



1.砂轮机和砂轮的选择
(1)砂轮机刃磨车刀所用的设备为砂轮机,如图1-21所示。砂轮机由机体、电动机、防护罩和砂轮等部分组成。砂轮机上有绿色和红色两个开关,用以控制砂轮机的起动和停止。
(2)砂轮的选择刃磨车刀的砂轮有两种:白色氧化铝砂轮和绿色碳化硅砂轮。氧化铝砂轮适用于高速钢车刀、碳素工具钢车刀以及硬质合金车刀的刀柄部分的刃磨;碳化硅砂轮适用于硬质合金车刀的刃磨。
2.90°硬质合金车刀的刃磨步骤
90°硬质合金粗车刀的几何角度如图1-22所示。
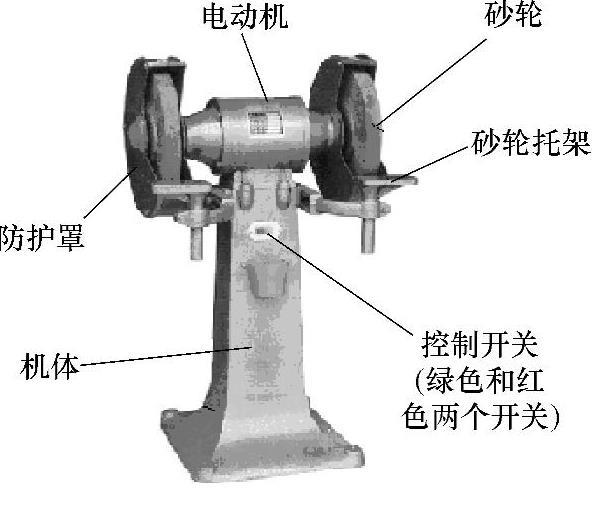
图1-21 砂轮机
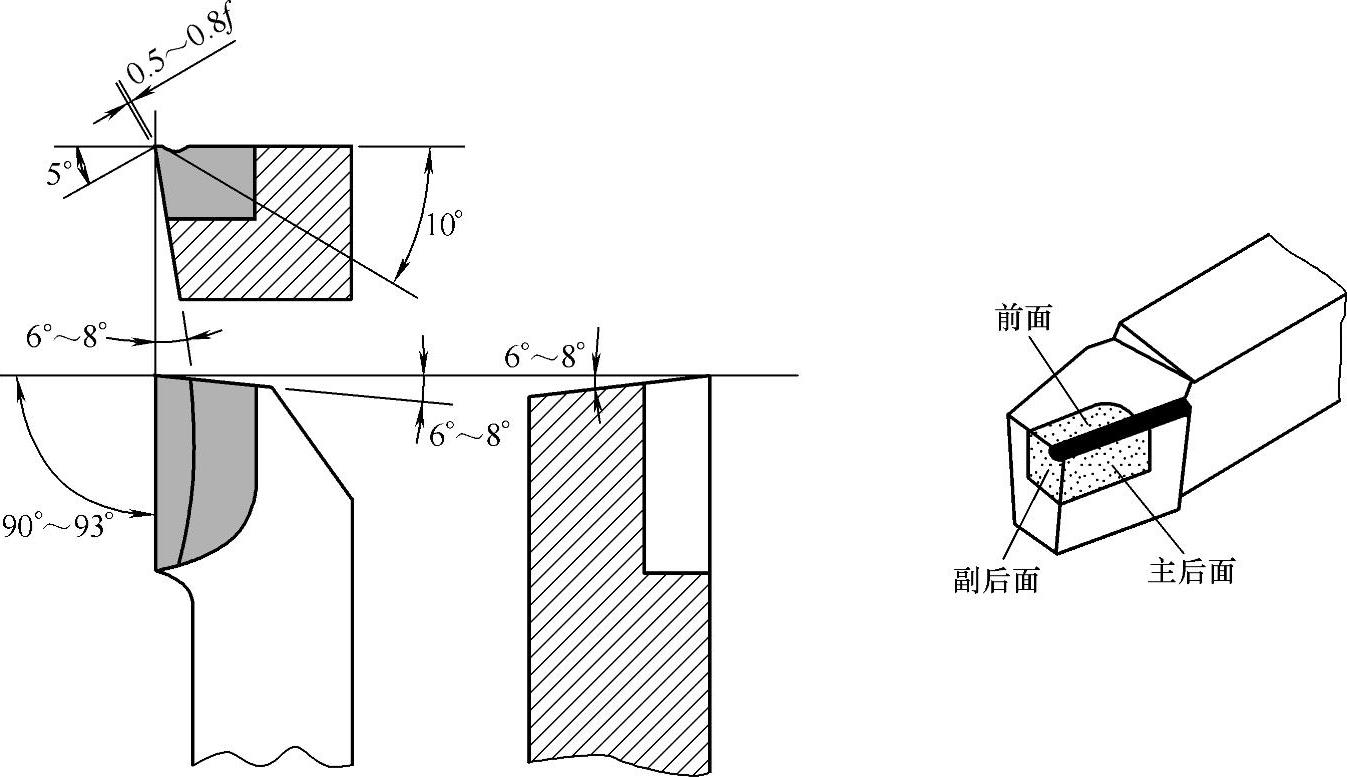
图1-22 90°硬质合金粗车刀的几何角度
练习刃磨90°硬质合金粗车刀,选用绿色碳化硅砂轮,刃磨步骤如下:
(1)刃磨主后面
1)操作者站立在砂轮左侧面,两脚分开,两肘夹紧腰部,腰稍弯。
2)右手捏刀头,左手握刀柄。
3)把车刀放在砂轮水平中心位置,使刀柄与砂轮轴线平行,先磨出主后面上碳素钢部分,再刃磨硬质合金刀片部分的主后角6°~8°,使碳素钢部分的主后角比刀片部分的主后角大2°~3°,同时磨出主偏角90°~93°,如图1-23a所示。
