



将被涂物件全部浸没在盛有涂料的槽中,经短时间的浸渍,从槽内取出,并将多余的漆液重新流回漆槽内。这种方法适用于小型的五金零件、钢质管架、薄片以及结构比较复杂的器材或电器绝缘材料等。浸涂法的优点是生产率高,材料消耗量低,操作简单;缺点是仅限于上下底面一致的颜色,如果要求套色,就不太适用。
浸涂的方法很多,批量涂装有传动浸涂法、回转浸涂法、离心浸涂法、真空浸涂法及浸涂-流涂法等,另外还有手工浸涂法。图2-5所示为漆包线传动浸涂法涂装。
大型浸漆槽装有加热或冷却设施、连续循环泵和过滤器等附属设备。
1.离心浸涂法
离心浸涂法适用于形状不规则的小零件,如螺钉、弹簧、手轮等的整体涂饰。这种工艺由两个主要过程组成:首先将零件放在金属网篮中,并将它浸入涂料储槽中,槽上装有排出溶剂蒸气的通风装置;取出后,立刻送入离心滚桶中经短时间高速回转(一般时间为1~2min,转速为1000r/min左右),甩去多余的涂料,然后进行干燥。
2.真空浸涂法
真空浸涂法使用的设备由浸漆槽、真空泵、空气压缩机、导管和控制仪表等组成,浸漆槽需耐4.05~6.08MPa的试验压力。工作压力为2.03MPa,其中一个在真空下工作,另一个在压力下工作。此种浸涂方法适用于电器线圈、电极、木材、多孔铸件、防腐蚀用的各种非金属材料等。图2-6所示为真空浸涂设备的组成。
浸涂法一般易产生薄而不均匀的涂膜,有流挂和急骤蒸发时间过长等弊病。若用三氯乙烯涂料浸涂时,由于利用涂料储槽上部有较重的三氯乙烯蒸气层,这种蒸气层成为整个浸涂的组成部分,减少了溶剂从槽内的蒸发量,并具有不易燃烧等特点,从而可获得均匀的涂膜。特别是对锐边覆盖得较好,同时也缩短了在空气中的挥发时间。(https://www.xing528.com)
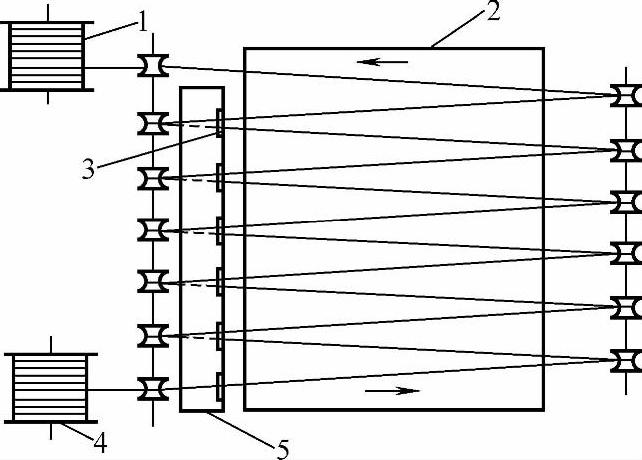
图2-5 漆包线传动浸涂法涂装
1—已浸过漆的漆包线 2—烘炉 3—模孔 4—未浸过漆的铜丝 5—盛有绝缘漆的储槽
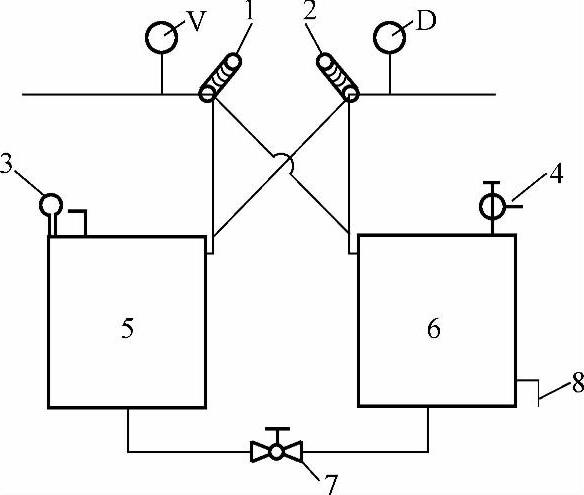
图2-6 真空浸涂设备的组成
1、2—三通阀 3、4—通大气阀 5、6—浸漆槽 7—阀 8—放漆阀
V—真空泵 D—气压计
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。