



【摘要】:涂装工艺一般由涂装表面预处理、涂料涂覆、干燥三道基本工序组成。产品的涂装工艺设计主要是依据被涂装产品的涂膜质量要求而进行的。产品的涂膜质量标准决定了涂装材料的选择,而涂装工艺的选择又取决于所选用的材料。汽车车身三涂层涂装工艺过程见表3-2。其他产品的涂装往往比轿车涂装的要求低,其涂装工艺也大大简化。①中涂层烘干温度;水性中涂工艺规范为150~165℃,20min。
涂装工艺一般由涂装表面预处理、涂料涂覆、干燥(空气中干燥或烘干设备中烘干)三道基本工序组成。
产品的涂装工艺设计主要是依据被涂装产品的涂膜质量要求而进行的。产品的涂膜质量标准决定了涂装材料的选择,而涂装工艺的选择又取决于所选用的材料。因此,产品的涂膜质量要求是涂装工艺设计的主要依据。以当今装饰性、防护质量要求最高的轿车涂装为例,由于汽车多行驶在公路上,北欧、北美等国家在冬天下雪以后,多采用撒盐化雪,车辆的腐蚀相当严重。轿车涂膜国际公认的防护标准是外露件5年表面无锈蚀,10年无穿孔腐蚀,20年或行驶30万km不应有损坏结构的锈蚀。因此,轿车涂装多采用质量较高的中温低锌磷化、阴极电泳涂底漆,再涂中间涂层和面漆,涂膜总厚度大于100μm。同时,汽车产品也因其质量要求不同而使其涂装工艺体系差别很大,见表3-1。汽车车身三涂层(3C3B)涂装工艺过程见表3-2。其他产品的涂装往往比轿车涂装的要求低,其涂装工艺也大大简化。例如,很多家用电器产品就仅仅进行涂装的表面预处理,然后烘干水分,喷涂粉末涂料,最后烘干或电泳涂装、烘干。
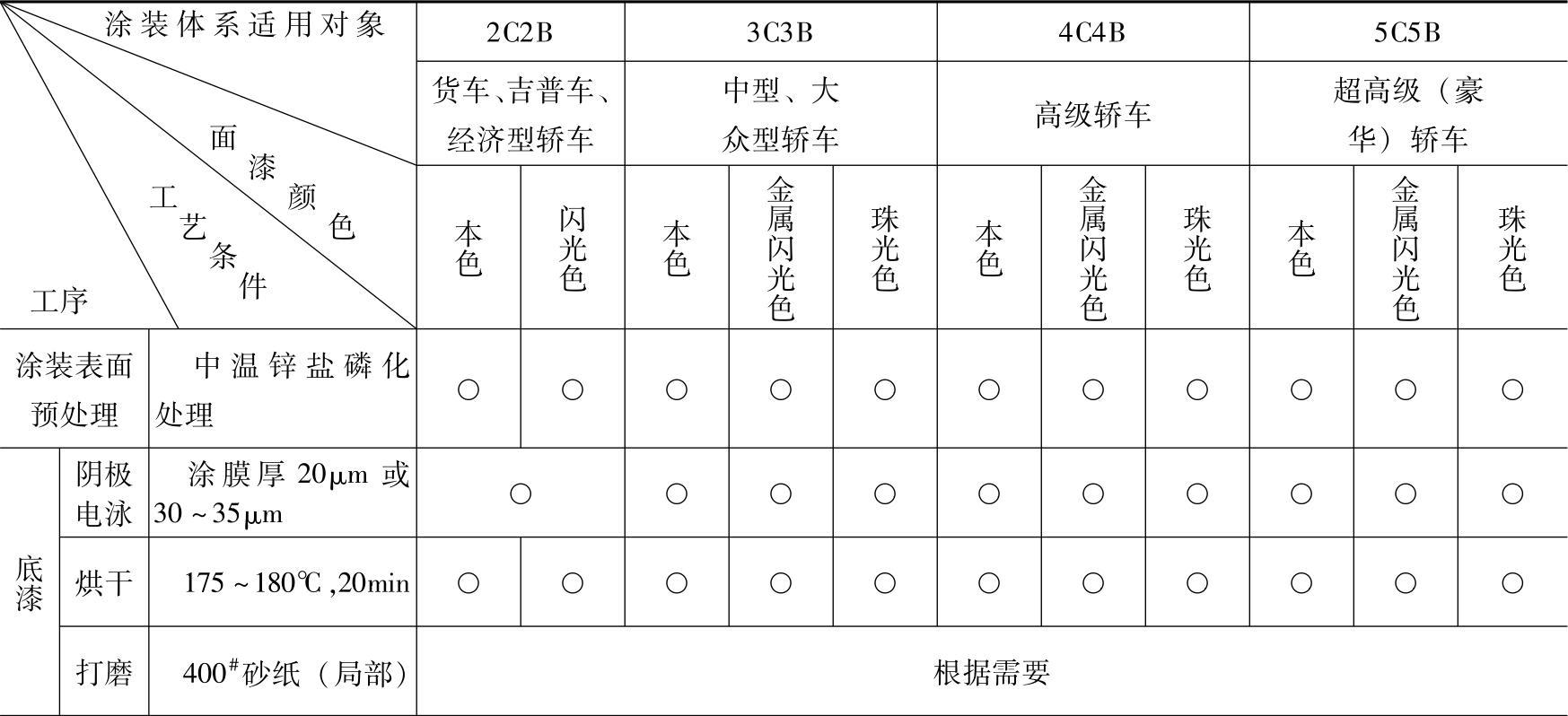
