



1.设备的类型
浸渍式涂装预处理,可分为连续式生产的通过浸渍式和间歇式生产的固定浸渍式两类。前者靠悬链输送机连续不断地运转,如图4-7所示;后者采用自动升降机或自行电动葫芦自动操作,有的也用电动葫芦手工操作,如图4-8所示。
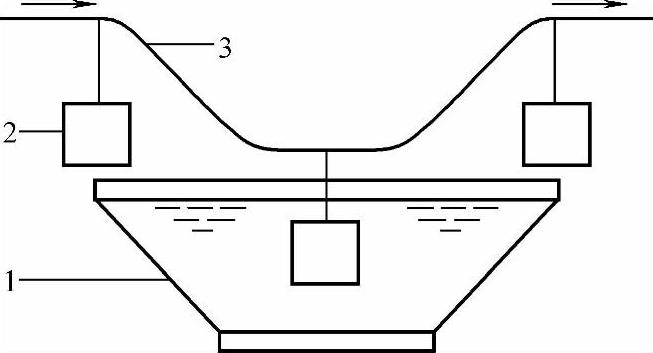
图4-7 连续生产的通过浸渍式预处理设备
1—槽体 2—工件 3—悬链输送机
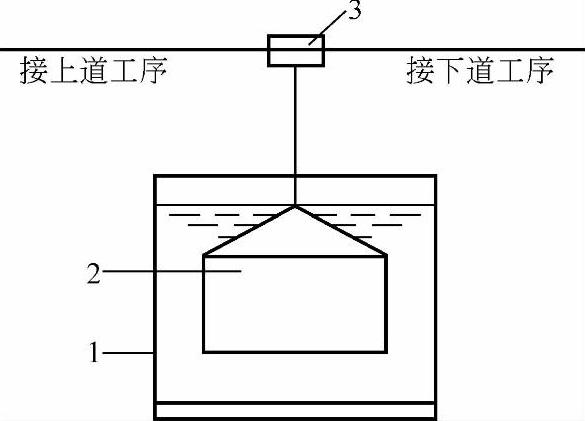
图4-8 间歇生产的固定浸渍式预处理设备
1—槽体 2—工件 3—升降机
2.设备的结构
常用通过浸渍式预处理设备由槽体、加热装置、通风装置、液体控制系统等部分组成,如图4-9所示。
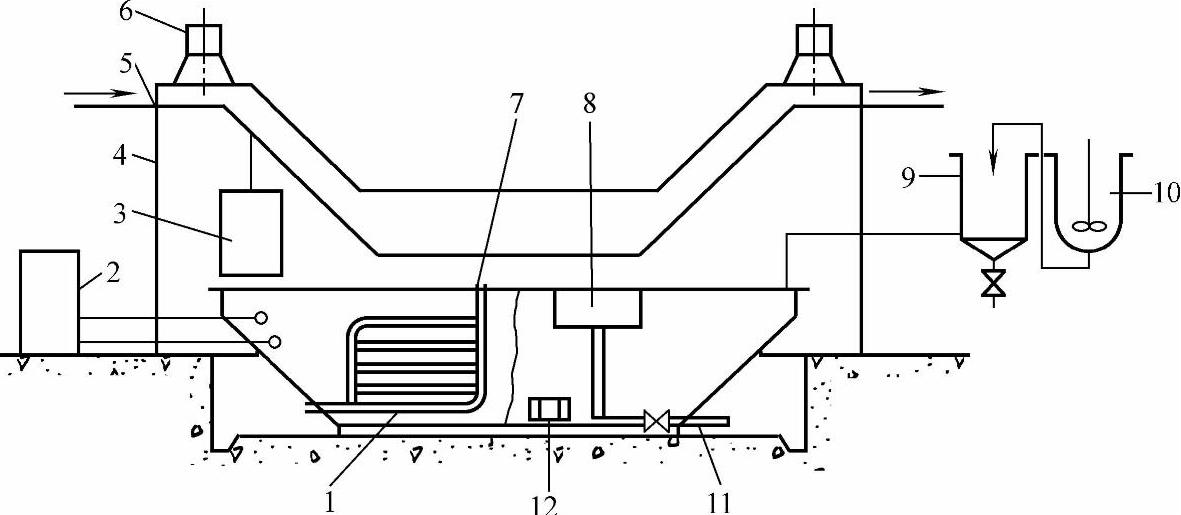
图4-9 通过浸渍式预处理设备结构示意图
1—主槽 2—仪表控制柜 3—工件 4—槽罩 5—悬链输送机 6—通风装置 7—加热装置 8—溢流槽 9—沉淀槽 10—配料槽 11—放水管 12—排渣阀盖
(1)槽体 一般由主槽和溢流槽组成。溢流槽用以控制主槽溶液高度、排除悬浮物及保证溶液不断循环。通过浸渍式预处理槽体为船形(见图4-7),有循环管路的矩形浸渍式预处理设备如图4-10所示,无循环管路的矩形浸渍式预处理设备如图4-11所示。
