



1.计算机控制部分的操作面板
计算机编程、控制部分的操作方法取决于机床控制系统所使用的软件,机床生产厂家,所开发的软件各具特点,具体操作方法也有所不同。这里以北京阿奇夏米尔FW2数控线切割的控制系统为例。系统在启动成功后,即出现手动模式主画面,系统所有的操作按钮、状态、图形显示全部在屏幕上实现。
(1)手动模式主画面 可分为8大区域,如图5-1所示。
1)坐标显示区:分别用数字显示X、Y、Z、U、V轴的坐标(注:Z轴为非数控,因此其坐标显示一直为0)。
2)参数显示区:显示当前NC程序执行时一些参数的状态。
3)加工条件区:显示当前加工条件。
4)输入格式说明区:在手动方式下,说明主要手动程序的输入格式;在自动方式执行时,显示加工轨迹。
5)点动速度显示区:显示当前点动速度。
6)功能键区:显示各F功能键所对应的模式。
7)模式显示区:显示当前模式。
8)执行区:在手动模式执行输入的程序。在自动模式执行已在缓冲区的NC程序。
各种操作命令均可用鼠标或相应的按键完成。
(2)编辑模式主画面 在各个模式中,按“编辑”功能所对应的F功能键,即可进入编辑模式。在编辑模式下可对NC程序进行编辑和输入、输出等操作。编辑采用全屏幕编辑。输入装置有键盘、磁盘等;输出装置有磁盘、打印机等。编辑模式的主画面如图5-2所示。
1)进入编辑模式后,即可对NC程序进行编辑。为了方便查看程式,在每个程序段结束时,只要按回车键便可以在程序段结束处自动加上程序段结束符“;”。下面介绍在编辑模式下可用的键及其功能:
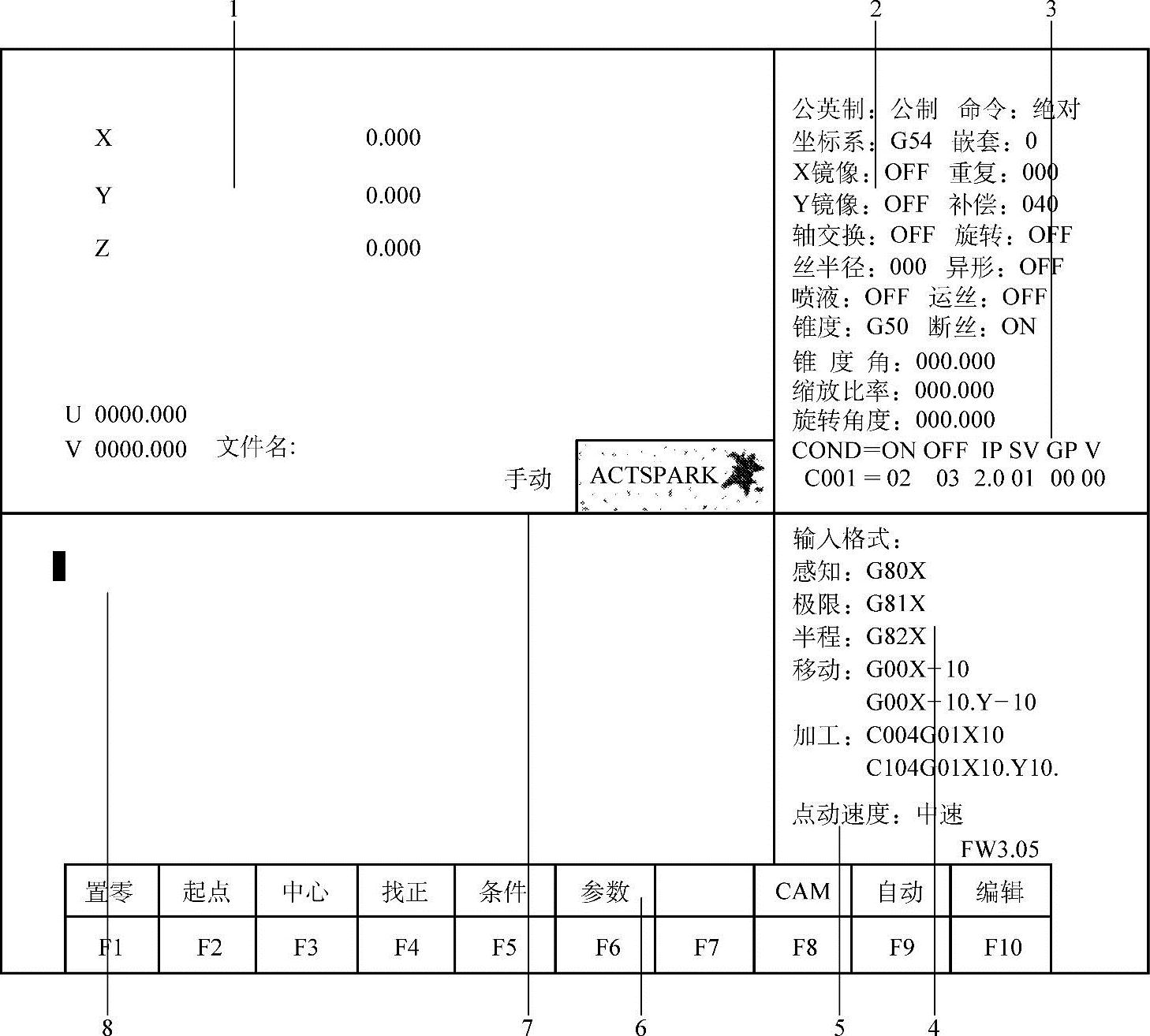
图5-1 手动模式主画面及其区域划分
1—坐标显示区 2—参数显示区 3—加工条件区 4—输入格式说明区 5—点动速度显示区 6—功能键区 7—模式显示区 8—执行区
↑、↓、↔、→:光标移动键。
Del:删除键,删除光标所在处的字符。
BackSpace(↔):退格键,光标左移一格,并删除光标左边的字符。
Ctrl+Y:删除光标所在处的一行。
Home(Ctrl+H)与End(Ctrl+E):置光标在一行的行首与行尾。
PgUp与PgDn:向上翻一页与向下翻一页。
Ins(Qtrl+I):插入与覆盖转换键,屏幕右上角的状态显示为“插入”时,在光标前可插入字符。当状态变为“覆盖”时,输入的字符将替代原有的字符。
Enter:回车键,结束本行并在行尾加“;”号,同时光标移到下一行行首。
2)自动显示功能。为了方便程序的编辑,在编辑模式主画面的上方,自动显示当前光标的位置及插入、覆盖等状态。它们的具体含义如下:

图5-2 编辑模式的主画面
文件名:显示当前屏幕上NC程序的文件名,当按清除键后,显示为空。
行:显示从文件开始到光标处的总行数。
列:显示从光标所在行的行首到光标处的字符数。
长度:显示从文件开始到光标处的总字符数,每一行要多计两个字符。
状态:显示当前编辑处于“插入”还是“覆盖”状态。
3)功能键介绍。在编辑方式中共提供了七个子方式,其对应的功能键与功能如下:
