



1.计算机控制部分的操作面板
计算机控制部分的操作面板如图5-7所示。现按图5-7序号的顺序介绍各按钮功能。

图5-6 FW2装丝面板上的各功能组件
1—装丝电动机电压表 2—装丝电动机起停开关 3—储丝筒转送开关 4—紧急停止开关 5—装丝电动机电压调节旋钮 6—储丝筒停止开关

图5-7 沙迪克机床计算机控制部分的操作面板
1)紧急停止按钮。要紧急关闭机床时,请用力压下紧急停止按钮,设备部POWER/电源部SOURCE两者的电源被切断。在下一次开机前,请按下该按钮,往右旋,按钮将被释放,进行复位,但此时SOURCE/POWER仍为OFF状态。
警告:必须要保证每个人都彻底了解紧急停止按钮的操作方法。在人身发生危险或感觉到对身体有危险,或者设备异常时,需要立即按下紧急停止按纽,使设备停止。全体作业人员必须了解紧急停止按钮的功能,以便紧急时能迅速按下紧急停止按钮。
注意:紧急停止后,在开机时,要像通常那样进行原点复位。复位时,请确认各轴、设备,以及周围有无异常,各轴的移动通路上有无干扰物。
2)SOURCE键。控制电源的接通及断开。按下此键,则数分钟后监视器上显示出初始画面。
注意:按下SOURCE ON键之前,要确认以下事项:
●磁盘驱动器内不能放入软盘。
●紧急停止按钮已被解除。
POWERON键被按下时,不要按SOURCE OFF键,必须在按下POWEROFF键之后,再按SOURCE OFF键。为了保护设备,SOURCE ON/OFF键的切换必须间隔2min以上。
3)POWER键。控制机械部分电源的接通及断开。显示初始画面后,按此键,则绿灯亮,可以控制设备主机、辅助油箱。POWER ON键在SOURCE ON键接通,并且系统起动时有效。为了保护设备,POWER ON/OFF键的切换必须间隔2min以上。
4)JOG键。只有在按下此键时,才可以把按下的轴进给到负方向或正方向处。设备运行到行程末端时,限位键动作,蜂鸣器响起,运行停止。
5)MFR健(JOG速度选择)。通过JOG键,可以选择4级轴进给速度:
0:高速移动
1:中速移动
2:低速移动
3:微动移动
6)OFF键(动作停止)。结束主机动作的键。
