



工程上常用的有色金属材料主要包括铝及铝合金、锌及锌合金、镁及镁合金等,这些材料的预处理工艺与钢铁材料的预处理工艺有所不同。
1.铝及铝合金的涂装预处理
铝及铝合金与氧的结合力强,在大气中很容易形成一层氧化膜(厚度一般为0.01~0.02μm),该膜具有一定的耐蚀性,但能使工件失去原有的光泽;该膜厚度较薄,疏松、不均匀,直接在氧化膜上涂装,会使涂膜的附着力不强,因而必须对其进行氧化处理,以提高涂膜的附着力。目前,铝及铝合金的氧化处理分为化学氧化和电化学氧化两种。
(1)铝及铝合金的化学氧化 化学氧化主要采用铬酐氧化,所得氧化膜较薄(一般为0.5~4μm),多孔,有良好的吸附能力,质软不耐磨,耐蚀性较低,主要作为涂装底层。该工艺操作方便,生产率高,成本低,不受工件形状大小限制。按工艺规范可分为碱性氧化和酸性氧化。
1)碱性氧化:它是在含有碱金属的铬酸盐溶液中进行的。其氧化液成分及工艺条件如下:
碳酸钠 50g/L
氢氧化钠 2~2.5g/L
铬酸钠 15g/L
其余 水
温度 80~100℃
时间 5~20min
氧化处理后经水洗净,此时生成的薄膜保护能力较差,还应在20g/L铬酐水溶液中处理,使膜密实;然后用冷水冲洗,再用温水(不超过50℃)冲洗,于60℃烘干。
2)酸性氧化:其氧化膜的耐蚀性高于碱性氧化膜,基本上接近阳极氧化。酸性氧化法工艺配方较多,现举一例说明:铬酐3.5~4.0g/L,氟化钠1.0g/L,重铬酸钠3~5g/L,室温处理3~5min。
3)化学氧化的工艺流程:工件→脱脂→热水洗→冷水洗→碱蚀(氢氧化钠50g/L,50~70℃,1~3min)→水洗→化学氧化→水洗→封闭处理(酸性氧化:铬酐40g/L,90~95℃,5~10min,冲洗干净后于70℃下烘烤;碱性氧化:铬酐20g/L,室温处理5~15s,冲洗干净后在低于50℃的温度下烘烤)。
(2)铝及铝合金的阳极氧化(电化学氧化) 目前铝及铝合金涂装前阳极氧化主要采用硫酸阳极氧化法。在质量分数为15%~25%的硫酸电解液中,通以直流或交流电进行铝合金零件的阳极氧化,称为硫酸阳极化法。用这种方法可在铝零件表面上获得一层硬度高、吸附力强的无色氧化膜。经过热水或重铬酸钾溶液填充处理后,具有较高的防锈能力。此法所用的电解液单纯,溶液稳定,氧化工艺过程简单,时间短,操作易掌握,成本低,因而在工业上应用较广。
溶液成分和工艺条件如下:
硫酸(密度为1.84g/cm3) 180~200g/L
溶液温度 13~26℃
电流密度 0.8~2.5A/dm2
槽端电压 13~22V
处理时间 20~40min
另外,也有采用180~200g/L硫酸和15~20g/L草酸的混合溶液。草酸是作为槽液的添加剂加入的,其主要作用是降低电解液对氧化膜的溶解活性。但这并没改变氧化膜溶解的反应机理,而是草酸离子吸附在氧化膜表面,形成一层氢离子浓度大为降低的缓冲层,从而使氧化膜溶解速度降低,这样对提高氧化膜硬度和厚度都有良好效果。
在缺少直流电源设备的情况下,也可采用交流电硫酸阳极氧化,三相或单相交流电均可。工艺条件如下:(https://www.xing528.com)
硫酸(密度为1.84g/cm3) 130~150g/L
槽端电压 18~28V
电流密度 1.5~2A/dm2
槽液温度 13~26℃
处理时间40~50min
