



车刀的装夹就是将刃磨好的车刀安装紧固到刀架上。车刀的装夹直接影响切削的顺利进行和工件的加工质量。装夹车刀时,需确定车刀的伸出长度和刀尖的高度,然后正确紧固车刀。
1.确定车刀的伸出长度
把车刀放在刀架装刀面上,车刀伸出刀架部分的长度约等于刀柄厚度的1.5倍,车刀下面垫片的数量要尽量少(一般为1~2片),并与刀架边缘对齐,如图1-27a所示。图1-27b、c所示为错误的装夹方式。

图1-27 车刀的装夹
a)装夹正确 b)、c)装夹错误
2.车刀刀尖高度对准工件中心的方法
车刀刀尖一般应与车床主轴中心线等高,或与工件中心等高,如图1-28a所示。车刀装得高于或低于工件中心,都会使端面中心处留有凸台,而且还会损坏车刀刀尖,如图1-28b、c所示。
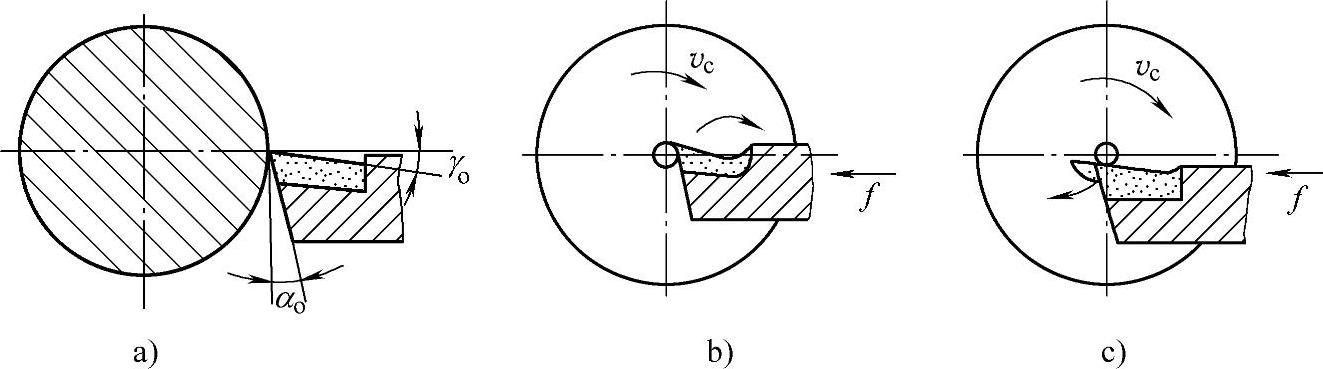
图1-28 车刀安装的高低
a)正确 b)太高 c)太低
装刀时一般先用目测法大致调整至中心后,再利用尾座顶尖高度或用测量刀尖高度的方法将车刀装至中心,具体的操作方法如下:
(1)目测法移动床鞍和中滑板,使刀尖靠近工件,目测刀尖与工件中心的高度差,选用相应厚度的垫片垫在刀柄下面。注意:选用的垫片必须平整,数量尽可能少,垫片安放时要与刀架面齐平。
(2)顶尖对准法使车刀刀尖靠近尾座顶尖中心,根据刀尖与顶尖中心的高度差调整刀尖高度,刀尖应略高于顶尖中心0.2~0.3mm。当螺钉紧固时,车刀会被压低,这样刀尖的高度就基本与顶尖的高度一致,如图1-29所示。(https://www.xing528.com)
(3)测量刀尖高度法用钢直尺将正确的刀尖高度量出,并记下读数,以后装刀时就以此读数来测量刀尖高度进行装刀,如图1-30所示。
图1-29 顶尖对准法装刀

图1-30 用钢直尺确定刀尖高度
上述三种装刀方法均有一定的误差,在一般情况下可以使用,但如车端面和圆锥面等要求车刀必须严格对准工件中心时,就要用车端面的方法进行精确找正。
3.车刀的紧固
车刀装夹后应稳定牢靠,一般需要用两个螺钉将其紧固,先用手拧紧刀架螺钉,然后再使用专用刀架扳手将前、后两个螺钉轮换拧紧。注意:刀架扳手不允许加套管,以防损坏螺钉。
•车刀刃磨操作训练评价
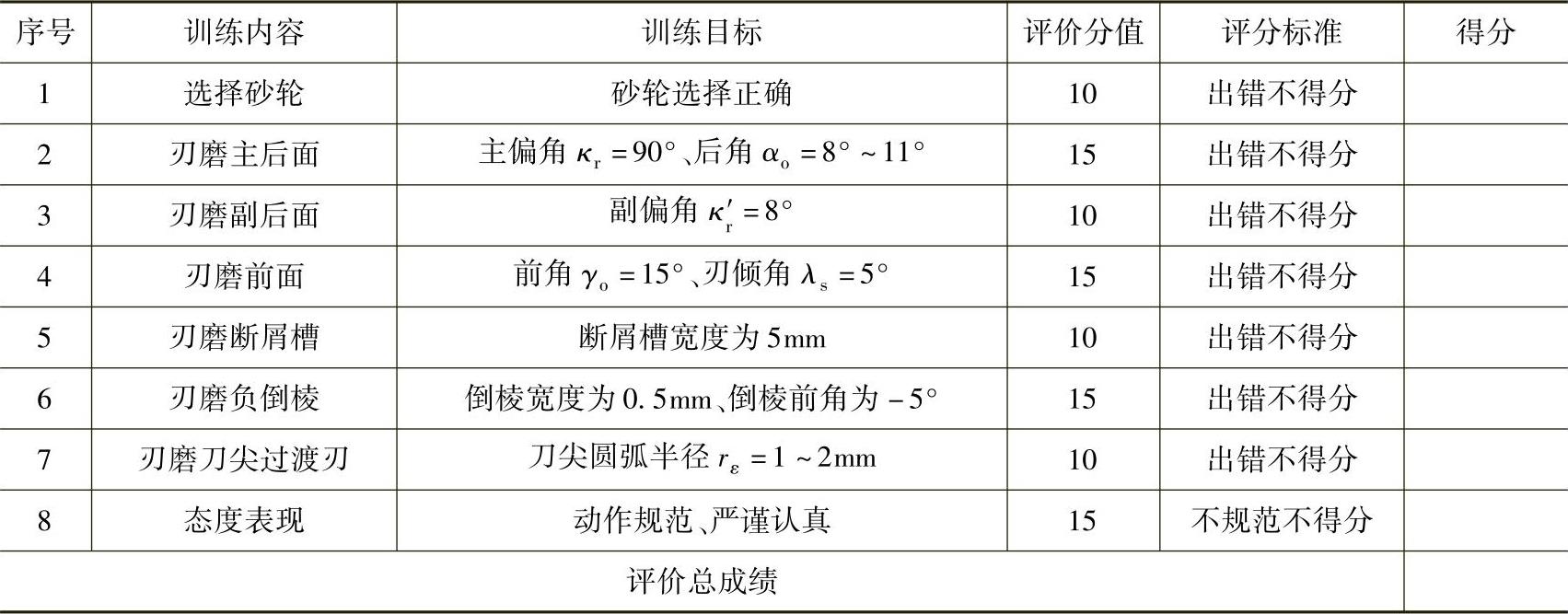
刃磨90°硬质合金焊接车刀操作训练评价见表1-8。
表1-8 刃磨90°硬质合金焊接车刀操作训练评价
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。