表3-1 汽车车身的典型涂装工艺体系
(续)

注:1.C代表涂层,B代表烘干,3C3B为三涂层三次烘干。烘干温度为工件温度,烘干时间为保温时间。
2.“○”表示需执行的工序,“W/W”表示“湿碰湿”工艺。
①中涂层烘干温度;水性中涂工艺规范为150~165℃,20min。(https://www.xing528.com)
②珠光闪光底色层比金属闪光底层厚,膜厚可达20~30μm。
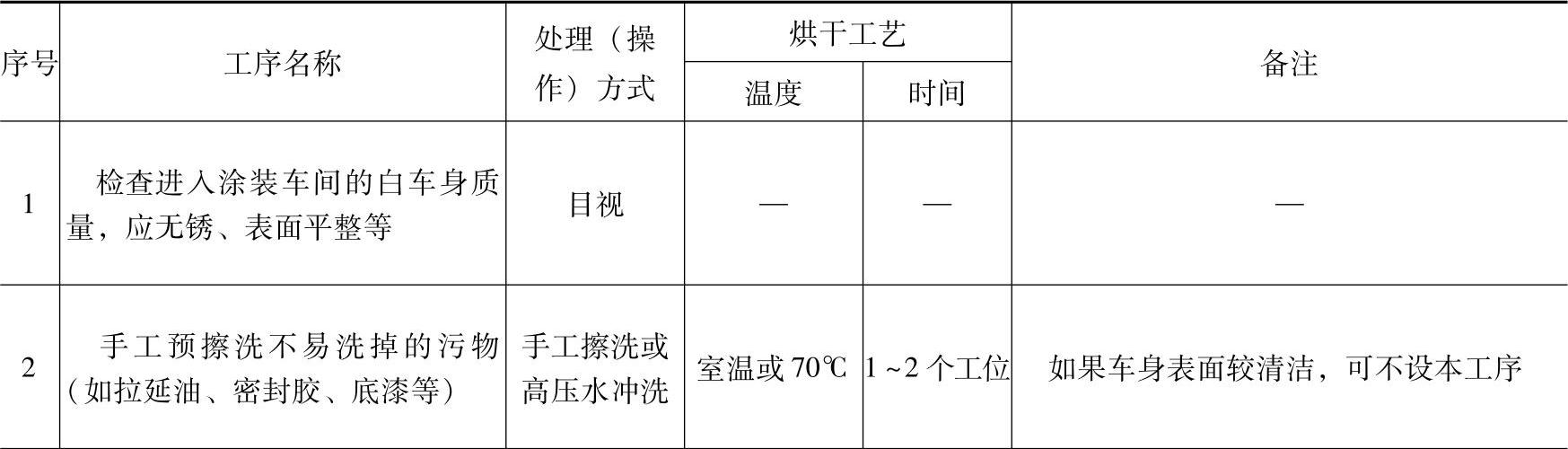
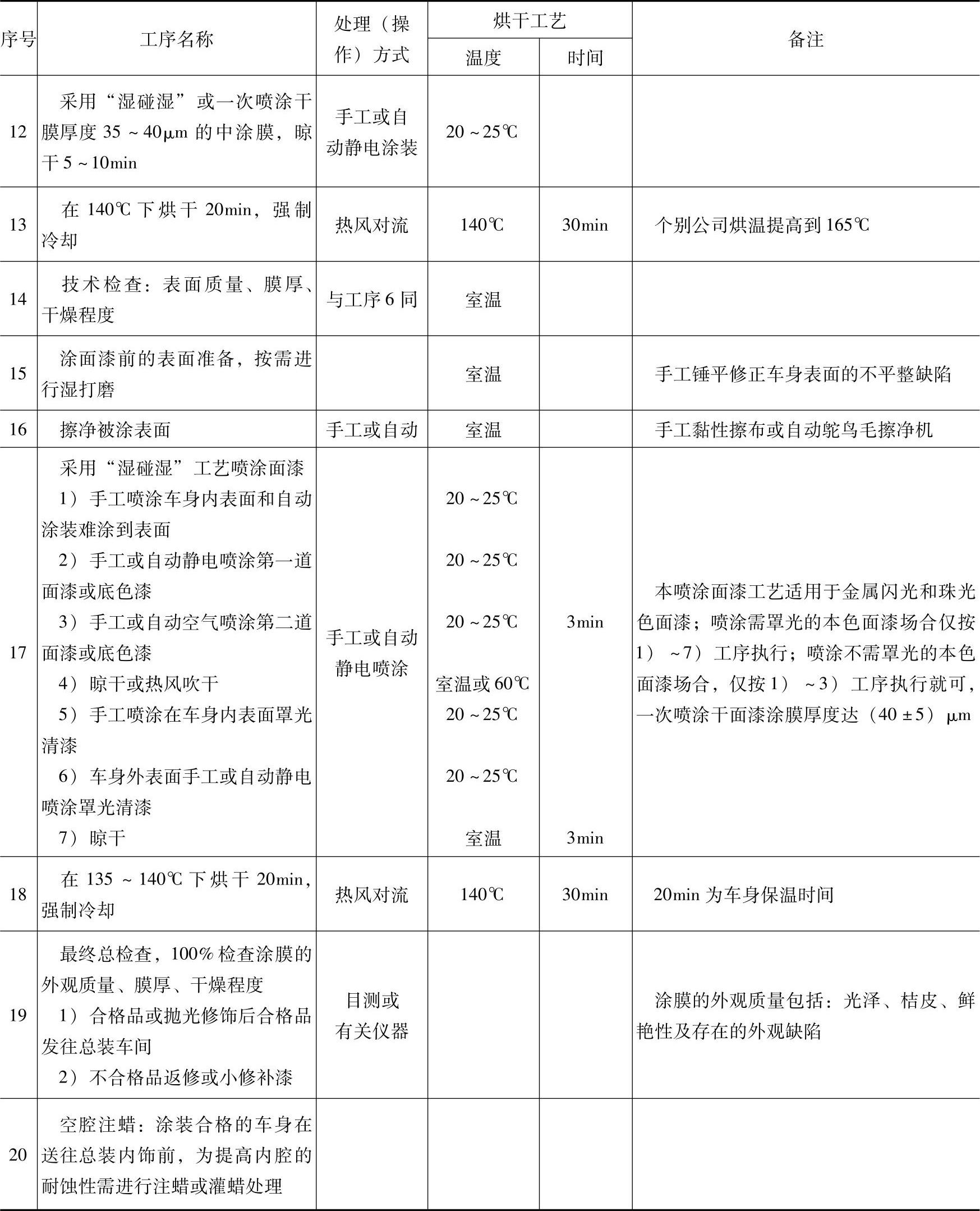
表3-2 汽车车身三涂层(3C3B)涂装工艺过程
(续)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。