当交流电阳极氧化时,生成同样膜厚比用直流电时间上要多一倍。交流电阳极氧化时,阳极和阴极均可挂零件,但每根汇电杠上挂的零件面积应相等。对于容差小和光亮度要求高的零件,不宜采用交流电阳极氧化。
当铜含量较高的硬铝合金用交流电阳极氧化时,氧化膜常有绿色,往往因含铜量高而造成氧化膜腐蚀。当溶液中铜含量达0.02g/L时,氧化膜质量变坏,出现斑点或暗色条纹。为了防止这种现象发生,可在电解液中加入铬酐2~3g/L。加有铬酐的电解液中,铜含量允许到0.3~0.4g/L,也可加硝酸6~10g/L来消除铜的影响。
阳极氧化工艺流程为:工件→脱脂→热水洗→冷水洗→碱蚀(氢氧化钠50g/L,50~70℃,1~3min)→热水洗→冷水洗→出光(10%HNO3)→阳极氧化(时间视膜厚要求而定)→冷水洗→热水洗→封闭(沸水封闭15~30min,或用快速封闭剂封闭)→热水洗→冷水洗→70~80℃干燥10~15min→涂装。
2.锌及锌合金的化学处理
锌及锌合金在工程上的应用日益广泛,而且随着钢铁基体耐蚀性要求的提高,许多工件要求先镀锌后再涂装,因此锌及锌合金的表面处理量逐年增加。
由于锌及锌合金表面平滑,与涂膜的附着力差,而且涂料的游离成分易与锌发生化学反应生成金属皂,影响涂膜的固化和性能,所以先要进行化学处理改变其表面的状态,增强涂膜的附着力。常用的方法有磷化和氧化两种。
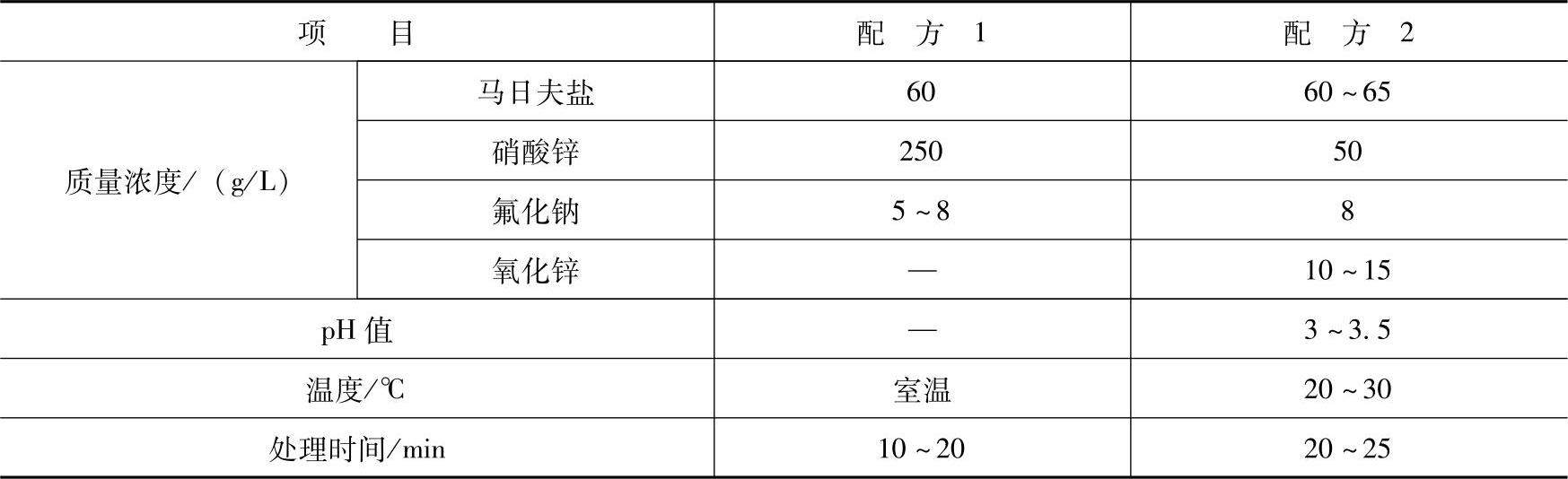
磷化适用于电镀锌和熔融镀锌制品,所采用的促进剂通常是氟化物或含氟的化合物。该法最大特征是在极短的时间内形成有磷酸锌的致密薄膜,因此在锌的预处理中,必须尽量采用缓和的试剂,避免用强酸、强碱,否则容易使锌表面侵蚀。
磷化处理工艺规范见表4-9。
表4-9 磷化处理工艺规范 (单位:g/L)
锌及锌合金的化学氧化一般采用铬酸盐氧化法,其处理时间短,氧化膜耐蚀性好。其工艺规范为:铬酐120g/L,盐酸50mL/L,磷酸10mL/L,于30~35℃处理数秒,得到草绿色氧化膜。
3.镁及镁合金的化学处理
镁合金具有密度小、比强度大等特点,在航空航天、通信器材、计算机等领域具有广泛的应用。但镁合金的化学活泼性高,在空气中自然形成的碱式碳酸盐膜防护性很差。因此,镁合金作为工程材料时,必须进行表面防护,涂装是常用的方法之一,涂装前表面预处理要进行转化膜处理,主要有化学氧化和电化学氧化。
化学氧化工艺规范为:重铬酸钠65~80g/L,硝酸7~15mL/L,磷酸二氢钠65~80g/L,亚硝酸钠10~20g/L,80~90℃浸5min后水洗,干燥。
磷化处理工艺规范为:磷酸(85%)3~6mL/L,磷酸二氢钡40~70g/L,氟化钠1~2g/L,pH值为1.3~1.9,90~98℃,处理10~30min。
为了提高氧化膜或磷化膜的耐蚀性,镁及镁合金氧化膜或磷化膜一般应进行封闭处理,其封闭处理工艺为:重铬酸钾40~50g/L,90~98℃,处理15~20min。
阳极氧化处理工艺规范为:锰酸铝钾20~50g/L,磷酸三钠40~60g/L,氟化钾80~120g/L,氢氧化铝40~60g/L,氢氧化钾140~180g/L,电流密度2~5A/dm2,交流电压60~80V,小于40℃氧化10~30min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。