



粉末涂装是最近30年发展起来的一种涂装工艺,它具有公害小、耗电少、省工、成本低、利于大批量施工和实现流水线自动化操作等优点。因此,这种工艺发展很快,目前已广泛用于电动机、绝缘器材、汽车、拖拉机、缝纫机、电冰箱、自行车、仪器仪表和国防器材等产品表面的涂装。目前,粉末涂装主要方法有以下几种:
1.流化床涂法
流化床涂法是在一带盖的容器中,将0.5~1L的压缩空气通过一多孔隔板吹入,使储存于其中的粉末涂料悬浮成雾状,外壳附装一只电磁波振荡器,以防止粉末阻塞多孔板细孔。施工时将预热到一定温度(即该种涂料的熔点以上)的工件很快地放入到流化床中,粉末涂料便被融化黏附在加热的工件表面上,把工件取出,经烘烤塑化成膜。采用这种方法,操作简便、安全、迅速,对小型和形状复杂的工件而言,都能得到均匀的涂膜。
2.静电流化床涂法
静电流化床涂法的原理,与静电喷涂类同,即将静电高压发生器的电源的负极接在电晕电极上,而正极接在工件上并接地,在几万伏高压电场的作用下,粉末带电被吸引到工件的表面上形成涂膜。由于粉末涂料的绝缘性很高,工件表面上粉末的电荷不会很快漏掉,当工件取下后,由于静电吸引力的作用,粉末不会脱落,最后将工件加热,使粉末熔化和后热处理,就形成连续而平滑的涂膜。
采用静电流化床工艺的特点是:工件不需预热,就能获得薄而均匀的涂膜,很适于涂装形状简单而又体积小的工件,也较适于较大尺寸的棒材和板料;但对于大工件或形状复杂的设备,或有凹槽、暗角较多的工件,由于静电屏蔽的影响,则不易获得均匀的涂膜。
3.粉末静电喷涂法
粉末静电喷涂法,是指粉末涂料由供粉槽借空气流送入喷枪,由于喷枪前端加有高压静电发生器产生的高电压,导致喷枪口附近的空气发生离子化,而粉末涂料通过喷嘴与接地的被涂物面之间形成电场,依靠静电引力作用,附着在被涂物表面形成涂膜。当涂膜达到一定厚度时,就发生静电排斥作用不再继续吸附,因而可获得厚度均匀一致的涂膜。
4.粉体散布法
粉体散布法采用压缩空气将粉末通过喷嘴加压喷到预热过的工件上,而使粉末受热熔化达到涂装目的。采用此方法,很适合于在连续的金属板和平面上进行涂装。
5.火焰喷涂法(https://www.xing528.com)
在氧乙炔高温火焰中,粉末涂料以50m/s左右的速度通过,将软化流动状态的粉末喷射到工件的表面,达到涂装的目的,这种方法称为火焰喷涂法。此法很适用于涂装大型机械或涂膜要求较厚的工件。其工艺一般可分为两个系统:一是燃料供给系统:二是粉末供应系统。火焰喷涂工艺流程如图2-8所示,火焰喷涂示意图如图2-9所示。
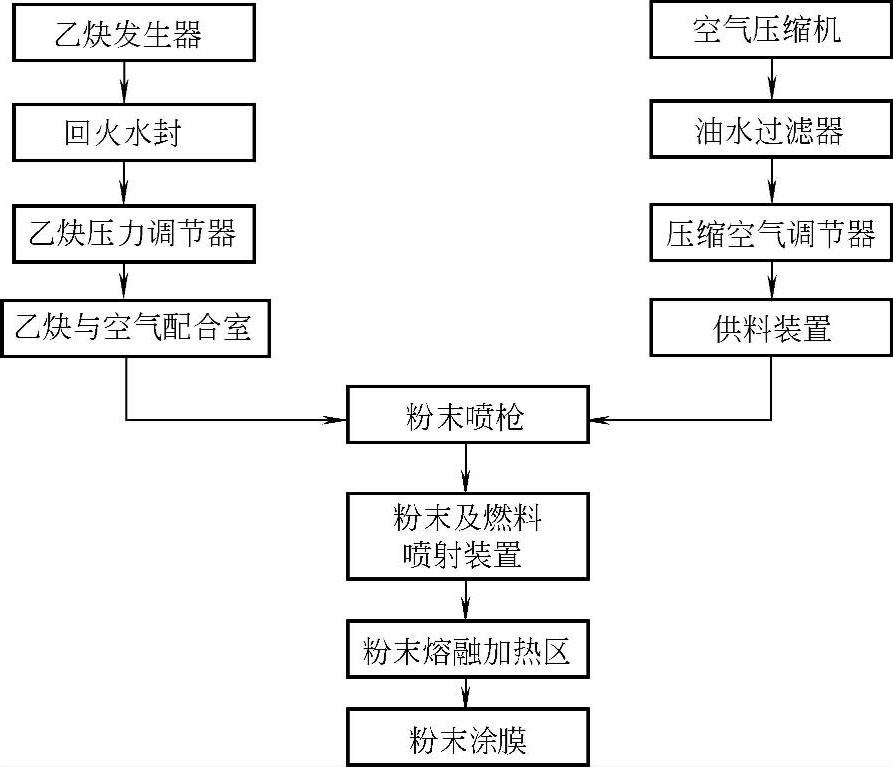
图2-8 火焰喷涂工艺流程
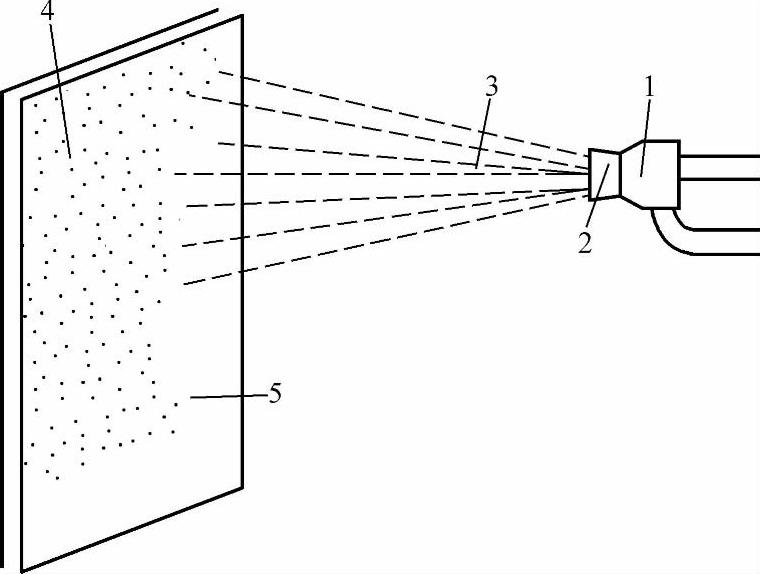
图2-9 火焰喷涂示意图
1—喷枪 2—乙炔与氧的火焰 3—粉末涂料 4—熔化的粉末涂膜 5—被涂物面
6.弥散胶体法
将粉末涂料放入适当的溶剂中进行弥散形成悬浮液,而后将悬浮液喷涂到物体表面,通过干燥溶剂逸出,然后再进行加热,以使粉末涂料融化成膜。这种方法技术性很强,工艺要求严,主要适用于涂装某些贵重而又要求耐化学腐蚀性强的设备器材。
7.粉末涂料电泳涂法
将粉末涂料悬浮体放入电泳槽中,接通直流电,使其沉积在工件的表面上形成涂膜。这种方法适于涂装小型物件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。