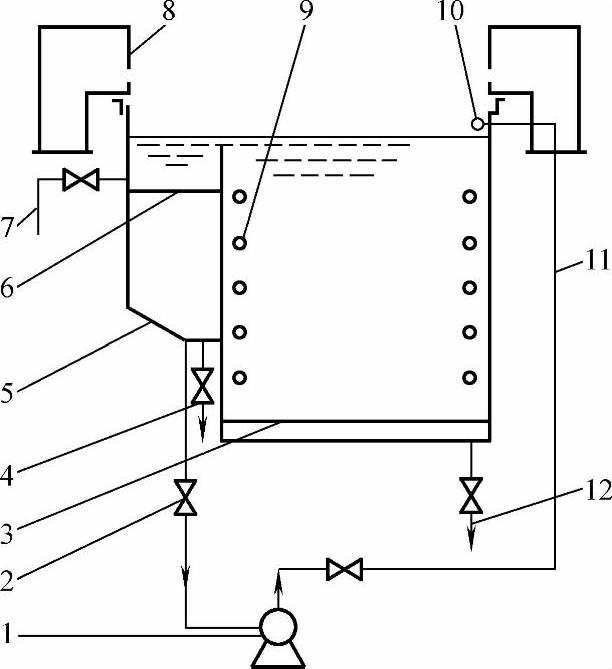
图4-10 有循环管路的矩形浸渍式预处理设备
1—离心泵 2、4—截止阀 3—溢流槽排水管 5—溢流槽 6—过滤网 7—溢流槽排污管 8—通风装置 9—加热装置 10—喷射管 11—循环管路 12—主槽排水管
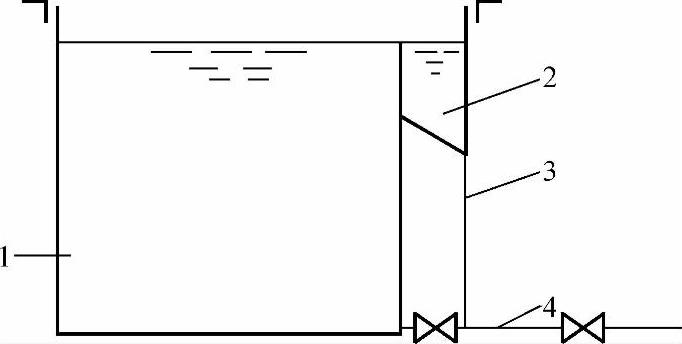
图4-11 无循环管路的矩形浸渍式预处理设备
1—主槽 2—溢流槽 3—溢流管 4—排水管
船形槽的长度取决于工件长度、处理时的传送速度、输送机轨道升降及弯曲半径;宽度和高度取决于工件宽度和高度。
固定式矩形槽的长、宽、高取决于工件的长、宽、高,槽底最好有3%~6%的坡度,并装有排水孔,以便清理槽底。(https://www.xing528.com)
槽体材料由槽液的性质决定,一般可用钢板制造,酸洗与磷化槽则用塑料或钢质槽内衬塑料或玻璃钢,以防酸的腐蚀。磷化槽最好用不锈钢制造。为减少热量损失,槽壁应设有保温层。
(2)槽液加热装置 它通常采用蒸汽加热的方式,也可用电加热。蒸汽加热方式有直接加热和间接加热两种。
