



1.加工方法一:采用自定心卡盘装夹车偏心轴
步骤1:装夹
用自定心卡盘装夹ϕ35mm圆钢,放出55mm。
将45°车刀、90°车刀和4mm车断刀装夹到刀架上。
步骤2:粗、精车端面
用45°车刀平整端面,分两次走刀,粗车取ap1=0.7mm,f=0.41mm/r,n=450r/min;精车取ap2=0.3mm,f=0.08mm/r,n=710r/min。
步骤3:粗、精车ϕ32mm外圆
1)用90°车刀粗车外圆,取n=450r/min,f=0.41mm/r,直径车至ϕ32+0.300mm,长度至55mm。
2)精车外圆,取n=710r/min,f=0.08mm/r,车至ϕ32-0.025-0.050mm,长度至55mm。
步骤4:端面倒角
用45°车刀倒角C1。
步骤5:车断
用车断刀车断,车断长度46mm。
步骤6:调头装夹
垫铜皮装夹长度35mm,找正夹紧。
步骤7:车端面、倒角
用45°车刀车端面,保证长度45mm,倒角C1,卸下工件。
步骤8:用自定心卡盘装夹偏心轴
(1)计算垫片厚度垫片的厚度x按下列公式计算
x=1.5e+k
k≈1.5Δe(Δe=e-e实)
式中x——垫片厚度(mm);
e——偏心距公称尺寸(mm);
k——偏心距修正值,正负值应按实测结果确定(mm);
Δe——试切后,实测偏心距误差(mm)。
图2-131所示偏心轴的偏心距e=4mm,先不考虑修正值,近似计算垫片厚度:
x=1.5e=1.5×4=6(mm)
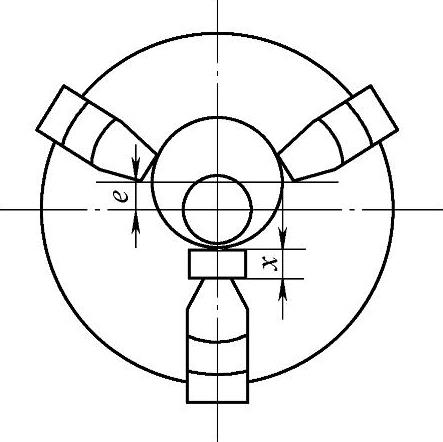
图2-132 在自定心卡盘上装夹工件
(2)用自定心卡盘装夹工件在自定心卡盘的任意一个卡爪上垫上一块厚度是6mm(计算值)的垫片,把工件包铜皮装夹上,使工件伸出长度为25mm,把有垫片的卡爪做上记号,调整垫片与工件素线、卡爪平行,并与卡爪端面平齐,夹紧卡盘,如图2-132所示。按厚度为6mm的垫片进行试切削,试切到一定尺寸(能够测量确定出实际偏心距),然后检查其实际偏心距,如测得e实=4.05mm,则其偏心距误差Δe=e-e实=(4-4.05)mm=-0.05mm。