7)ACK键(停止解除)。是进行了误操作时,以及无法继续按照指令进行操作时的解除键。设备由于某种原因停止时,通过监视器上的显示并确认了该停止原因之后,按此键,设备退出停止状态,返回到可以接受的状态。停止的原因会以出错或停止信息形式显示在监视器上。
8)HALT键(暂停)。在加工中,或模拟运行的程序执行过程中,想暂时停止时,请按下此键,执行中的动作则在此阶段停止。再次起动时,按下ENT键。
9)ENT键(执行以及暂停解除)。由程序的执行以及HALT键使运行中断,再次开始中断的动作时使用此键。
10)ST键(接触传感)。当电极丝接触工件时,同时按下此键和JOG键时,移动的轴自动停止,蜂鸣器响起,监视器上显示出“有接触感知,请按ACK”。手动确定电极丝位置时使用。其后的操作要在按下ACK键解除信息后进行。设备由于某种原因停止时,通过监视器显示确认了此停止原因后,请按此键,设备退出停止状态,返回到可以接受的状态。停止的原因会以出错或停止信息形式显示在监视器上。
11)UV键。选择微动键U-、U+、V-、V+的有效或无效。在被选择键的灯亮起时为有效。
12)AWT键。是手动进行AWT(自动接线)的键。
Ⅰ:切断电极丝,进行接线的准备操作。(https://www.xing528.com)
Ⅱ:进行电极丝接线的操作。
注意:进行Ⅱ的操作之前,必须进行Ⅰ的操作。
13)WIRE RUN键。是用于手动使电极丝移动的键(程序指令如下:ON——T80,OFF——T81)。
14)TENSION键(AQ550L中不起作用)。是对电极丝施加张力的键。一旦让电极丝移动,则自动被接通(ON)。
15)HIGH PRESSURE键。一接通,则从电极丝导向部喷出高压喷流。LOW PRESSURE键不接通(ON)时,则不喷流。有时在送液开始后的快速送液状态下也不动作。
16)LOW PRESSURE键。是为了从电极丝导向部喷出喷流的键。用HIGH PRESSURE键切换低压喷流或高压喷流。有时在送液开始后的快速送液状态下也不动作。
17)TANK DRAIN键。是开闭加工槽排水管的键。打开排水管,则送液停止,变为排水状态。在短时间内重复TANK FILL ON/TANK DRAIN OPEN,则快速送液箱内的工作液量减少,向加工槽供给的工作液量减少,需要一定时间才可达到设定的液面高度。
