



按照拟定的工艺路线对螺母进行车削。
步骤1:自定心卡盘装夹工件
用自定心卡盘装夹毛坯,放出长度25mm。
装夹45°车刀、90°车刀和4mm车断刀。
步骤2:粗、精车端面
取n=560r/min,粗车取f=0.41mm/r,ap1=0.7mm;精车取f=0.10mm/r,ap2=0.3mm。
步骤3:粗、精车ϕ38mm外圆
1)粗车ϕ38mm外圆,取n=560r/min,f=0.41mm/r,车至ϕ38mm,长度至20mm。
2)精车ϕ38mm外圆,取n=710r/min,f=0.08mm/r。
滚花前外圆应车小,直径减少的量可按下式计算
Δ=(0.8~1.6)m=(0.8~1.6)×0.4mm=0.32~0.64mm
取Δ=0.5mm,所以将ϕ38mm外圆车至ϕ37.5mm,长度至20mm。
步骤4:ϕ38mm外圆滚花
(1)安装滚花刀
1)将滚花刀装夹在刀架上,使滚花刀的装刀中心与工件的回转中心等高,如图2-110所示。
2)对滚花表面要求一般的工件,滚花刀的滚轮表面相对于工件表面向左倾斜3°~5°,以便于切入且不易产生乱纹,其安装如图2-111所示。
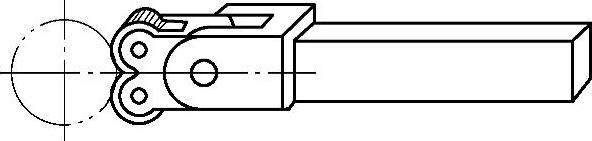
图2-110 滚花刀中心与工件回转中心等高
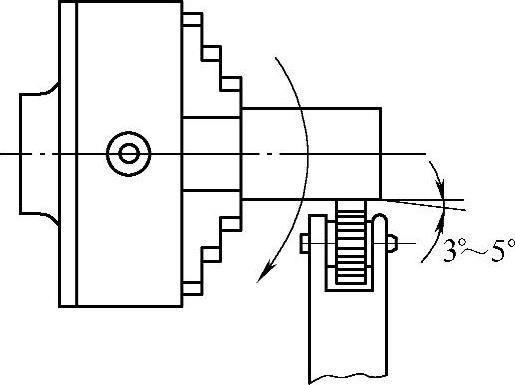
图2-111 滚花刀倾斜安装
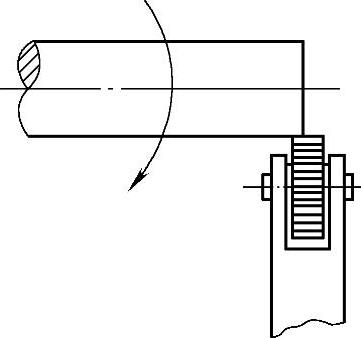
图2-112 滚花刀的起始位置
(2)滚花
1)调整主轴转速和纵向进给量,取n=10r/min,f=0.41mm/r。