装入:对应的功能键为F1。其功能是将NC文件从硬盘D或软盘B装入内存缓冲区。在使用时首先选择驱动器,再选择该驱动器中要编辑的文件,选好文件后按回车键即可。
存盘:对应的功能键为F2。其功能是将内存缓冲区的NC文件存入硬盘D或软盘B。如无文件名,会提示输入文件名。文件名要求不超过8个字符,扩展名“.NC”将自动加在文件名后。如果输入的文件名已经存在,则在信息区提示“需要换名存盘(Y/N)?”,如果回答Y,则提示输入文件名;如果回答N,则新文件将覆盖原来的文件;如果输入的文件名为空,则在信息区显示“不能打开文件!”。在编辑中,当按F2键存盘时,在窗口的右下角会显示当前磁盘的剩余空间,如Free=1000000B,以供参考。
换名:对应的功能键为F3。其功能是用新文件名替换磁盘上某一旧文件名。其操作方法与存盘功能相似。当替换成功时,会在屏幕上显示“换名成功!”,如果新文件名与磁盘已有的文件重名,或文件名输入错误,将提示“替换错误!”。
删除:对应的功能键为F4。其功能是将NC文件从硬盘D或软盘B中删掉。按F4键后,按要求回答提示问题,用↑、↓箭头键选择要删除的文件,按Esc键可以取消删除,选择好要删除的文件后,按回车键执行删除工作。一般要经常对硬盘进行整理,把没用的文件删除掉,或转存到软盘上。
清除:对应的功能键为F5。其功能是清除内存缓冲区NC程序区的内容并清屏。在编辑状态下按F5键,则在屏幕上显示“你要清除屏幕上的NC程序吗(Y/N)?”,如果要确认清除就输入“Y”,如果要取消清除操作就输入“N”。
通讯:对应的功能键为F6。通过RS232口传送和接收NC程序,并可打印。在FW系列数控线切割机床中,该项为用户可选项,标准的系统不提供该功能。在具有该功能的情况下,按F6键,则屏幕上显示“打印(按P)或传送(按O或接收(按I))?按Esc返回!”。此时按P键进入打印状态,按提示选择好文件后回车,则文件通过打印机输出。按O或I键则进入传送或接收,提示框显示一些设置项,可以用空格键修改,确定后按Esc键,修改内容将存入硬盘并开始传输数据。
软盘:对应的功能键为W。这个功能主要是对软盘进行格式化和复制,系统使用B驱动软盘进行操作。按W后屏幕显示“请选择软盘格式化(按F)或软盘复制(按C),按Esc返回”。此时根据提示,按规定的键可以进行相应的操作。如按F键可以格式化软盘,按C键可以复制软盘,按Esc键取消操作。
(3)自动模式主画面 在各个模式中,按“自动”功能所对应的功能键,即可进入自动模式。图5-3为自动模式的主画面。
在自动模式下可以执行在编辑模式下已编辑好的NC程序,这个程序已被装入内存缓冲区。在自动模式下可以进行模拟、单步运行,来检验编辑的NC程序的运行状况。在加工中可以随时修改加工条件,修改后的加工条件立即被加到机床上;在加工中还可以进行图形的跟踪,以检验NC程序是否正确,以及检验程序的执行情况。
1)NC程序的执行。在进入自动模式之前必须在编辑模式中编辑好NC程序,再将编辑好的NC程序装入内存缓冲区。此时可以进入自动模式,在自动模式中不能修改程序,如果要修改程序则必须到编辑模式中。