蒸汽直接加热装置将蒸汽(热油、热水也可)直接通入槽体内的蛇形管或排管内加热液体,也可将蒸汽直接通入槽体中加热液体,但蒸汽冷却水可能使槽液增多。蒸汽加热采用低噪声加热装置,通常使用的有混合式无声蒸汽加热器(见图4-12)和多孔式无声蒸汽加热器(见图4-13)。
蛇形管加热制作方便,其管径一般不超过ϕ70mm,弯曲处的曲率半径R为:热弯时,R≥3D(D为钢管外径),冷弯时,R≥6D。
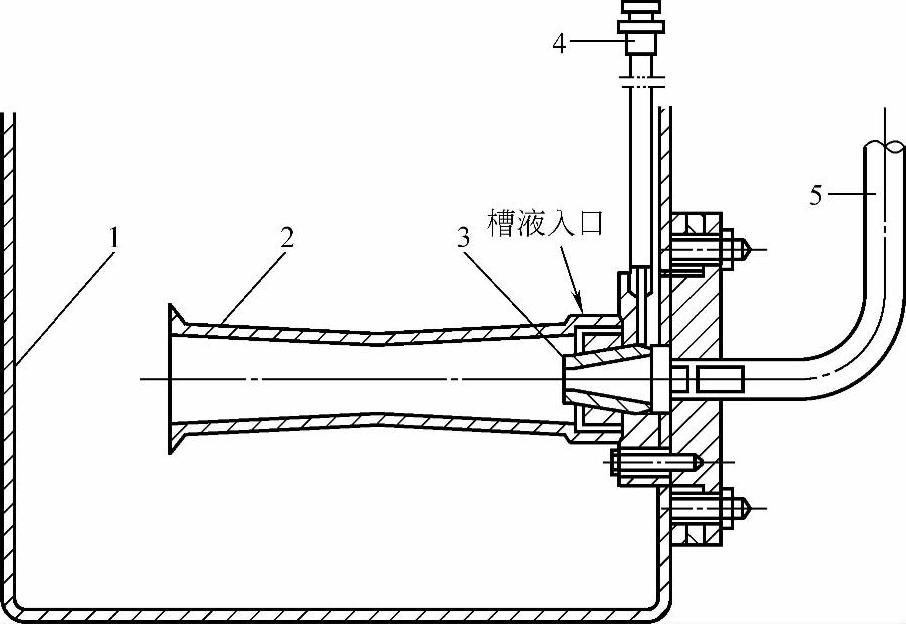
图4-12 混合式无声蒸汽加热器
1—槽体 2—混合管 3—蒸汽喷管 4—调节阀 5—蒸汽管
排管式加热器是目前常用的一种加热器,其传热效率高,如图4-14所示。采用排管式加热器时,须安装冷凝水和不凝气体的排除设施。通常采用疏水器排除冷凝水,疏水器的安装如图4-15所示。图中第一排水管供疏水器工作前排出管中冷凝水,也可供取冷凝水样品和检查疏水器是否堵塞之用。
所谓间接加热,是指将加热器置于槽外,通过热交接器加热。热交换器有板式或管式两种,板式因其散热面积大,所以使用较多。对于低温、中温磷化,必须采用间接加热方式,若直接加热,则磷化渣将在加热管上沉积,影响热传递,且清理困难。
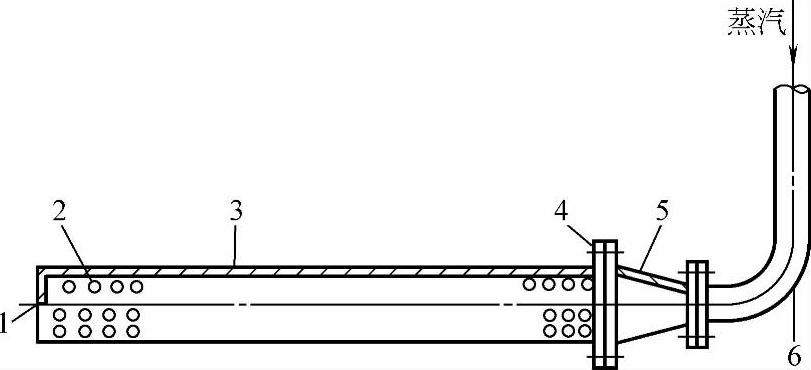
图4-13 多孔式无声蒸汽加热器
1—喷管底板 2—喷孔 3—喷管 4—法兰 5—扩大管 6—进口管
