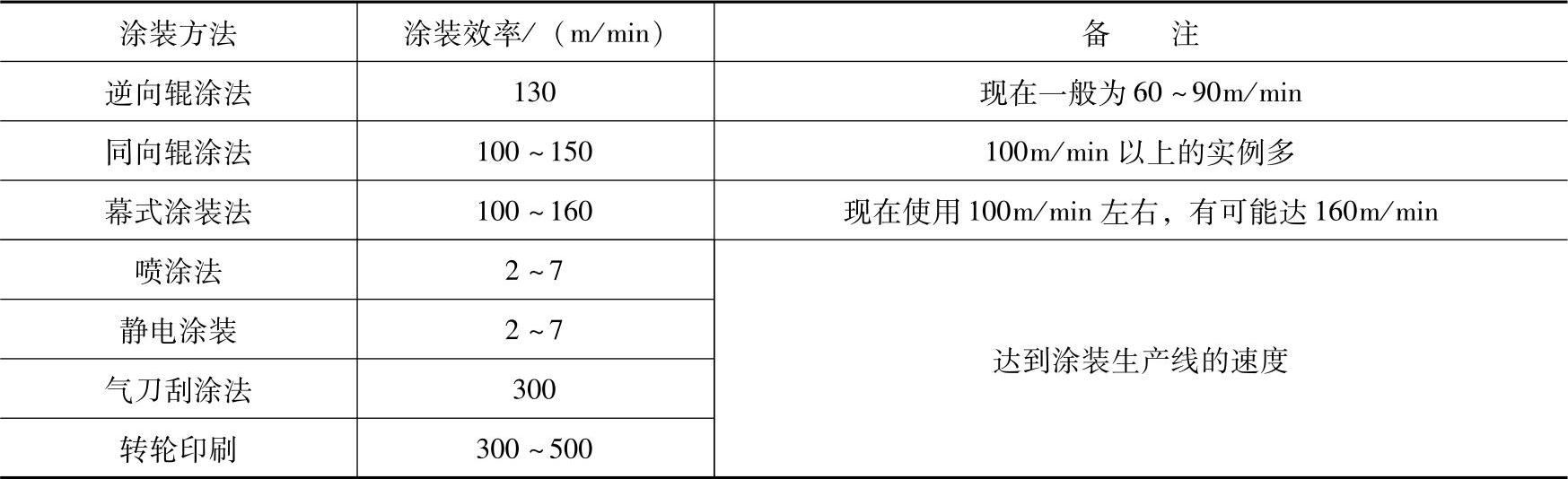
表6-2 各种涂装法的涂装速度的对比
1.按辊筒运行方向分类
(1)同向辊涂机 同向辊涂机的涂覆辊转动方向与被涂板的前进方向正好一致,辊涂机不需电动机传动,设备较简单,板面施加有辊的压力,涂料呈挤压状态涂布,因而涂布量小,涂膜薄,还不易均匀。因此,用同向辊涂机涂装时采用两台辊涂机串联使用。同向辊涂机主要用于钢板涂装。辊的配置有多种形式,图6-7所示是两种最一般的辊涂机。图6-7a所示辊涂机比图6-7b所示辊涂机所得涂膜均一。同向辊涂适用于低黏度涂料,涂膜较薄(湿膜厚度一般为10~20μm)。通过调整转辊之间的间隙和涂料黏度,可以调节涂层厚度。
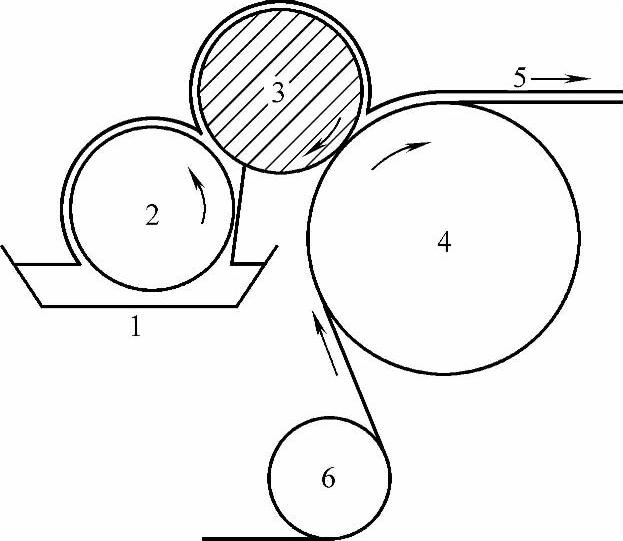
(2)逆向辊涂机 逆向辊涂机涂覆辊的转动方向与被涂板的前进方向相反,板面没有辊的压力,涂料呈自由状态涂布,因而涂布量多,所得涂膜也厚,如图6-8所示。
