



【摘要】:应根据工件材料、刀具材料、加工要求和加工方法等因素综合考虑,合理选用切削液。2)铸铁、青铜等脆性材料:一般不用切削液,精度较高时采用煤油。但乳化液会污染环境,应尽量选用环保型切削液。4)控制好切削液的流量。流量太小或断续使用,起不到应有的作用;流量太大,则会造成切削液的浪费。图1-63 加注切削液的方法a)浇注法 b)高压冷却法切削液选用评价切削液选用评价见表1-12。表1-12 切削液选用评价
应根据工件材料、刀具材料、加工要求和加工方法等因素综合考虑,合理选用切削液。
1.根据工件材料选用
1)钢料:粗加工选用乳化液,精加工选用极压切削油。
2)铸铁、青铜等脆性材料:一般不用切削液,精度较高时采用煤油。
2.根据刀具材料选用
1)高速钢:粗加工选用乳化液,精加工选用高浓度极压乳化液或极压切削油。
2)硬质合金:一般不加切削液。
3.根据加工性质选用
1)粗加工:选用乳化液。
2)精加工:选用高浓度极压乳化液或极压切削油。
3)孔加工:低黏度的极压乳化液或极压切削油。
操作提示:
1)油状乳化液必须用水稀释后才能使用。但乳化液会污染环境,应尽量选用环保型切削液。(https://www.xing528.com)
2)切削液必须浇注在切削区域内。
3)用硬质合金车刀切削时,一般不加切削液。如果使用切削液,必须从开始就连续充分地浇注,否则硬质合金刀片会因骤冷而产生裂纹。
4)控制好切削液的流量。流量太小或断续使用,起不到应有的作用;流量太大,则会造成切削液的浪费。
5)加注切削液可以采用浇注法(图1-63a)和高压冷却法(图1-63b)。

图1-63 加注切削液的方法
a)浇注法 b)高压冷却法
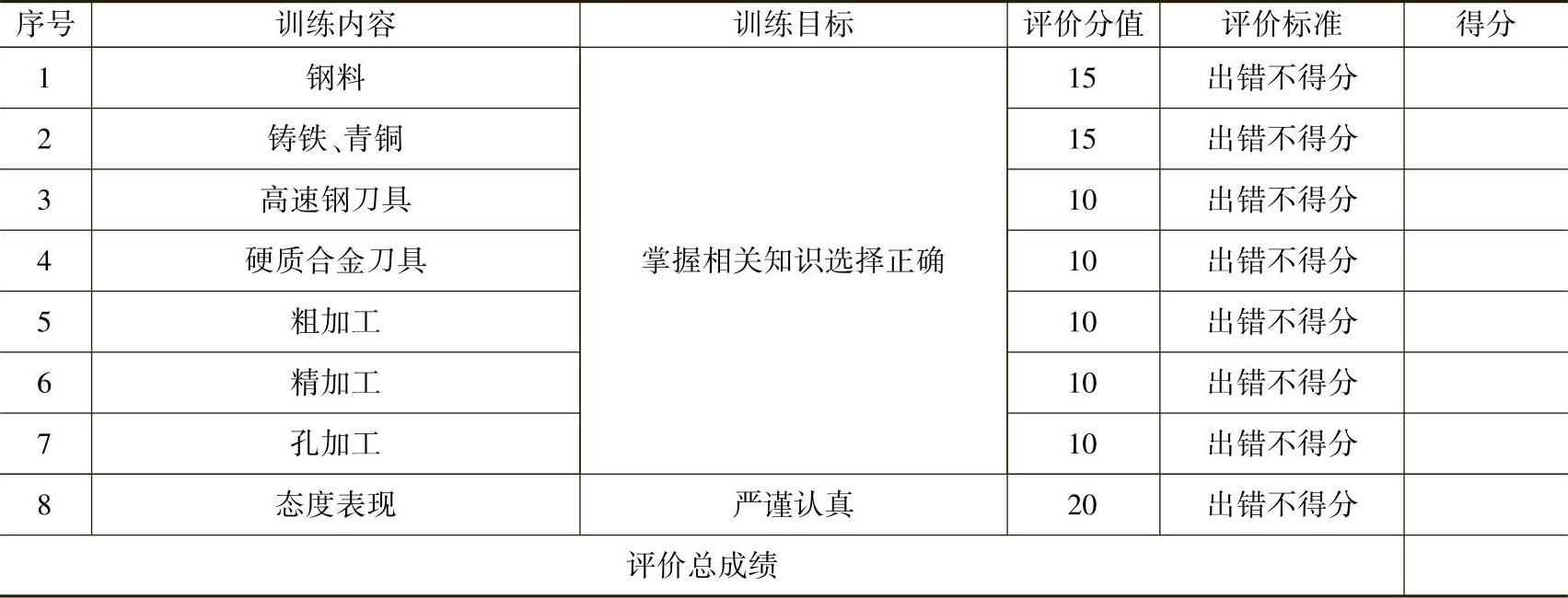
•切削液选用评价
切削液选用评价见表1-12。
表1-12 切削液选用评价
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。