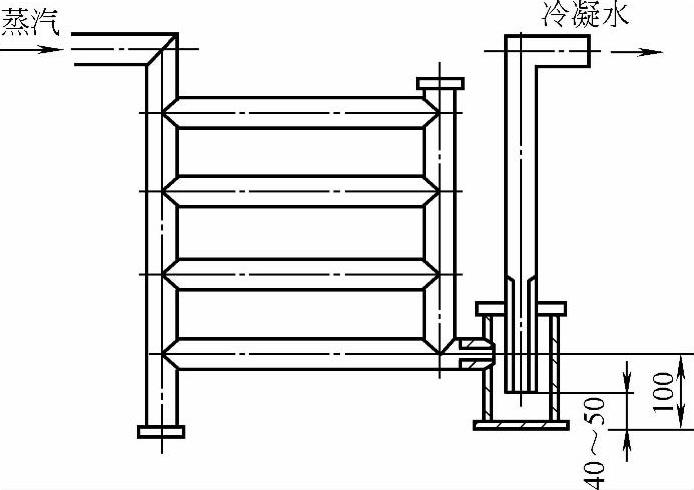
图4-14 排管式加热器
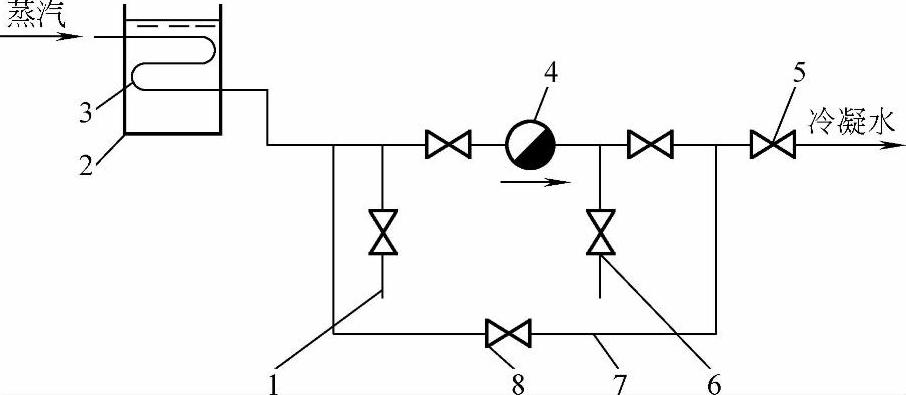
图4-15 疏水器的安装
1—排水口 2—槽体 3—加热器 4—疏水阀 5—单向阀 6—第二排水阀 7—旁通阀 8—截止阀
(3)通风装置 通风装置分顶部通风装置和槽边通风装置。顶部通风装置适用于连续生产浸渍式设备,由槽罩、抽风罩、离心机和排风管等组成,抽风罩设在槽罩两端工件出入口顶部,根据槽体的长短,可设置一个或两个独立通风系统。
槽边通风装置适用于固定浸渍式设备,由抽风罩、排风管、离心风机等组成。槽边通风分单侧和双侧两种,通常根据槽的宽度进行选择。其抽风罩的形式有条缝式、倒置式和平口式三种。条缝式抽风罩缝口速度大,抽风量小,运行比较经济;倒置式抽风罩抽风量较小,结构较复杂,且占槽的一部分工作面积;平口式抽风罩高度低,抽风量大。采用何种方式,要根据槽的结构特点、生产操作情况和技术经济特点比较后确定。
(4)槽液温度控制系统 该系统分手动调节和自动调节两种形式。前者靠人工调节蒸汽阀控制蒸汽的输入,后者通过温度自动控制装置进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。