



按照拟定的工艺路线对变速手柄轴进行车削加工。
步骤1:一夹一顶装夹毛坯(自定心卡盘装夹、平端面,钻中心孔,回转顶尖支顶工件)
(1)用自定心卡盘装夹毛坯长度放出46mm,找正夹紧。
(2)平端面安装45°车刀,取n=500r/min,f=0.30mm/r,分两次走刀:ap1=0.7mm,ap2=0.3mm,平端面。
(3)钻中心孔
1)装夹中心钻。选用A2.5中心钻,用钻夹头钥匙逆时针旋转钻夹头外套,使钻夹头的三爪张开,将中心钻插入钻夹头的三爪之间,再用钻夹头钥匙顺时针方向转动钻夹头外套,通过三爪夹紧中心钻,如图2-66所示。
2)将钻夹头装入尾座锥孔中。擦净钻夹头柄部和尾座锥孔,用左手握住钻夹头外套部位,沿尾座套筒轴线方向将钻夹头锥柄部用力插入尾座套筒锥孔中。若钻夹头锥柄比尾座套筒锥孔小,可用过渡锥套配合,如图2-67所示。
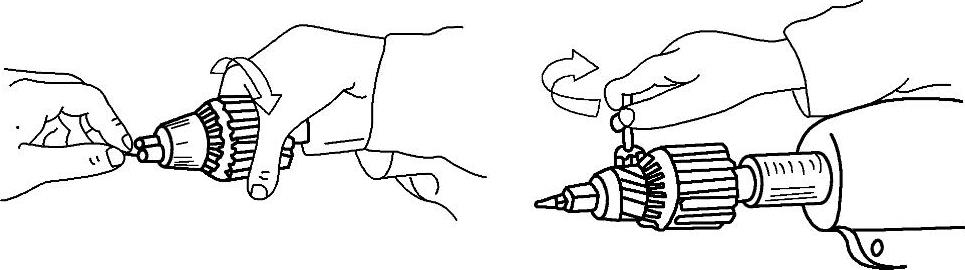
图2-66 装夹中心钻
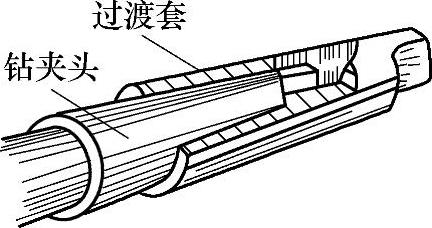
图2-67 过渡锥套
3)固定尾座位置。移动尾座并调整套筒的伸出长度,要求中心钻靠近工件端面时,套筒的伸出长度为50~70mm,然后将尾座锁紧。
4)找正尾座中心。开动车床使工件正转,观察中心钻头部是否与工件旋转中心一致,如不一致,调整尾座两侧的螺钉。使尾座沿横向位置移动。当中心找正后,两侧螺钉要同时锁紧。
5)钻中心孔。因中心孔直径(d=2.5mm)小,主轴转速要大于1000r/min。选择主轴转速n=1120r/min,钻削时进给量要小而均匀,切勿用力过大。当中心钻钻入工件时,加切削液进行冷却和润滑,钻完时应稍停留中心钻,然后退出,使中心孔光、圆、准确。
操作提示
钻中心孔时,端面必须车平,不允许出现小凸台,尾座必须找正,且转速要高,进给量要小。
