



1.车刀切削部分的组成
车刀由刀头和刀柄两部分组成。刀头担负切削工作,又称为切削部分,由硬质合金或高速钢等材料制成。刀柄用来把车刀装夹在刀架上,又称夹持部分,一般由45钢制造,也可用高速钢方条直接磨制车刀。
常用车刀的结构如图1-19所示,切削部分由若干刀面和切削刃组成。
(1)前面切屑流出时所经过的表面。
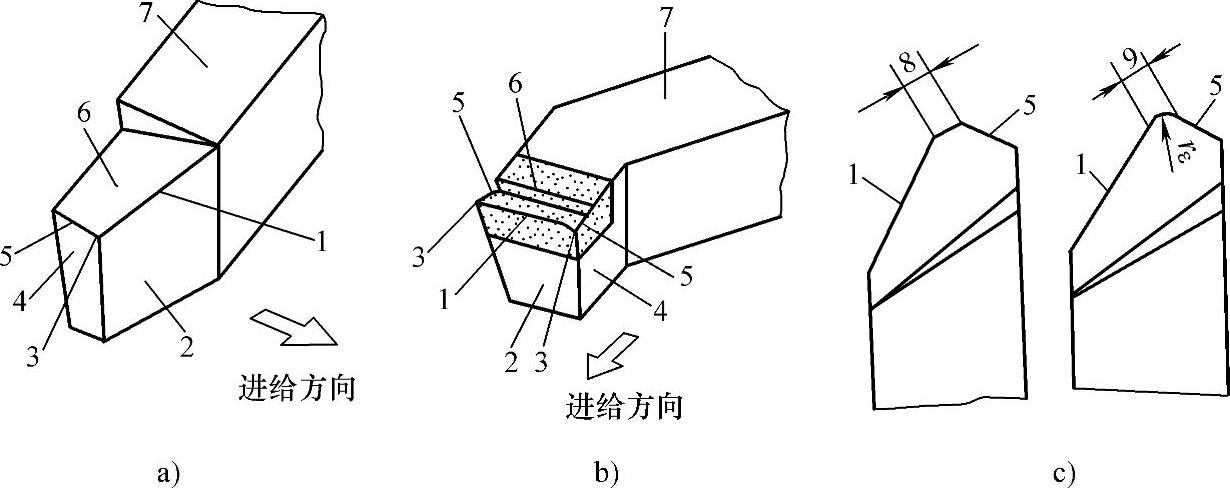
图1-19 常用车刀的结构
1—主切削刃 2—主后面 3—刀尖 4—副后面 5—副切削刃 6—前面 7—刀柄 8—直线过渡刃 9—圆弧过渡刃
(2)主后面与工件切削表面相对的那个刀面。
(3)副后面与工件已加工表面相对的那个刀面。
(4)主切削刃前面和主后面的交线,担负主要的切削任务。
(5)副切削刃前面和副后面的交线,担负少量的切削任务。
(6)刀尖主切削刃和副切削刃的交点。刀尖通常磨成圆弧形或直线形过渡刃,如图1-19c所示。圆弧形过渡刃又称刀尖圆弧,一般硬质合金车刀的刀尖圆弧半径rε=0.5~1mm。
所有车刀刀头的上述组成部分并不完全相同。例如,75°车刀有3个刀面、2条切削刃和1个刀尖(图1-19a);而45°车刀有4个刀面(其中副后面有2个)、3条切削刃(其中副切削刃有2条)和2个刀尖(见图1-19b)。
2.车刀切削部分的几何角度及选用参考值(https://www.xing528.com)
车刀切削部分的几何角度有前角、后角、主偏角、副偏角、刃倾角以及两个派生的角度,楔角和刀尖角。以外圆车刀为例,车刀切削部分的几何角度的标注如图1-20所示。
(1)前角(γo)车刀前面与水平面之间的夹角。
用硬质合金车刀加工钢件时,一般选取γo=10°~20°;加工脆性材料时,一般选取γo=5°~15°。粗加工宜取小值,精加工宜取大值。
(2)后角(αo)车刀主后面与切削平面之间的夹角,表示主后面的倾斜程度。
后角一般取3°~12°,粗加工或切削较硬材料时宜取小值,精加工或切削较软材料时宜取大值。
(3)主偏角(κr)车刀主切削刃与进给方向之间的夹角。
一般取κr=45°、75°、90°;车细长轴时,取κr≥90°。
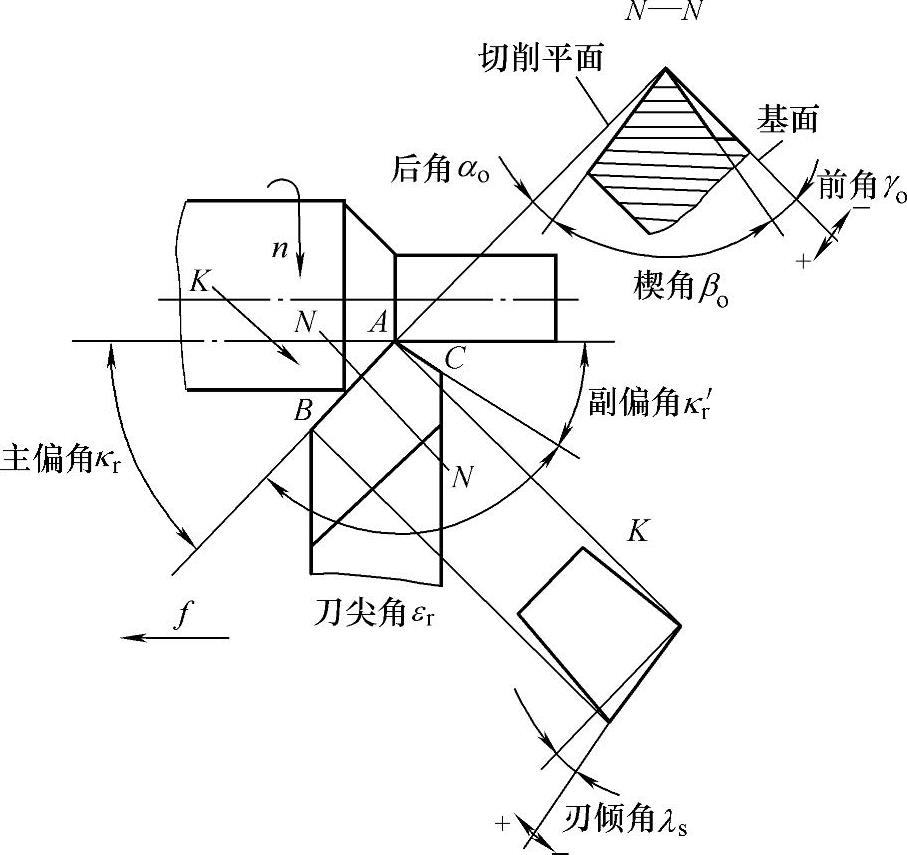
图1-20 外圆车刀的几何角度
(4)副偏角(κr′)车刀副切削刃与进给反方向之间的夹角。一般取κr′=6°~8°,精车刀的副偏角应更小些。
(5)刃倾角(λs)主切削刃与水平面之间的夹角。粗车一般取λs=-3°~0°;精车一般取λs=3°~8°。
(6)楔角(βo)在正交平面内测得的前面和主后面的夹角。楔角的计算公式:βo=90°-(γo+αo)
(7)刀尖角(εr)主切削刃和副切削刃在水平上投影之间的夹角。刀尖角的计算公式:εr=180°-(κr+κr′)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。