



电烙铁是用来焊接电气、电子电路及元器件的专用工具,分为内热式和外热式两种,如图3-20所示。电烙铁常用的是内热式,有多种规格。
电烙铁的功率应选用适当,钎焊弱电元器件用20~40W以内的;钎焊强电元器件要选用45W以上的。若用大功率电烙铁钎焊弱电元器件不但浪费电力,还会烧坏元器件;用小功率电烙铁钎焊强电元器件,则会因热量不够而影响焊接质量。

图3-20 电烙铁
1.电烙铁焊接方法
1)对新购的电烙铁,应用细钢锉将其铜头端面(对大容量的铜头,还包括其端部的两个斜侧面)打出铜面,然后通电加热,并将铜头端部浸入到焊剂(焊剂一般有松香、松香酒精溶液和焊膏)中,待加热到能熔锡时,将铜头压在锡块上来回推拉,或用焊锡丝压在铜头端部,使铜头端部全面均匀地涂上一层锡。经过这一过程后,在焊接时铜头才能“叨”上锡来,上述过程如图3-21所示。
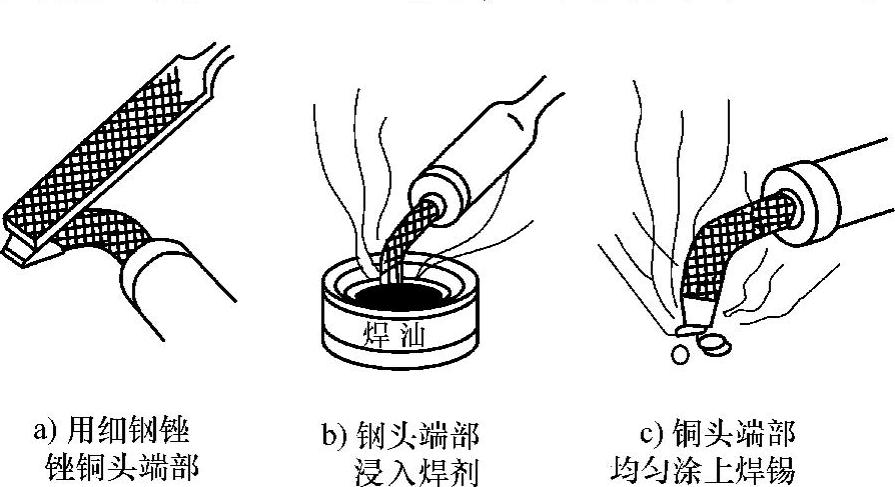
图3-21 电烙铁铜头上锡过程
2)用电工刀或砂布先清除连接线端或待焊部位的氧化层,使之露出内部金属。对于细导线,应避免因用力过大使导线断线。
3)在待焊接处均匀地涂上一层焊剂。松香焊剂适用于所有电子元器件和小线径线头的焊接;松香酒精溶液适用于小线径线头和强电领域小容量元器件的焊接;焊膏适用于大线径线头焊接和大截面导体表面或连接处的焊接。
4)焊接时,将烙铁头先蘸一些焊锡轻压在待焊部位,让锡慢慢流入待焊部位的缝隙中。也可将焊锡丝抵在铜头端与待焊件接触处,使之熔化流入焊接部位。烙铁头停留时间要根据焊件的大小而决定。为防止因过热而损伤被焊的晶体管等元器件,可用镊子钳等工具夹在焊接部位上方散热。待焊锡在焊接处均匀地熔化并覆盖好预定焊面时,则应将电烙铁提起。为防止提起后焊点出现“小尾巴”或与附近焊点粘连,焊接时锡的用量要适当,提起电烙铁应迅速或沿侧向移出。(https://www.xing528.com)
2.使用电烙铁时注意事项
1)在金属工作台、金属容器内或潮湿导电地面上使用电烙铁时,其金属外壳应妥善接地,以防触电。
2)电烙铁不能在易爆场所或腐蚀性气体中使用。
3)电烙铁不可长时间通电。长期通电产生高温会“烧死”烙铁头,即会在烙铁头表面上产生一层氧化层。氧化层起阻热作用,被氧化了的烙铁头不能迅速地将其热量传导到被焊接物体表面,使得电烙铁挂不上锡,焊接不能正常进行。这时要用刀片或细锉将氧化层清除,挂上锡后继续使用。
4)使用电烙铁时,不准甩动烙铁头,以免锡珠溅出灼伤人体。
5)对于小型电子元器件(如晶体管等)及印制电路板,焊接温度要适当,加温时间要短,一般焊接时间为2~3s。
6)对于截面积为2.5mm2以上导线、电器元件的底盘焊片及金属制品,加热时间要充分,以免引起“虚焊”。
7)各种焊剂都有不同程度的腐蚀作用,所以焊接完毕后必须清除残留的焊剂(松香焊剂除外)。
8)焊接完后,要及时清理焊接中掉下来的锡渣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。