2)使主轴正转,开始滚压时,为了减小径向压力,可用滚花刀宽度的1/3~1/2与工件接触进行滚压,使滚花刀容易压入工件表面,如图2-112所示。同时在开始滚压时,要使用较大的压力进刀,在工件外圆表面刻出较深的花纹,否则易产生乱纹。
3)滚压时应充分浇注切削油以润滑和冷却滚轮,并经常清除滚压产生的碎屑。
4)向左纵向机动进给,滚花长度至16mm,然后向右机动进给,反复滚压1~3次,直至花纹达到要求为止。
操作提示:
1)滚花前,应根据工件材料、性质和网纹的模数m,将工件滚花表面车小0.8~1.6m。
2)滚花时应选较低的切削速度,一般为5~10m/min,纵向进给量可选得大一些,一般为0.3~0.6mm/r。
3)滚花时的径向压力较大,工件装夹必须牢靠,要求所用车床的刚度较高。
步骤5:端面倒角C1
步骤6:钻孔
用ϕ16mm麻花钻钻孔,钻进深度19mm,取n=450r/min。
步骤7:车断
用车断刀车断工件,长度16mm。
步骤8:调头装夹
滚花表面垫铜皮,找正装夹。
步骤9:车端面、倒角(https://www.xing528.com)
平整端面,保证长度15mm,倒角C1。
步骤10:车内孔
取n=560r/min,f=0.30mm/r,装夹90°内孔车刀,分两次进给,将内孔车至尺寸ϕ18.37+0.250mm。
步骤11:车内螺纹
(1)装夹内螺纹车刀刀尖应对准工件中心或略高于工件中心,刀柄伸出长度应比螺纹加工长度长出8~10mm,并严格按样板找正刀尖角,如图2-113所示。刀装好后,还应摇动床鞍,使车刀在孔内纵向移动至螺纹终点,检查刀柄是否与内孔相碰,如图2-114所示。
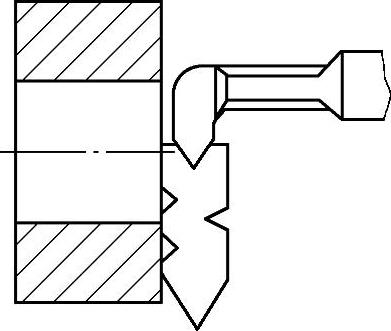
图2-113 内螺纹车刀的对刀