(4)用回转顶尖顶住工件
1)安装回转后顶尖。安装时擦净后顶尖及尾座套筒锥孔,再把后顶尖锥柄部分放在套筒锥孔内,沿轴向用力把顶尖撞紧。
2)固定尾座位置。按工件伸出长度调整尾座距离,尾座套筒尽可能伸出短些,以不影响车刀车削工件为准,然后紧固尾座。
3)找正尾座中心位置。开动车床使工件正转,观察后顶尖尖部是否与工件旋转中心一致。如不一致,调整尾座两侧的螺钉。使尾座沿横向位置移动。当中心找正后,两侧螺钉要同时锁紧。
4)用后顶尖支顶工件。摇动尾座手轮,使顶尖进入中心孔,将工件顶住,左手转动卡盘,右手调整尾座套筒,以工件既能转动同时顶尖又没有轴向窜动为宜,然后锁紧尾座套筒。
步骤2:粗车ϕ22mm外圆
装夹90°车刀粗车外圆,取n=710r/min,f=0.30mm/r,ap=1.5mm;直径车削至ϕ23mm,留1mm精车余量,长度至45mm。
步骤3:粗车ϕ16mm外圆
取n=710r/min,f=0.30mm/r,ap=3mm。直径车削至ϕ17mm,留1mm精车余量,长度至35mm。
步骤4:车外沟槽3mm×0.5mm(直径至ϕ15mm)
1)装夹车槽刀。使车槽刀的主切削刃与工件外圆素线平行(透光法确定),刀尖略低于工件回转中心。
2)取n=710r/min,用直进车槽,直径至ϕ15mm。
步骤5:调头装夹ϕ17mm外圆
使ϕ22mm台阶面靠到卡盘卡爪。
步骤6:平整端面
保证76mm长度,钻中心孔,用回转顶尖顶住工件。
步骤7:车ϕ22mm外圆(https://www.xing528.com)
直径车削至ϕ23mm,留1mm精车余量。
步骤8:车外沟槽
车削外沟槽3mm×0.5mm直径至要求尺寸ϕ21mm,车削外沟槽3+00.1mm直径至ϕ16±0.1mm,按图样保证公差要求,并保证9mm尺寸要求。