偏心距修正值:k≈1.5Δe=1.5×(-0.05)mm=-0.075mm;
垫片厚度的正确值:x=1.5e+k=1.5×4mm+(-0.075)mm=5.925mm。
校正垫片厚度,并夹紧。
步骤9:粗、精车ϕ22mm外圆
1)粗车偏心外圆,车削至ϕ22+0.010-0.011mm,长度至20mm。
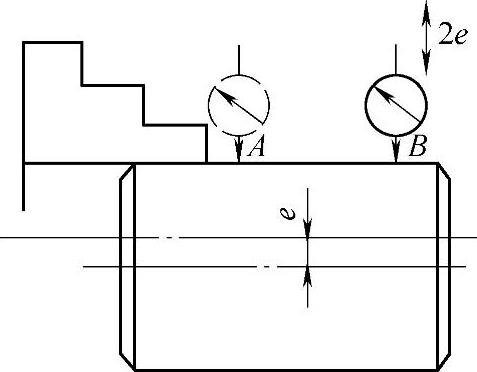
图2-133 用百分表找正偏心距
工件找正后,先起动车床使工件旋转起来,再移动车刀,缓慢靠近工件进行试刀,以防止打刀。初始切削时为断续车削,进给量和背吃刀量不宜过大,取n=450r/min,f=0.15mm/r,ap=0.5mm。工件车圆后,切削用量可增加。
复查偏心距。当粗车结束时,再按图2-133所示的方法复查A点的偏心距,并在外圆素线上检查偏心轴线是否与主轴轴线重合。若偏心距超差或偏心轴线偏斜,则略紧相应卡爪微调偏心距或用锤子找正B点,使偏心轴线与主轴轴线重合即可。
2)精车偏心外圆,车削至ϕ22-0.020-0.041mm,长度至20mm。
取n=710r/min,f=0.10mm/r,ap=0.15mm。
步骤10:倒角
外圆倒角C1。
操作提示:
1)所选垫片的材质应具有足够的硬度,以防装夹时发生挤压变形。
2)垫片与卡爪接触的一面应做成与卡爪圆弧相匹配的圆弧面,否则垫片与卡爪之间会产生间隙,造成偏心距误差。
3)装夹工件时,工件轴线不能歪斜,以免影响加工质量。为保证偏心轴两轴线平行,装夹时应用百分表找正工件外圆,检查外圆侧素线与车床主轴轴线是否平行。
4)由于工件偏心,在开车前车刀不能靠近工件,以防工件碰撞车刀。
5)粗车外圆时,外圆车刀应采取负的刃倾角。
6)在自定心卡盘上装夹车偏心工件一般适用于加工精度要求不高、偏心距e≤6mm的短偏心工件。
7)为保证偏心件的工作精度,车削时应特别注意控制轴线间的平行度和偏心距的精度。
步骤11:检测偏心距
