



为了确保人身和设备安全,要求操作者在进行车削加工时,必须严格遵守车工安全操作规程,自觉养成文明生产的习惯。
1.车工安全操作规程
1)工作时应穿工作服,袖口扣紧;女同志应戴工作帽,头发应塞在工作帽内,不得穿裙子、拖鞋;不准戴手套操作。
2)开车前,应检查车床各部分机构是否完好,有无防护设备;各转动手柄是否放在空挡位置,变速齿轮的手柄位置是否正确,以防开车时突然撞击而损坏机床。起动后应使
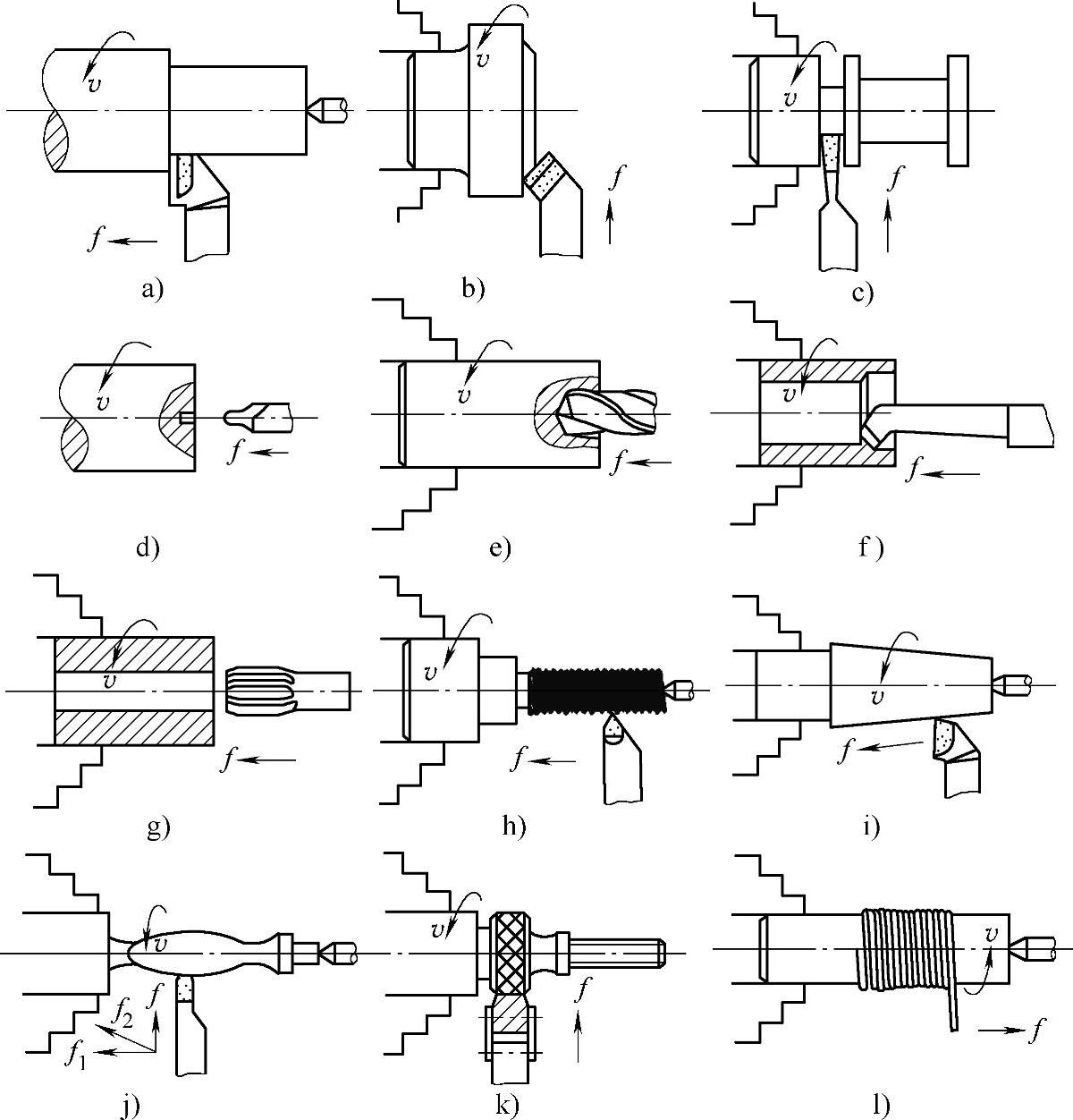
图1-2 卧式车床的加工范围
a)车外圆 b)车端面 c)车断和车槽 d)钻中心孔 e)钻孔 f)车孔 g)铰孔 h)车螺纹 i)车外圆锥面 j)车成形面 k)滚花 l)盘绕弹簧
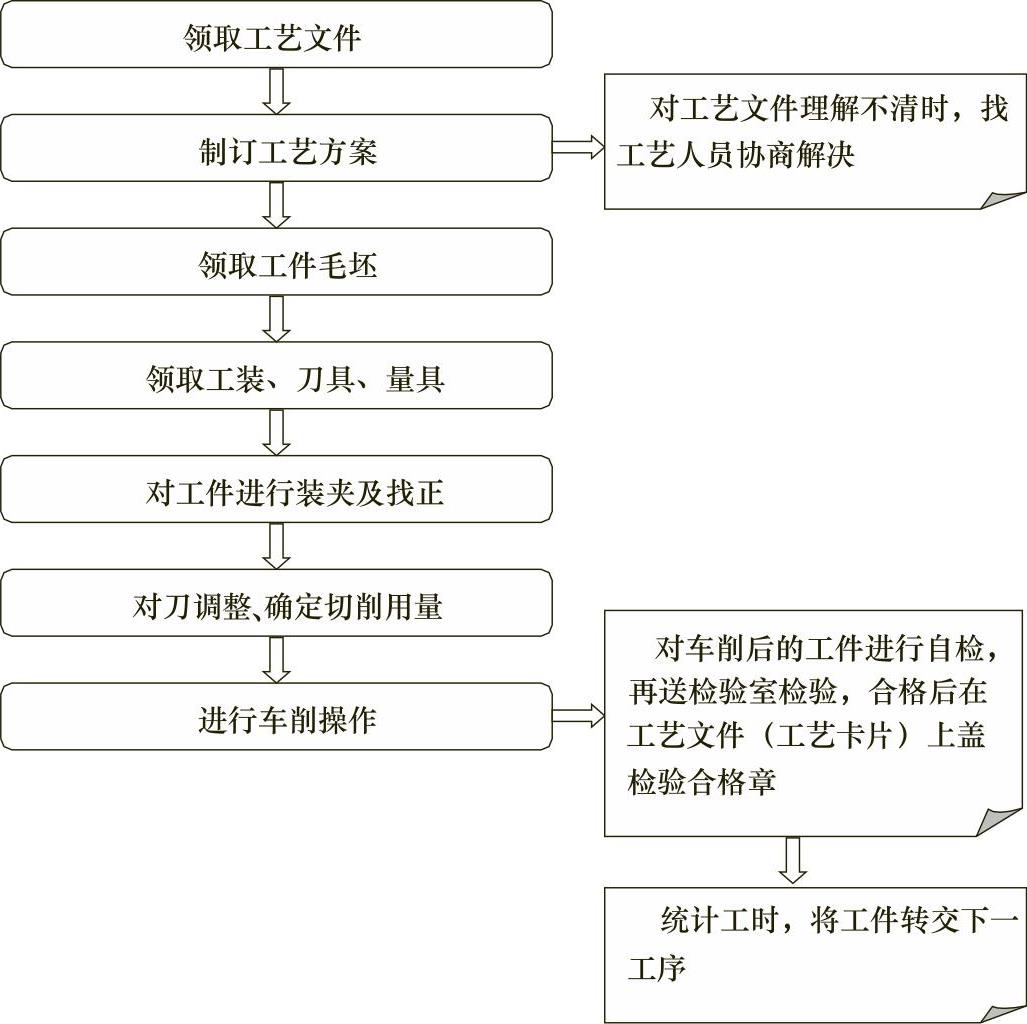
图1-3 车削工作流程
主轴空转1~2min,使润滑油供至需要润滑的部位,然后再进行车削作业。
3)变速时必须停车!变换溜板箱手柄位置要在低速时进行。使用电器开关的车床,不准用反车作紧急停车,以免打坏齿轮。
4)工作时,头与工件不应靠得太近,以防切屑飞入眼中,必要时应戴眼镜。
5)工作时,必须集中精力,不允许擅自离开机床或做与车床工作无关的事,手和身体不得靠近旋转的工件(或车床卡盘)。
6)工件和车刀必须装夹牢固,否则会飞出伤人。卡盘必须装有保险装置。