18)TANK FILL键。是浸渍加工时,用于向加工槽输送工作液的键。一接通(ON),则加工槽的排水管关闭,送液开始;断开(OFF),则送液停止(不排水)。接通(ON)之后,把快速送液箱内的工作液供给加工槽。喷流泵动作,对快速送液箱的补充也同时进行。此时,若进行自动穿丝的“喷流”操作,则向加工槽供给的工作液量减少,需要一定时间。在自动穿丝完成后才能达到设定的液面高度。
19)TANK DOOR键。AQ550L型机床没有使用此键。在其他机床上是控制加工槽门的升降按键。
20)电流表。
21)电压表。
2.电极丝部分的操作面板
电极丝部分的操作面板如图5-8所示。下面介绍部分按键的功能。
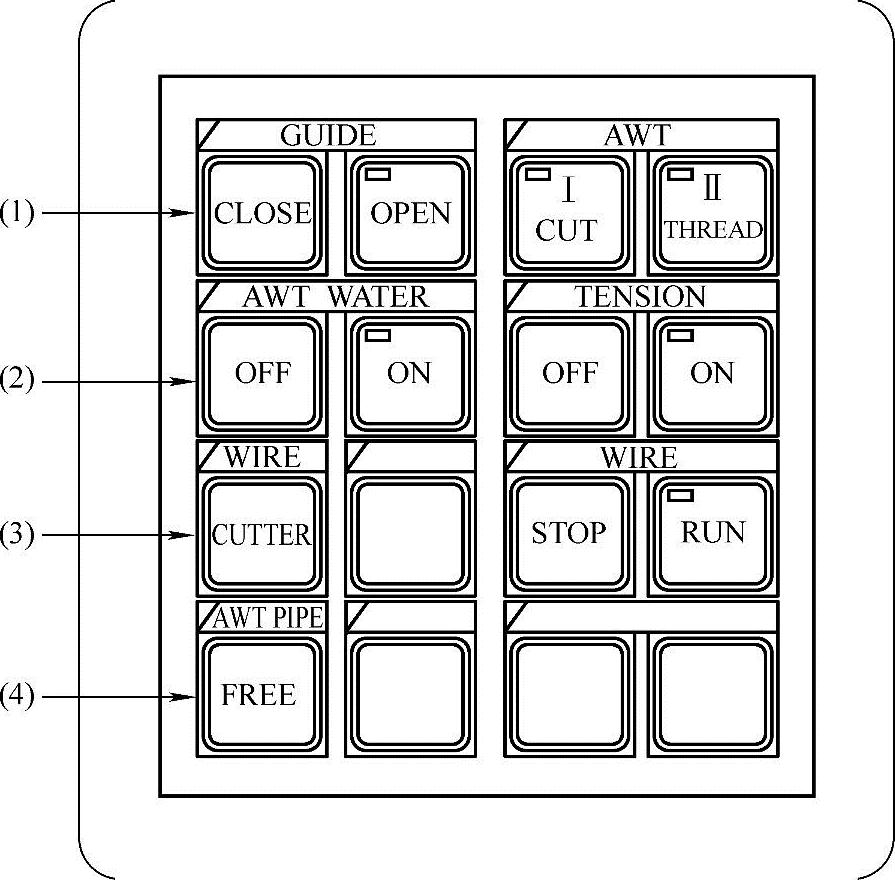
图5-8 沙迪克机床电极丝部分的操作面板
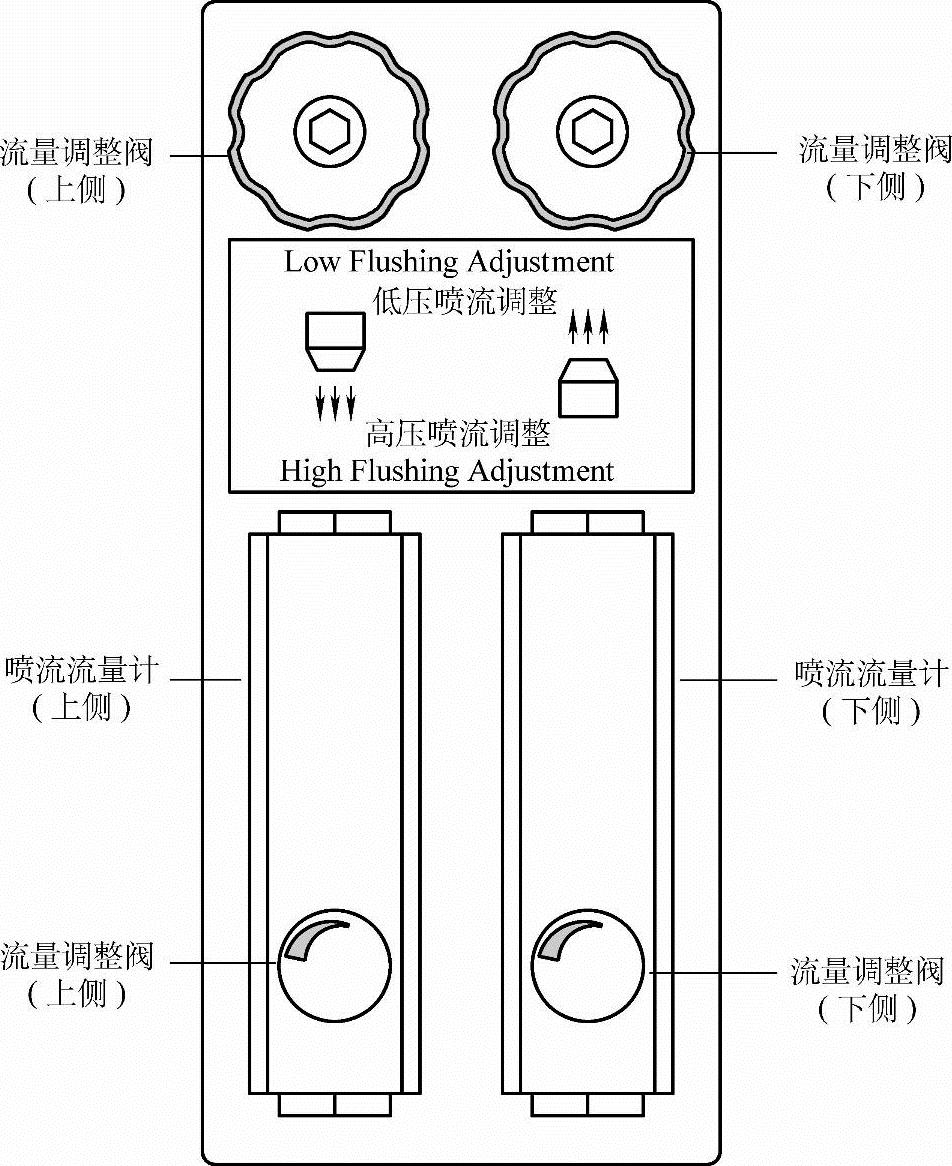
图5-9 沙迪克机床喷流调整面板
1)GUIDE OPEN/CLOSE键。进行电极丝导向部的开闭,手动接线,以及维修夹具导向部时使用。通常是关闭的。

图5-10 沙迪克机床手控盒的操作面板及轴移动方向
2)AWT WATER键。是用于从自动穿线的管子喷出高压水柱的键。管内通过电极丝,以及手动接线时使用。不通过电极丝时,高压水柱有时向管子上方喷出。
3)WIRE CUTTER键。是用于切断电极丝的键(仅使刀具动作,不处理切断后的电极丝)。
4)AWT PIPE键。从上限位置手动使管子下降时,按此键。并且管子从上限位下降时,电极丝上导向部打开(WIRE GUIDE键的OPEN灯亮)。在其下降时,确认上导向部完全打开后,才使管子通向导向部。
3.喷流调整面板
喷流调整面板如图5-9所示。
1)喷流调整阀。是调整电极丝导向部的喷流状态的阀门。可以分别调整上下压、高低压。
2)喷流流量计。显示上下喷嘴喷流的流量(单位:L/min)。
4.手控盒操作面板
手控盒的所有操作功能在计算机的操作面板上都存在,只是一个便于移动操作的集成器。它的按键分布及轴移动方向如图5-10所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。