偏心距可用游标卡尺检测或用百分表检测。
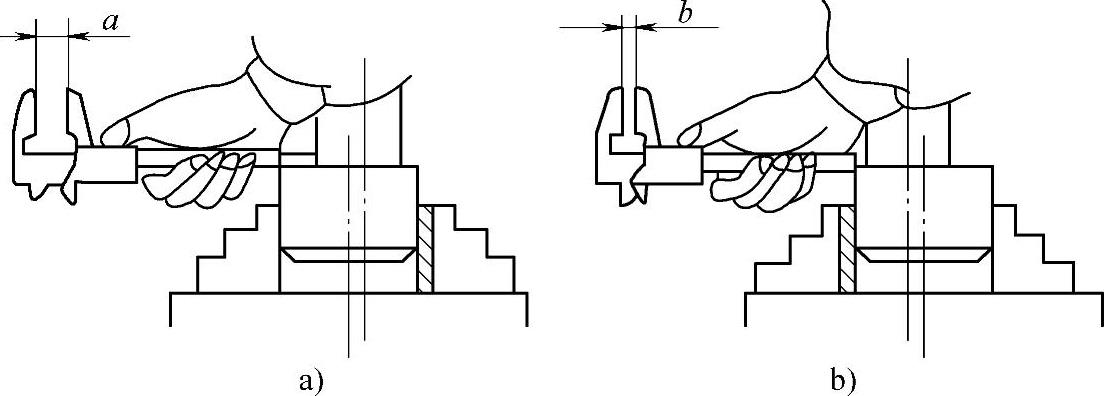
(1)用游标卡尺检测用游标卡尺检测两外圆间的最大距离和最小距离,如图2-134所示,其差值的一半即为偏心距,即
e=(a-b)/2
(2)用百分表检测如图2-135所示,将百分表测量杆触头与工件基准外圆柱面垂直接触,使卡盘缓慢转过一圈,百分表指示的最大值与最小值差的一半即为偏心距。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-134 用游标卡尺检测偏心距
a)测两外圆间的最大距离 ab)测两外圆间的最小距离b
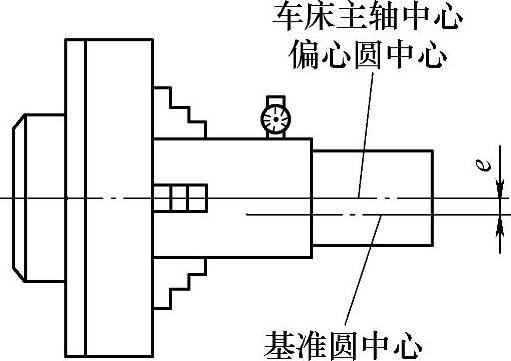
图2-135 用百分表检测偏心距
2.加工方法二:采用单动卡盘装夹车削偏心轴
其步骤1到步骤7与加工方法一相同。
步骤8:划线
1)在光轴的外圆和两端面上涂一层蓝色显示剂,待干后将其放置在平板上的V形铁中。
2)用高度游标卡尺的划针尖端测量光轴的最高点,并记下其读数,然后按光轴实测直径尺寸的1/2将高度游标卡尺的游标下移,并在光轴的端面A上轻划一条水平线,接着将光轴转过180°,在同样的调整高度下,在端面A上再轻划一条水平线,检查前、后两条线是否重合。若重合,则此线为光轴工件的水平轴线;若不重合,则须调整高度游标卡尺,将游标下移或上移两平行线间距离的一半,重新划线,直至两线重合为止,如图2-136所示。
3)找出工件的轴线后,在工件的端面和四周划圈线。

图2-136 在V形铁上划偏心的方法
4)将工件转动90°,用直角尺对齐已划好的端面线,然后用调整好的高度游标卡尺再划一道圈线,工件上就得到两道互相垂直的圈线。
5)将高度游标卡尺的游标上移一个偏心距e,在光轴工件端面和四周再划一道圈线。
6)在工件两端面的偏心距中心位置分别打样冲眼,要求样冲眼的中心位置准确,眼坑宜浅,且小而圆。
操作提示:
1)划线用涂剂应有良好的附着性,应均匀地在工件上涂薄薄的一层,不宜涂厚,以免影响划线的清晰度。