步骤9:两顶尖鸡心夹装夹工件
(1)安装前、后顶尖安装固定前顶尖,安装前应卸下卡盘,换上拨盘来带动工件旋转,安装时都要把顶尖锥柄、顶尖套及主轴锥孔擦干净,把前顶尖锥柄部分插入顶尖套内,放在主轴锥孔内用进给力撞紧。
安装回转后顶尖,安装时擦净后顶尖及尾座套筒锥孔,然后把后顶尖锥柄部分放在套筒锥孔内用进给力把顶尖撞紧。
(2)调整前、后顶尖对中心装夹工件前要先检查后顶尖是否对准主轴中心,检查方法是移动尾座,使前、后顶尖将要接触,看两顶尖尖部是否对齐,如图2-68所示,有刻度的尾座看其“0”线是否对齐。如不对齐,可调整尾座上部的螺钉1和2,如图2-69所示,使前、后顶尖或尾座“0”线对齐。然后移动小滑板,使小滑板上、下导轨齐平,以防止车削时鸡心夹头与小滑板导轨碰撞。
(3)安装工件
1)按工件长度调整尾座距离,尾座套筒尽可能伸出短些,以不影响车刀车削工件为准,然后紧固尾座。
2)按工件直径选用鸡心夹头(图2-70a),用夹头夹紧工件ϕ22mm一端,拨杆伸向平面外。
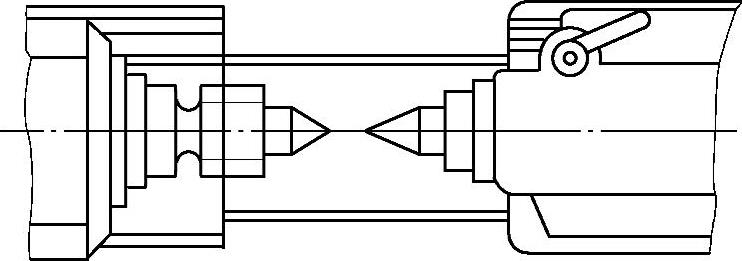
图2-68 尾座与主轴对中心
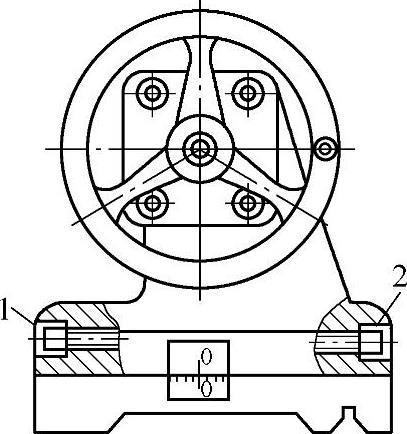
图2-69 对齐尾座“0”线 1、2—螺钉
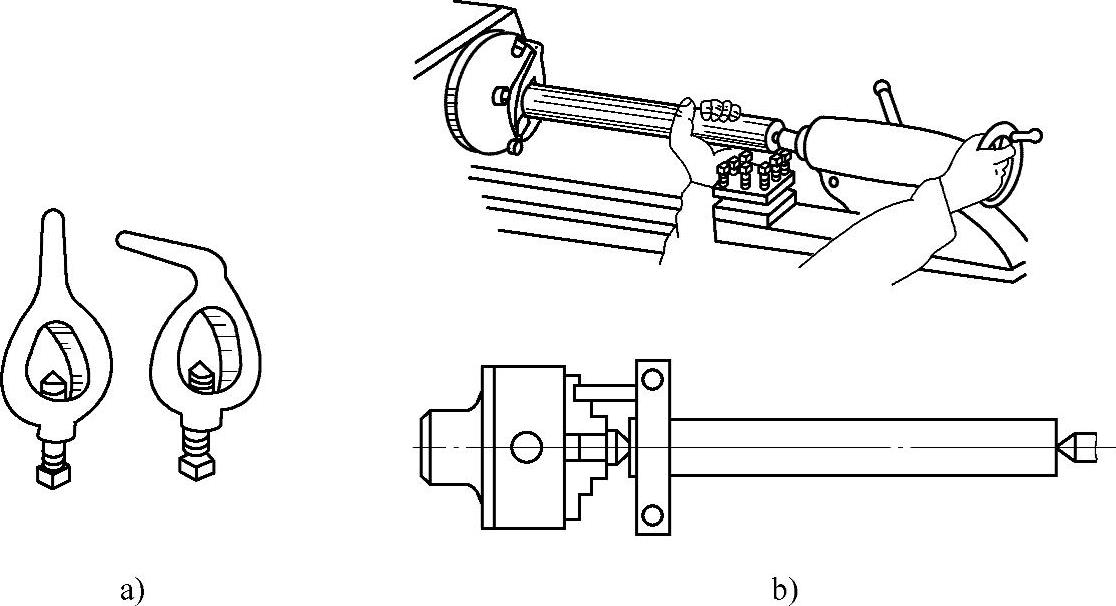
图2-70 用鸡心夹头装夹工件
a)鸡心夹头 b)安装方法
3)将有夹头的一端中心孔放置在前顶尖上,如图2-70b所示,然后左手持稳工件,右手摇动尾座手轮,当后顶尖与工件中心孔靠近时,要使工件中心孔对准后顶尖,再摇动手轮使顶尖进入中心孔,将工件顶住。
4)调整工件的顶紧程度。左手转动工件,右手调整尾座套筒,以工件既能转动又没有轴向窜动为宜(如果后顶尖用固定顶尖,应加润滑油脂),然后锁紧尾座套筒。
