



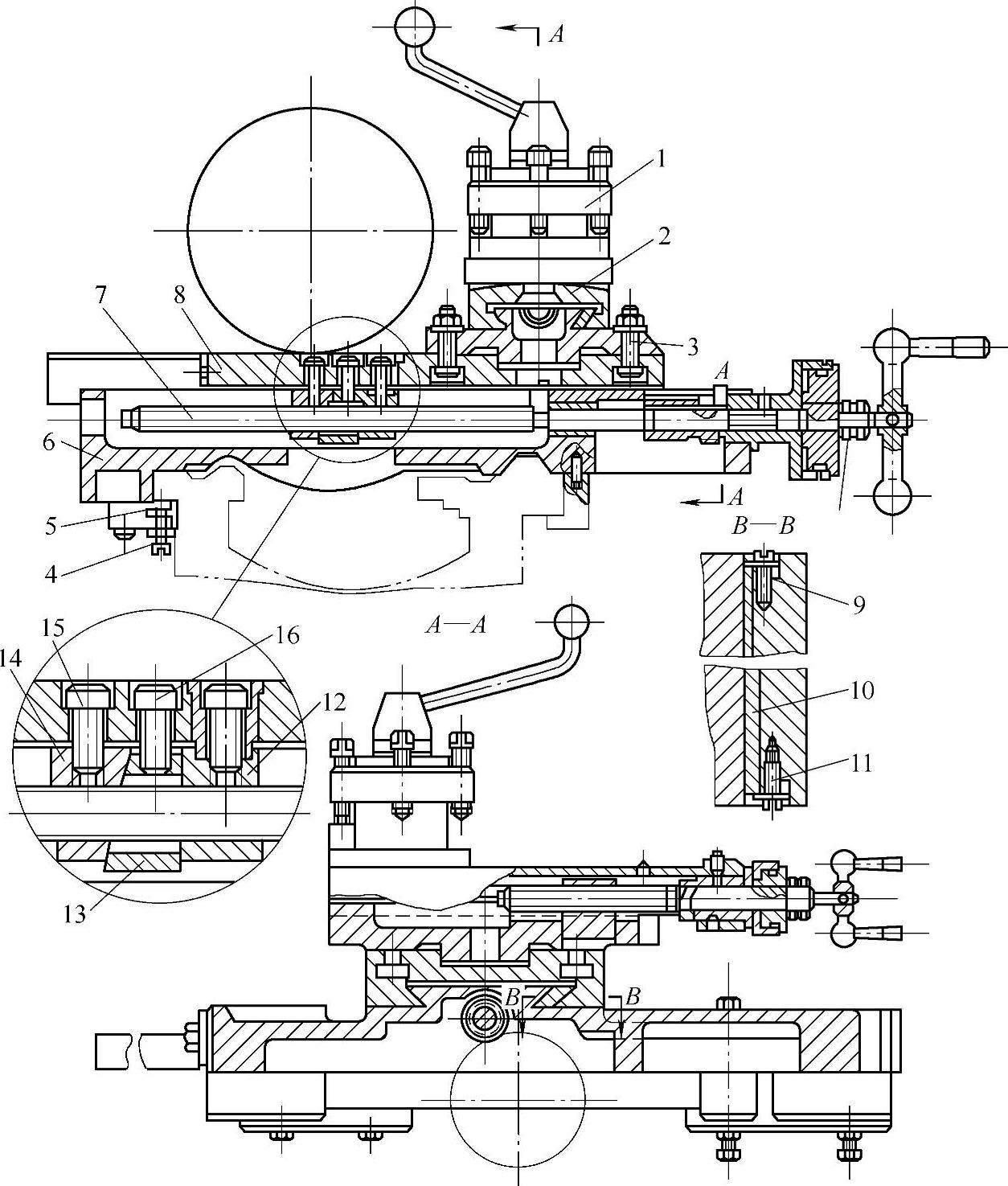
【摘要】:CA6140型卧式车床溜板部分的结构如图3-5所示。中滑板燕尾导轨的间隙由斜镶条10调整。图3-5 CA6140型卧式车床溜板部分的结构1—方刀架 2—小滑板 3—转盘 4、9、11、16—螺钉 5—楔铁 6—床鞍 7—横向进给丝杠 8—中滑板 10—斜镶条 12—后螺母 13—楔块 14—前螺母 15—紧固螺钉3.中滑板丝杠螺母间隙的调整车床的横向进给通过转动中滑板丝杠来完成。
CA6140型卧式车床溜板部分的结构如图3-5所示。
1.床鞍压板间隙的调整
床鞍6装在床身的山形导轨和平导轨上,可沿着床身导轨纵向移动。压板紧固在床鞍外侧的下面,压板与床身导轨下平面的间隙,利用压板上的螺钉4和压板与导轨下平面间的楔铁5进行调整,其值不超过0.04mm。
调整后的床鞍,在楔铁与导轨下平面间用厚度为0.04mm的塞尺进行检查,塞尺插入的深度应小于20mm,摇动溜板箱手轮,床鞍纵向左右移动应平稳、均匀、无阻滞。
2.中滑板间隙的调整
中滑板8沿床鞍6上的燕尾导轨作横向移动。中滑板燕尾导轨的间隙由斜镶条10调整。拧动镶条前后端的调整螺钉9和11,就可调整斜镶条10在横刀架内的位置,从而实现间隙的调整。
用厚度为0.04mm的塞尺进行检查,塞尺插入的深度应小于20mm,摇动中滑板手柄,中滑板横向前后移动应平稳、轻便、无阻滞。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-5 CA6140型卧式车床溜板部分的结构
1—方刀架 2—小滑板 3—转盘 4、9、11、16—螺钉 5—楔铁 6—床鞍 7—横向进给丝杠 8—中滑板 10—斜镶条 12—后螺母 13—楔块 14—前螺母 15—紧固螺钉
3.中滑板丝杠螺母间隙的调整
车床的横向进给通过转动中滑板丝杠来完成。当丝杠和螺母之间的间隙过大时,将造成横向进给刻度不准,影响端面的车削精度。
调整时,先松开紧固螺钉15,然后顺时针拧紧调节螺钉16,使楔块上移,在斜面的作用下,前螺母14向左移动,使螺母与丝杠间的间隙减小。间隙调整好后,再将紧固螺钉15拧紧。
要求调整间隙后中滑板手柄摇动灵活,正、反转之间的空行程间隙不大于0.05r。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。