采用同向辊涂机时,辊的转速一定,涂膜厚度也一定,而逆向辊涂机则要变化各辊的转速,才能调整涂膜的厚度。逆向辊涂机虽也可用于钢板的涂装,但更适合于卷材的连续涂装。逆向辊涂可使用高黏度涂料(厚膜涂装时,涂料黏度可达120s),可获得5~100μm涂膜厚度(湿膜)。通过调整供料辊与涂覆辊之间的间隙,可以调节涂层厚度。
(3)底刮刀型辊涂机 图6-9所示为底刮刀型辊涂机,它是一种胶合板涂堵孔剂专用设备。胶合板送入后由涂覆辊涂上堵孔剂,再由刮板强压刮入孔中,靠第二道刮板刮落多余的堵孔剂。气缸使刮板保持弹性,这样可调节刮落数量。
(4)全逆向辊涂机 全逆向辊涂机的调节辊与供料辊、供料辊与涂覆辊、涂覆辊与支撑辊都是逆向转动,如图6-10所示。全逆向辊涂方式适用于高黏度、触变性强的涂料和进行厚膜涂装,借助调整调节辊与供料辊之间的间隙,可获得厚度为50~500μm(湿膜)的涂层。
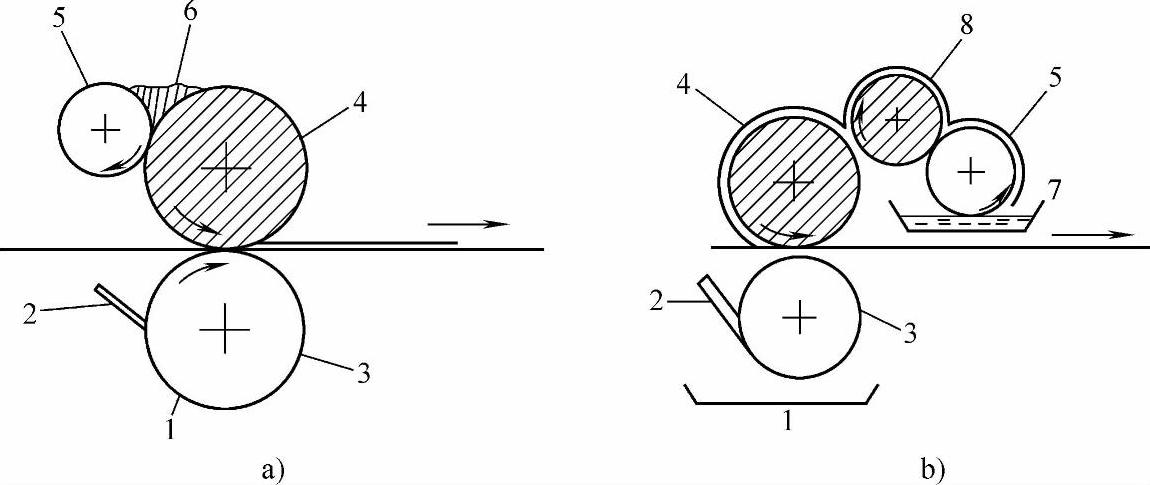
图6-7 同向辊涂机
1—收集涂料盘 2—刮板 3—支撑辊 4—涂覆辊(橡胶) 5—供料辊(钢质) 6—涂料 7—涂料盘 8—修整辊(橡胶)
 (https://www.xing528.com)
(https://www.xing528.com)
图6-8 逆向辊涂方式