7)车床开动时不得测量工件。
8)不能用手直接清除切屑,要备有专用的钩子清理切屑,以防划伤皮肤。(https://www.xing528.com)
9)工件装夹后,应取下卡盘扳手,以防飞出伤人。
10)棒料在主轴的后端不要伸出过长,如果过长,应用料架支承。料架孔的高度应与机床主轴孔同高,且距棒料的末端不大于0.5m。如果料太大,也可以加两个支架。
2.车工文明生产要求
1)保持工作场地清洁,工具、量具、图样和工件摆放整齐、布局合理、随手可取。工具、量具用后擦净,量具装入盒内。
2)不准在车间奔跑,不准乱扔东西,未经允许不得动用任何物件和机床。
3)为了保持丝杠的精度,除车螺纹外,不得使用丝杠自动进刀。
4)不允许在卡盘上和车床导轨上敲击或校直工件。
5)装夹较重的工件时,应该用木板保护床面。下班时如工件不卸下,应使用千斤顶支承。
6)车刀磨损后应及时刃磨,否则会增加车床的负荷,甚至损坏机床。
7)车削铸铁和气割下料的工件,导轨上的润滑油要擦去,应去除工件上的杂质,以免磨坏床面导轨。
8)使用切削液时,要在车床导轨上涂上润滑油,冷却泵的切削液应定期更换。
9)下班前,应清除车床上及车床周围的切屑和切削液,擦净后按规定在加油部位加上润滑油。
10)下班后将大滑板摇至床尾一端,各转动手柄放到空挡位置,关闭电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。