在自动模式中,功能键F对应的功能有无人、响铃、模拟、单段、条件、预演、代码等。在加工前可以用箭头键选择程序开始执行的地方,但一般情况下都从程序首段开始执行;此时还可以改变功能键对应的功能状态。在通常情况下先将“模拟”设为ON,扫描一次程序来检查是否有错,同时根据轨迹图形判断零件外形是否满意,以避免实际加工后造成不良后果;在扫描中当发现程序中有错误代码时,屏幕会显示“××××行NC代码错误!”。(https://www.xing528.com)

图5-3 自动模式的主画面
加工中F键预选功能的状态通常如下:无人、单段为OFF,响铃为ON,代码为ISO。
一切准备就绪后,将“模拟”置为OFF,按回车键或手控盒中开始执行程序键ENT,开始加工。在加工中如需要暂停,按手控盒中暂停键Halt,如果希望程序继续执行,则再按恢复加工键Rst即可;如果想停止程序的运行,则按停止键OFF,此时程序停止运行并在屏幕上提示“按OFF键退出!按Ack键解除信息!”。
在程序执行过程中如果想改变加工条件以改变当前加工状态,按F5键便可。加工中显示的加工条件为当前加工中用的加工条件。
在坐标显示区显示各个轴的坐标值,在坐标值中如果小数点在倒数第三位处,表明使用的是米制;如果在倒数第四位,表明使用的是英制。
参数区显示的是各个参数的当前状态,它们由程序指令来决定。如参数区的“嵌套”表示调用子程序的层数,“重复”是指某个子程序要重复执行的次数,每执行一次,“重复”中的数字减1。
程序执行完毕,如果响铃设置为ON,这时产生连续响铃,直到按Esc键解除为止。
2)功能键介绍如下:
无人:对应的功能键为F1。无人有ON和OFF两种状态,通过F1键来改变。如果设置为ON状态,当程序执行完成后,强电电源将自动切断;如果设置为OFF状态,当程序执行完成后,不会自动切断强电电源。
响铃:对应的功能键为F2。响铃有ON和OFF两种状态,通过F2键来改变。如果设置为ON状态,当出现错误或程序执行结束时,产生连续响铃,直到按Esc键解除为止;如果设置为OFF状态,只产生1s响铃。
模拟:对应的功能键为F3。模拟有ON和OFF两种状态,通过F3键来改变。如果设置为ON状态,当程序执行时,储丝筒电动机、冷却泵电动机都不工作,也不产生放电加工,即机床无任何动作,只是在屏幕上按照程序进行轨迹描画。通过这个状态可以检验NC程序的正确性。如果设置为OFF状态,则执行程序规定的实际动作,这个状态用在实际加工中。
单段:对应的功能键为F4。单段有ON和OFF两种状态,通过F4键来改变。如果设置为ON状态,则程序在执行完一个程序段后自动停止,并在屏幕上显示“单段停止!按Rst键继续!按OFF键停止!”。当按Rst键后自动执行下一个程序段,这个状态可用来检验程序的每个程序段的执行状况;如果设置为OFF状态,则没有自动停止的动作。机床在加工中也可以利用该键设置单段为ON或OFF。
条件:对应的功能键为F5。其功能为在加工中修改条件。按F5键进入加工条件区,可修改当前加工条件,再按F5键退出,修改的条件生效。