1—涂料盘 2—供料辊(钢质) 3—涂覆辊(橡胶) 4—支撑辊 5—金属带 6—导向辊(钢质)
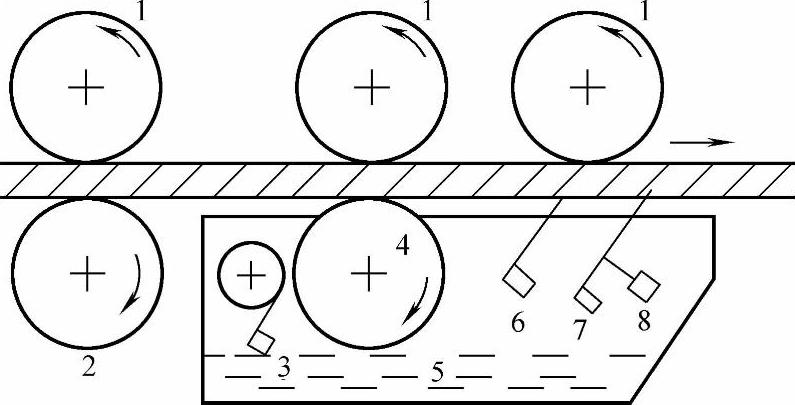
图6-9 底刮刀型辊涂机
1—顶部输送辊 2—底部输送辊 3—修理辊 4—涂覆辊 5—涂料槽 6—第一道刮板 7—第二道刮板 8—气缸
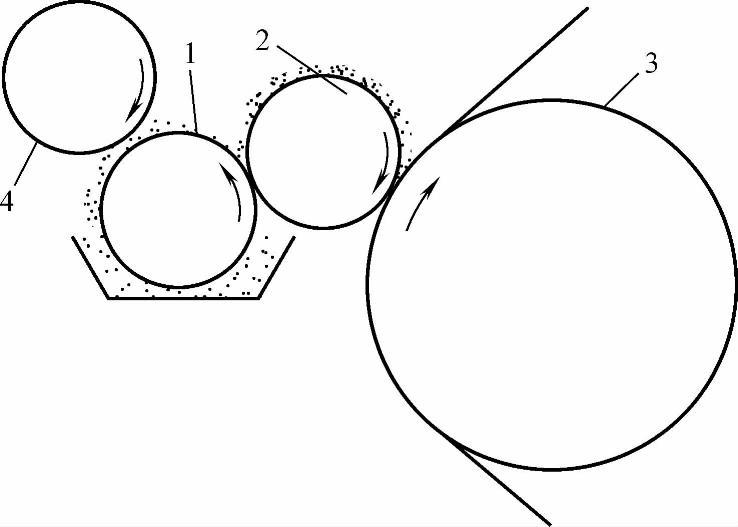
图6-10 全逆向辊涂机
1—供料辊 2—涂覆辊 3—支撑辊 4—调节辊
2.按涂料的供给方式分类
(1)底部供料方式 如图6-8所示,涂料从供料辊的下方供给,这种供给方式称为底供料方式。供料辊直接浸在涂料中,机构简单,可是在厚膜高速涂装时,因消耗涂料量大而供料量不足,易产生涂面不均。涂料黏度越大,供料越难。
(2)顶部供料方式 图6-11所示的顶部供料方式较好。还有用泵将涂料强制喷射到供料辊表面的,效果也较好。
另外,在涂布低黏度的涂料时,辊面湿润好,但会导致带液量小,产生供料不足现象。这时采用带沟的辊(带有螺旋状细沟的橡胶辊或钢辊)较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。