2)划线时,用手轻扶工件,防止其移动和转动。划线平台表面与高度游标卡尺底座底面应光洁无毛刺,平台表面可薄薄地涂一层机油,以减小划线时高度游标卡尺移动的摩擦阻力。
3)样冲尖应仔细刃磨,要求圆且尖。敲击样冲时,应使样冲与标示线条垂直。
步骤9:偏心轴的装夹与找正
(1)预调卡盘爪的位置使其中两爪呈对称位置,另两爪呈不对称位置,其偏离主轴中心的距离大致等于工件的偏心距。包铜皮装夹工件,如图2-137所示。
(2)偏心轴的找正
1)按划线用划针找正。加工精度不高的偏心件,可按划线用划针找正偏心件的位置,方法如下:
①将划针盘置于中滑板(或床鞍)上的适当位置,使划针尖端对准工件外圆上的侧素线(图2-138),移动床鞍,检查侧素线是否水平。若不水平,可用锤子轻轻敲击进行找正,然后将卡盘(工件)转动90°,用同样的方法检查和找正侧素线。
②将划针尖端对准工件端面上的偏心圆线,扳转卡盘,找正偏心圆,如图2-139所示。
③重复①、②步骤,直至使两条侧素线均呈水平(基准圆轴线与偏心圆轴线平行),使偏心圆轴线与车床主轴轴线重合为止。
④将四个卡爪成对均匀地拧紧一遍,并检查确认侧素线和偏心圆线在紧固卡爪时没有位移。
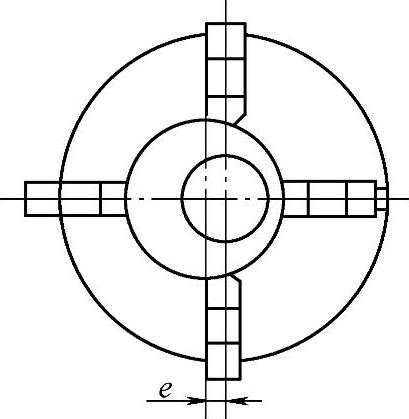
图2-137 用单动卡盘装夹偏心件
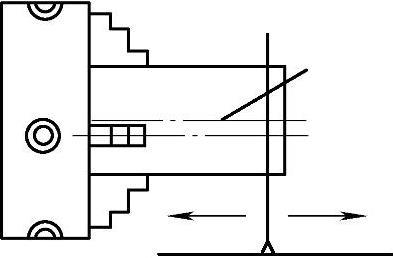
图2-138 找正侧素线
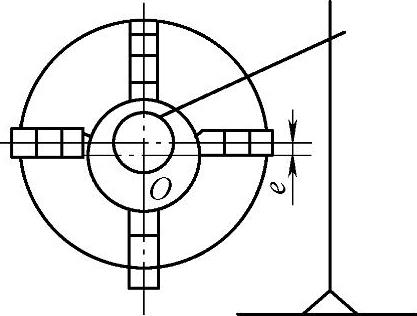
图2-139 找正偏心圆
2)百分表找正。
精度高的偏心件要用百分表找正其偏心位置。该偏心轴的找正方法如下:
①将百分表的磁力表座固定在床鞍上,使百分表测量杆垂直被检测的工件,使触头接触工件外圆上如图2-133所示的A点,并使触头压缩0.5~1mm左右,记下A点处百分表的读数,再移动床鞍把百分表平移至B点,读出该处百分表的读数。根据两点读数误差判断工件轴线的倾斜,用锤子敲击B端进行找正。旋转卡盘使工件转过90°,按此方法检查找正工件轴线的偏斜量。如此重复几次,直至使工件轴线与主轴轴线平行为止。找正A点处用卡爪调整,找正B点处用锤子轻敲。