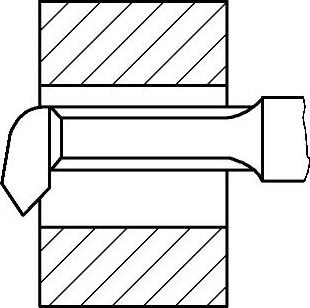
图2-114 检查刀柄的行程
(2)车床的调整根据进给箱铭牌,由P=1.5mm,变换各手轮、手柄的位置,并进行挂轮的调整。
(3)确定背吃刀量和主轴转速该螺纹牙型高度h1=0.5413P=0.5413×1.5mm=0.81195mm≈0.812mm,即该螺纹加工的背吃刀量为0.812mm。车内螺纹需分几次进给完成,每次的背吃刀量用中滑板刻度盘控制,采用直进法(横向直接进刀)分6次进给车削该螺纹,分别按5格(0.25mm)、4格(0.20mm)、3格(0.15mm)、2格(0.10mm)、1格(0.05mm)格进刀。
(4)车通孔普通内螺纹车削通孔普通内螺纹的方法和车削普通外螺纹的方法基本相同,车内螺纹时的进刀和退刀方向与车外螺纹恰好相反。
1)把螺纹车刀摇至工件端面外,开动车床使车刀与工件内孔表面轻轻接触,然后移动床鞍使车刀退至工件端面外20~30mm处,停车把中滑板刻度盘刻度调至零位。
2)将主轴转速调至200r/min。
第一刀:使中滑板逆时针摇过5格(0.25mm),按下开合螺母手柄,使开合螺母与丝杠啮合到位。开动车床使车刀在内孔表面车出一条浅螺旋线,当内螺纹车刀通过内孔时抬起开合螺母(确定不会产生乱牙),横向少量退刀,使床鞍纵向退至起点处停车,然后摇动中滑板回到第一次进给的位置,作为下一次进给的起点。
第二刀:使中滑板逆时针摇过4格(0.20mm),重复车内螺纹的操作,使车刀回到起点,摇动中滑板回到第二次进给的位置,作为下一次进给的起点。
第三刀:使中滑板逆时针摇过3格(0.15mm)……
第四刀:使中滑板逆时针摇过两格(0.10mm)……
第五刀:使中滑板逆时针摇过1格(0.05mm)……