(2)刃磨副后面操作者站立在砂轮偏右侧一些,左手捏刀头,右手握刀柄,其他方法与磨主后面相同,同时磨出副后角6°~8°和副偏角6°~8°,如图1-23b所示。
(3)刃磨前面左手捏刀头,右手握刀柄,刀柄保持平直,磨出前角,如图1-23c所示。
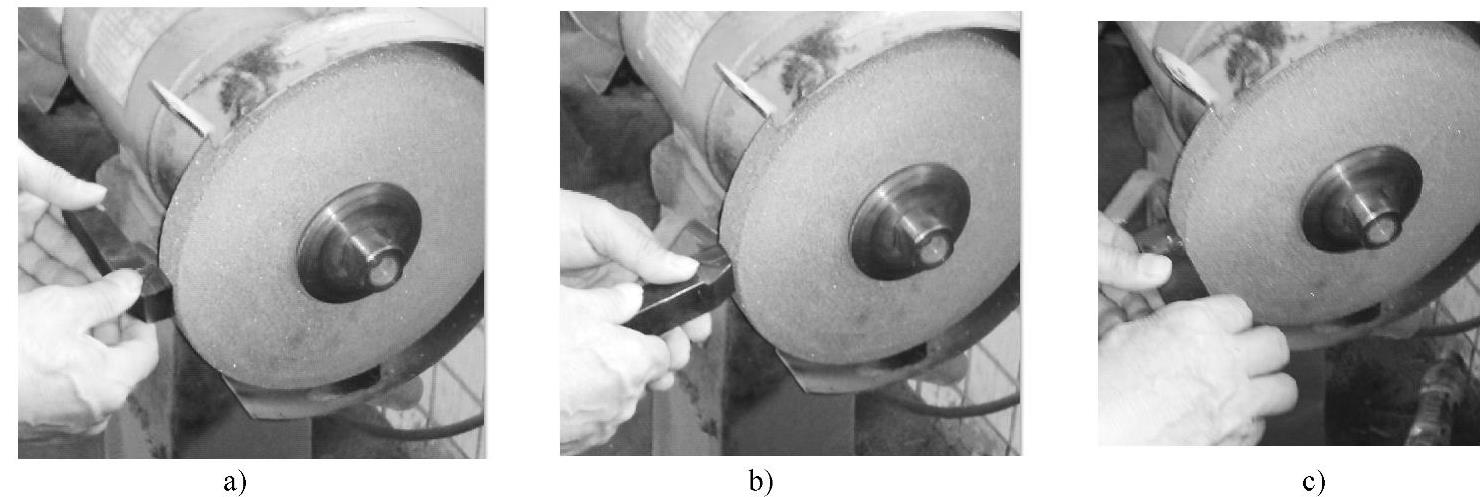
图1-23 刃磨90°硬质合金粗车刀
a)刃磨主后面 b)刃磨副后面 c)刃磨前面
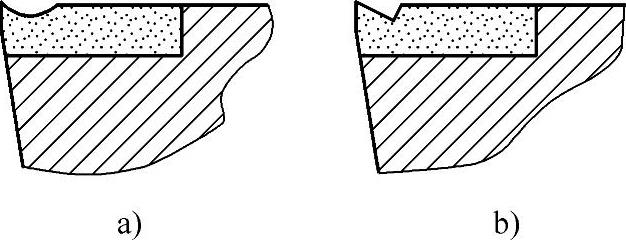
(4)刃磨断屑槽断屑槽一般有两种形状,即圆弧形和直线形,如图1-24所示。刃磨圆弧形断屑槽的车刀,必须先把砂轮的外圆跟平面的交角处用硬砂条修整成相适应的圆弧;刃磨直线形断屑槽的车刀,砂轮的交角就必须修整尖锐。
刃磨时,刀尖可向下磨或向上磨,如图1-25所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-24 断屑槽的形状
a)圆弧形 b)直线形
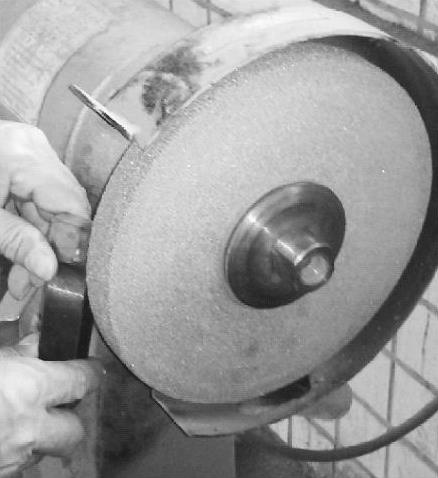
图1-25 刃磨断屑槽
1)刃磨断屑槽时,应留出倒棱的宽度。刃磨时的起点位置离主切削刃的距离等于断屑槽宽的1/2再加倒棱的宽度,离副切削刃的距离是断屑槽长度的1/2左右。决不能一开始就直接刃磨到主切削刃和刀尖上,而使刀尖的刃口磨塌。刃磨时,放在砂轮水平中心线位置进行刃磨。