②用百分表找正偏心距。把百分表移至A点处,用手缓慢转动卡盘使工件转一周,百分表指示读数最大值和最小值之差的一半即为实测偏心距,然后找正偏心距。A、B两点处的偏心距应基本一致,并在图样允许误差范围内。反复调整,直至找正为止。
步骤10:粗、精车ϕ22mm外圆
1)粗车偏心外圆,车削至ϕ22+0.010-0.011mm,长度至20mm。
2)精车偏心外圆,车削至ϕ22-0.020-0.041mm,长度至20mm。
步骤11:倒角
外圆倒角C1。
步骤12:检测偏心距
加工完毕,卸下工件,终检,车床手柄归位。
项目小结
完成偏心轴的车削,获得了用自定心卡盘装夹车削偏心轴和用单动卡盘装夹车削偏心轴的技能。
用自定心卡盘或单动卡盘装夹偏心件,就是将需要加工的偏心部分的轴线与车床主轴的轴线重合,然后进行车削。装夹中不仅要保证偏心部分的轴线与车床主轴轴线重合,而且还要保证基准外圆的轴线与车床主轴轴线平行,以保证基准外圆轴线与偏心外圆轴线的平行度。
用自定心卡盘装夹偏心件,应先近似计算垫片的厚度,然后装夹试切,测量实际偏心距的大小,再对垫片厚度进行微量调整,精车前要用百分表检查找正偏心距。
用单动卡盘装夹偏心件,应先对车出的基准外圆进行划线,然后进行装夹,用百分表找正偏心距和偏心部分轴线与车床回转轴线重合。
偏心部分在粗车时是断续车削,所以车削时的进给量和背吃刀量不宜过大。工件车圆后,切削用量可增加。车削时先起动车床使工件旋转起来,再移动车刀缓慢靠近工件进行试刀,以防止打刀。偏心部分粗车时,外圆车刀应采用负的刃倾角。
偏心距的大小可用游标卡尺或百分表检测。
项目评价
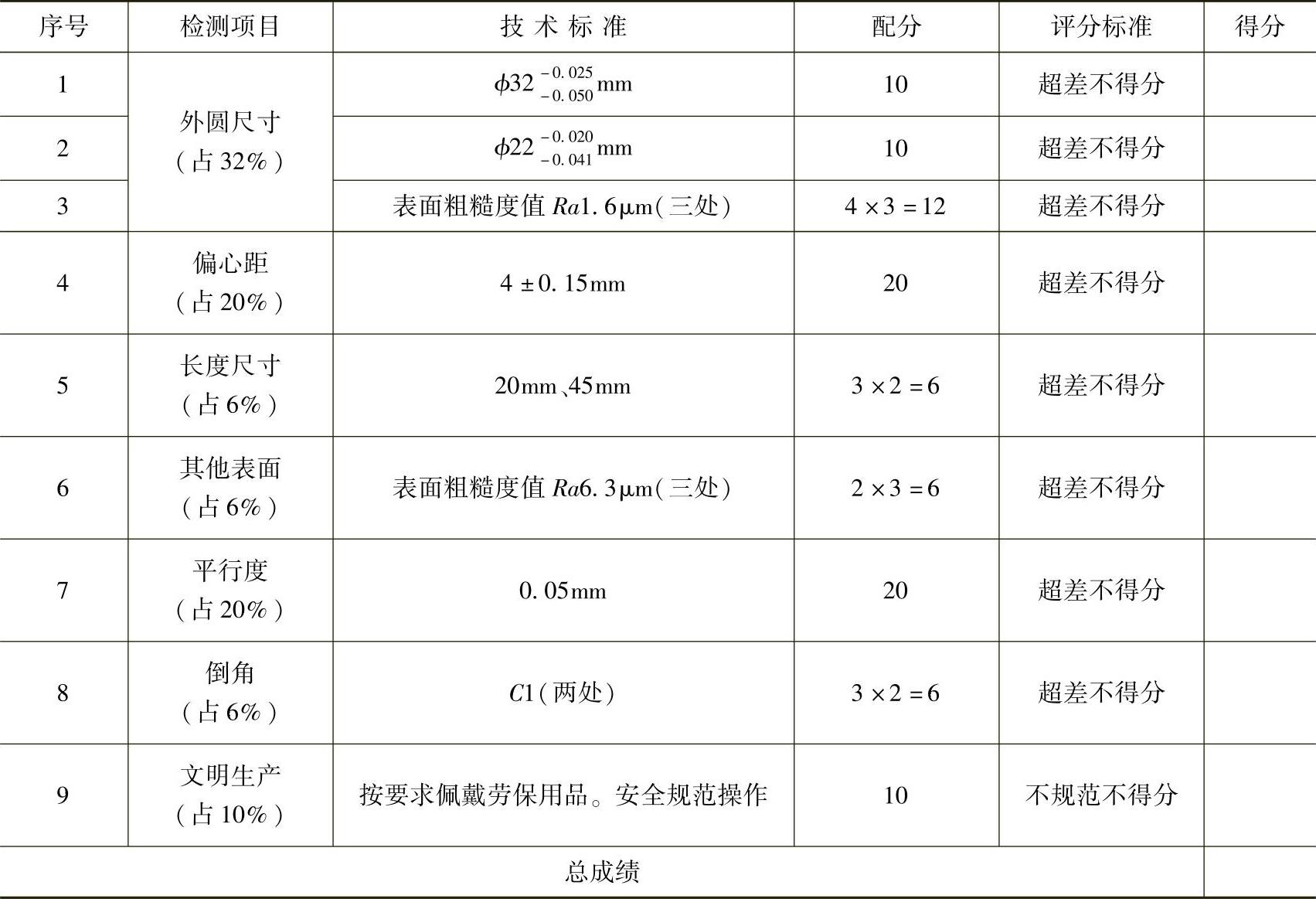
偏心轴车削成绩评定见表2-25。
表2-25 偏心轴车削成绩评定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。