(5)检测用螺纹塞规(图2-115)检测内螺纹,若通规能旋入通过,而止规不能旋入,则内螺纹合格。
加工完毕,卸下工件,终检,车床手柄归位。
将项目三、项目六和本项目的零件装配到一起,检查是否符合图2-116的要求。你可以试着再重新加工一套。
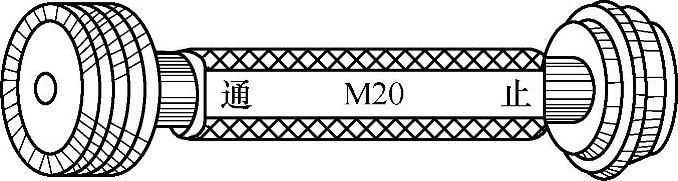
图2-115 螺纹塞规
项目小结
通过对螺母进行工艺分析和完成螺母车削,获得了滚花技能、车削普通内螺纹技能和刃磨普通内螺纹车刀的技能。
滚花的花纹有直纹和网纹两种,应根据图样上对网纹的要求选择滚花刀。滚花时车床主轴转速要低,进给量较大,滚花前应将滚花表面车小0.8~1.6m,滚压时应充分浇注切削油以润滑和冷却滚轮,并经常清除滚压产生的碎屑。
高速车削普通内螺纹应选择硬质合金车刀,低速车削时应选择高速钢车刀。普通内螺纹车刀在刃磨时要保证刀尖角60°和刀尖角的平分线与刀杆垂直。在安装内螺纹车刀时,其刀尖应与回转中心等高或稍高于回转中心,用样板对刀。
车削普通内螺纹与车削普通外螺纹的方法相同,为避免乱牙,采用开倒顺车的方法进行车削。
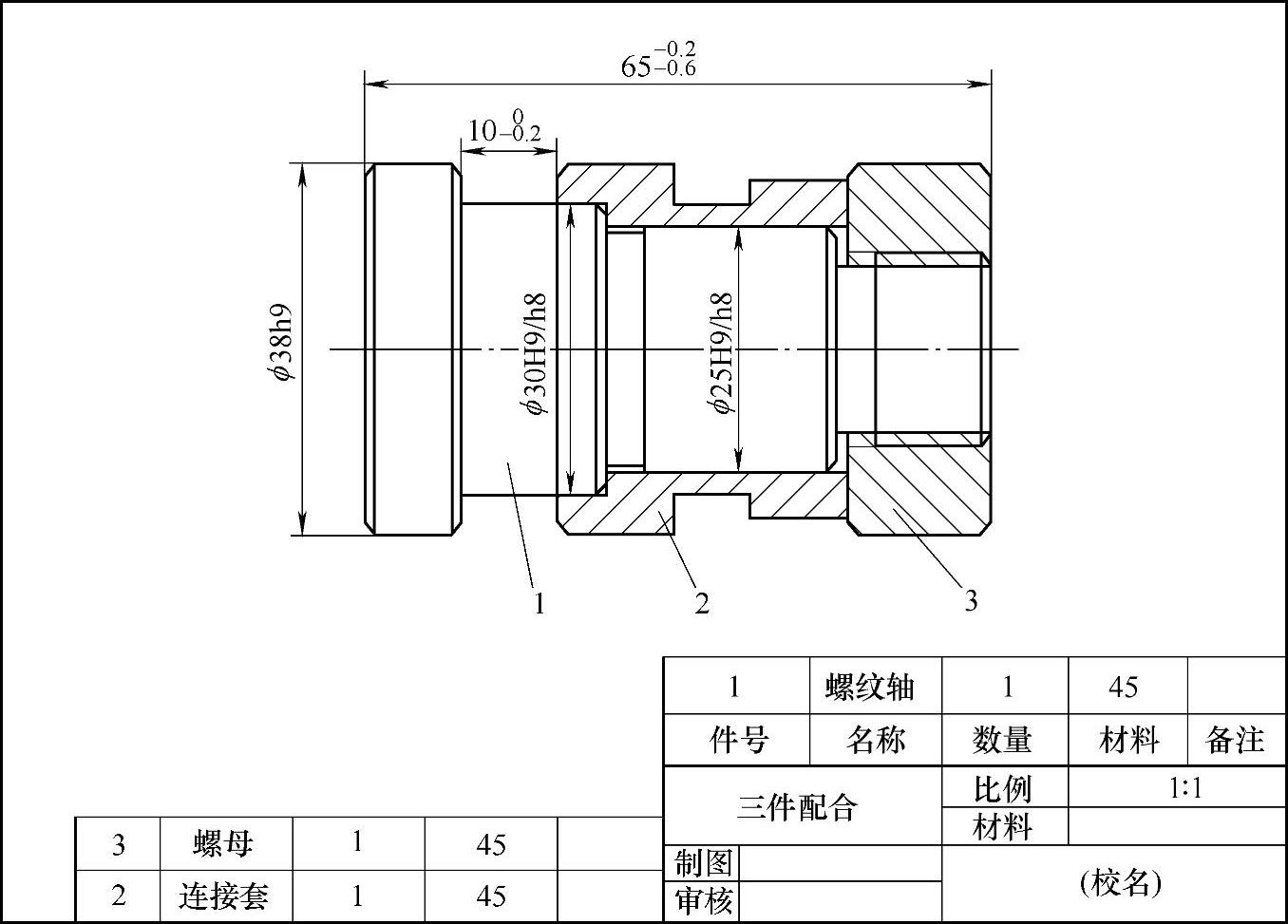
图2-116 三件配合装配图
螺母加工中,在车断后调头装夹时,应注意找正后再夹紧,以保证端面与内螺纹轴线的垂直度要求。
内螺纹可选用螺纹塞规进行综合检测。
项目评价
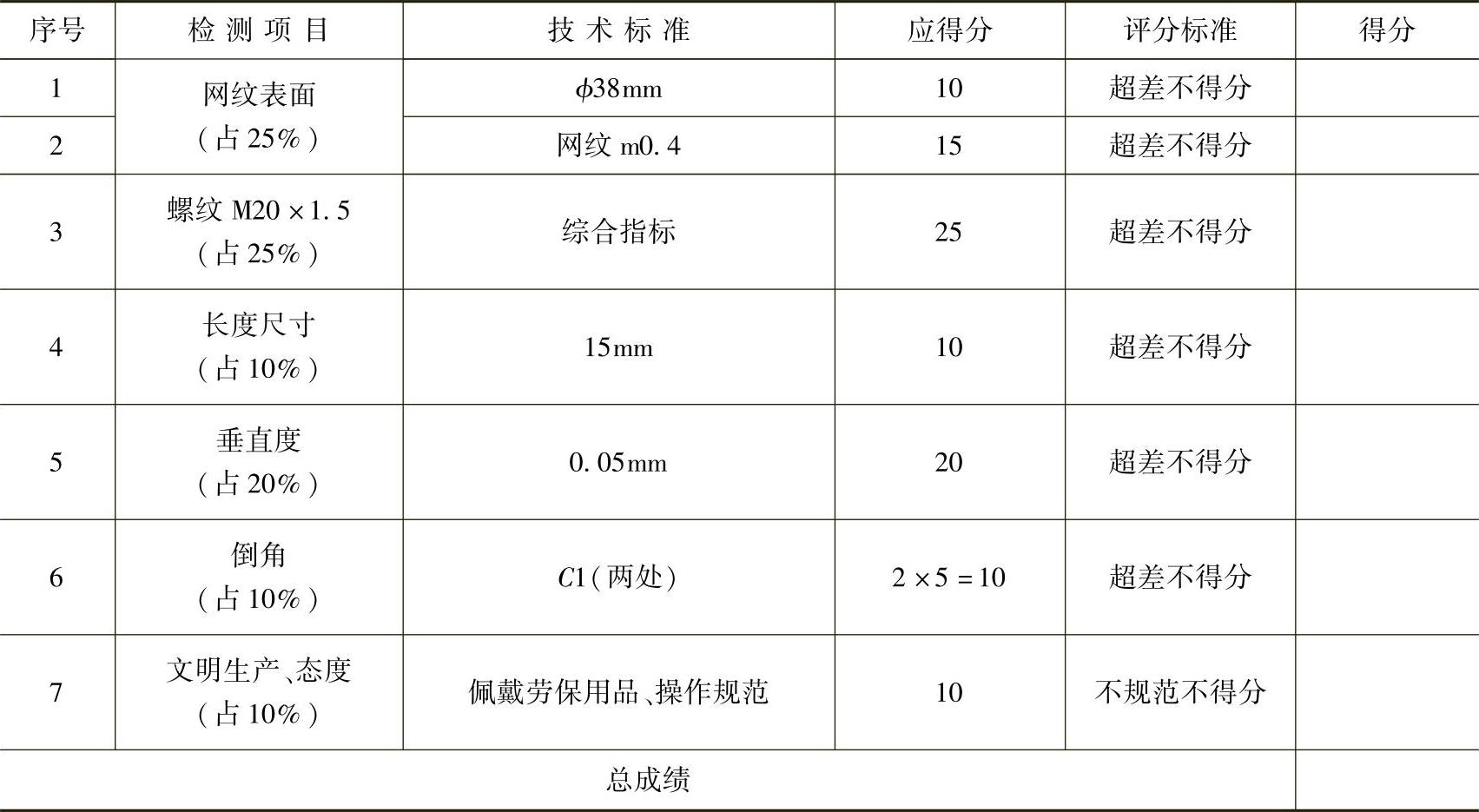
螺母车削成绩评定见表2-19。
表2-19 螺母车削成绩评定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。