2)刃磨时,不能用力过大。车刀应沿刀杆方向上下缓慢移动。断屑槽要磨得深浅一致,如图1-26a所示,不要把断屑槽磨斜或将前角磨塌,如图1-26b所示。
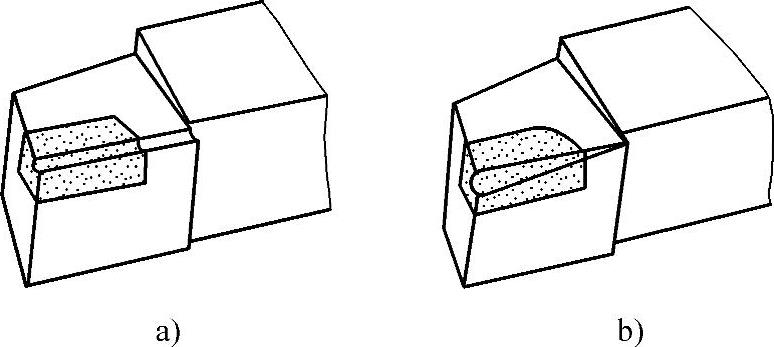
图1-26 断屑槽
a)正确 b)错误
操作提示:
1)必须根据车刀材料正确选用砂轮,否则将达不到良好的刃磨效果。
2)砂轮刚起动时,注意观察磨削表面,不应有过大的跳动,也不要立即磨刀,待运转平稳后再磨。
3)刃磨时,砂轮必须由刃口向刀体方向转动,以免造成崩刃现象。
4)刃磨时,刀具应在砂轮圆周上左右移动,让砂轮均匀磨耗而不出现沟槽。
5)不要在砂轮两侧面上粗磨车刀,以免砂轮受力偏摆、跳动甚至破碎。
6)刃磨硬质合金车刀时,不要蘸水;刃磨高速钢车刀时,则需要及时蘸水冷却。
7)刃磨工作完毕,应随手关闭砂轮机的电源。
8)砂轮必须装有防护罩。
9)刃磨时应戴防护眼镜,同时应尽量避免面对砂轮,站在砂轮侧面刃磨可防止万一砂轮破碎后飞出伤人。
10)刃磨时不能用力过猛,以防打滑伤人。
11)刃磨用的砂轮不应磨其他物件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。