5)调整鸡心夹头拨杆与卡爪侧平面接触,或放在拨盘槽内,以带动工件旋转,再锁紧鸡心夹头的固定螺钉。
步骤10:精车ϕ16mm外圆尺寸、端面及轴肩面倒角
取n=900r/min,f=0.08mm/r。第一刀车至ϕ16+0.30mm,第二刀车至尺寸要求ϕ160-0.018mm,保证公差尺寸,两处倒角C1。
步骤11:调头两顶尖装夹、精车ϕ22mm外圆、端面倒角
将ϕ16mm装夹面垫铜皮用鸡心夹头夹紧,两顶尖装夹工件。第一刀车至ϕ22+0.300 mm,第二刀车至尺寸要求ϕ220-0.021mm,保证公差尺寸,倒角C1,锐角倒钝,卸下工件,检查质量,加工完毕。
项目小结
完成变速手柄轴的车削后,进一步巩固了车端面、外圆面、台阶面、退刀槽、倒角及刃磨45°车刀、90°车刀和车槽(断)刀的基本技能;获得了用一夹一顶方法装夹轴类工件和两顶尖装夹轴类工件的技能以及钻中心孔的技能。
轴类工件的装夹方法有多种,对工件较长或必须经多道工序才能完成的轴类工件,在粗加工时,采用一夹一顶方法装夹;在精加工时,采用两顶尖装夹,并能得到很高的定位精度。一夹一顶装夹前需在轴类工件的一端加工出中心孔,两顶尖装夹需在工件的两端面加工出合适的中心孔。中心孔需用中心钻钻出,钻削时端面必须车平,不允许出现小凸台,尾座必须找正,主轴转速要高,进给量要小。两顶尖装夹时,中心孔除由顶尖支顶外,前端需配上鸡心夹,以使工件随主轴一起转动。
把车工规范操作,爱护工、量具的习惯贯彻零件车削加工的始终。
项目评价
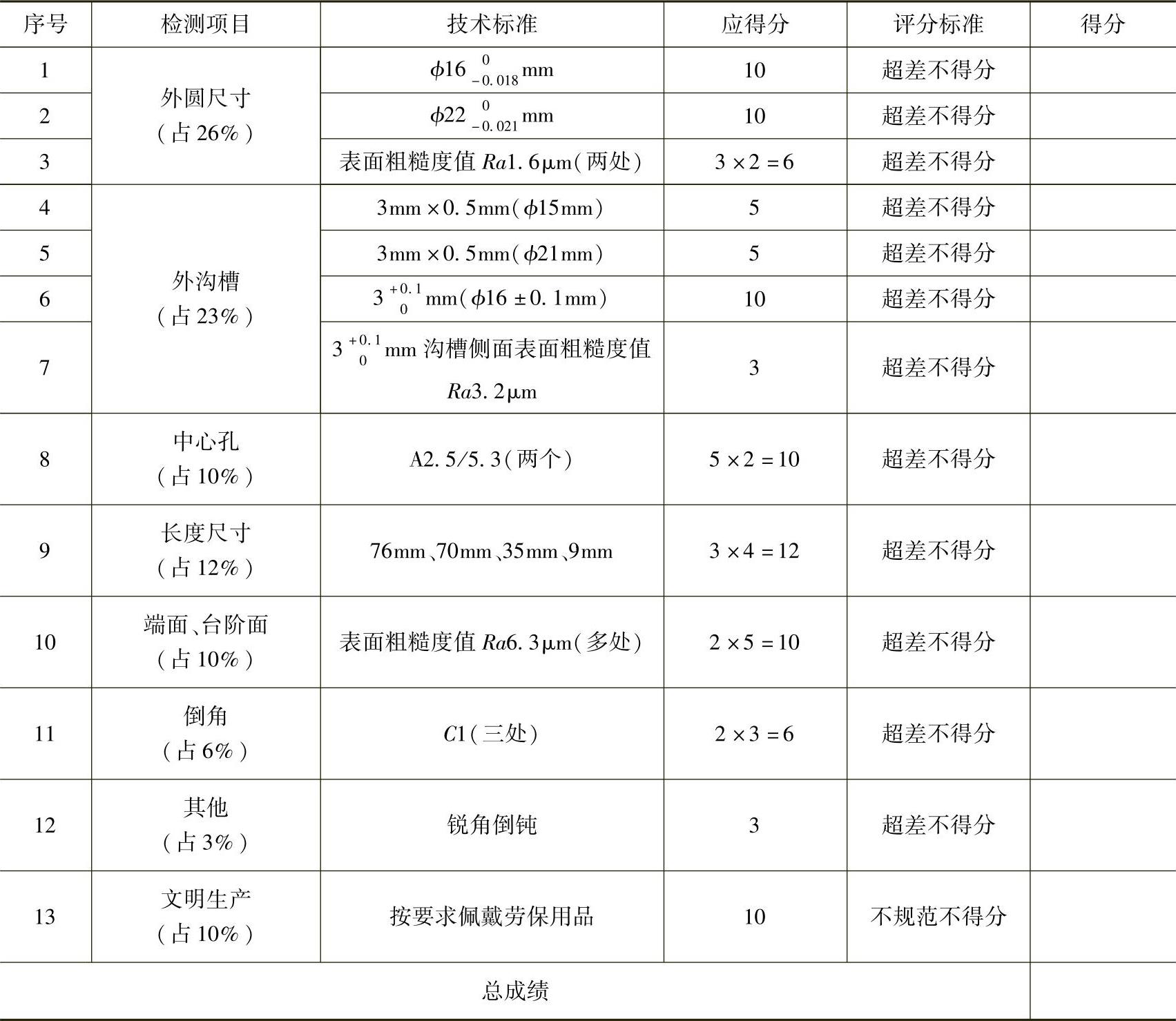
变速手柄轴车削成绩评定见表2-10。
表2-10 变速手柄轴车削成绩评定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。