预演:对应的功能键为F6。预演有ON和OFF两种状态,通过F6键来改变。预演功能只有在“模拟”设置为OFF时起作用。当“模拟”设置为OFF,预演设置为ON时,在执行程序前先进行程序轨迹描画,并显示在右下角图形显示区,描画完后,再进行加工。在加工时同时进行实际图形轨迹的跟踪,这样便于观察整个图形及正在加工的大体位置。如果设置为“OFF”状态,则在执行程序前,不预先进行程序轨迹描画,只在程序执行时进行加工轨迹描画。有时跟踪的轨迹和整个轨迹图形有可能不重合,这不是程序逻辑错误,也不是加工错误,只是显示的差异。
代码:对应的功能键为F7。此功能用来选择程序代码格式。本系统程序代码格式有3B和ISO两种,按F7键来选择,通常使用ISO代码。需要注意的是,在选择代码时所选的代码格式应与程序实际的代码格式一致,否则,执行程序时会显示代码错误。
3)掉电保护。FW系列数控线切割机床的数控系统具有掉电保护功能。在加工中关机或断电,保护系统会将备用电池投入,发出报警声,同时将所有加工状态记录下来。再开机时,系统将直接进入自动模式,并提示:“从掉电处开始加工吗?按OFF键退出!按Rst键继续!”需要注意的是,在掉电后不要移动工件或电极丝,否则再开机后继续加工时会产生很长的回退,影响加工效果,甚至无法继续加工。在非加工状态下掉电,数控系统将记住当时的X、Y、U、V轴的绝对坐标值及一些参数的状态。有的参数,如X轴镜像、Y轴镜像、轴交换以及缩放比率等,将被置为初态。
2.手控盒与Z轴的操作面板
(1)手控盒手控盒的按键分布如图5-4所示。这些按键的功能如图5-5所示。
图5-5按键功能依次为移动倍率键、点动移动键、功能操作键。
点动移动键:指定轴及运动方向。定义如下:面对机床正面,工作台向左移动(相当于电极丝向右移动)为X+,反之为X-;工作台移近工作者为Y+,远离为Y-;U轴与X轴平行,V轴与Y轴平行,方向定义与X、Y轴相同。

图5-4 手控盒的按键分布
PUMP键:工作液泵开关。按下开泵,再按停止。
WR键:起动或停止储丝筒运转。按下运转,再按停止。
HALT(暂停)键:在加工状态下,按下此键将使机床动作暂停。
RST(恢复加工)键:加工中按下暂停键HALT,加工暂停,再按此键恢复暂停的加工。
ACK(确认)键:在出错或某些情况下,其他操作被中止,按此键确认。
OFF键:中断正在执行的操作。
ENT键:开始执行NC程序或手动程序。
注:其他键在FW2系统中无效。
在手动、自动模式下,只要没按F功能键,没执行程序,即可用手控盒操作。

图5-5 按键功能介绍
注意:每次开、关机的时间间隔要大于10s,否则有可能出现故障。
(2)Z轴控制键FW2机床有两个Z轴控制键,分别控制Z轴的升降。最上方还有一个红色蘑菇键为紧急停止按钮。Z轴上标有标尺,在加工锥度时,要按照所示的数值输入锥度参数值。
3.装丝的控制面板
装丝控制面板位于机床的背面,主要用于控制储丝筒和装丝电动机的起动、制动,以及调整绕丝时电极丝的张力等。图5-6是面板上的各功能组件。
装丝电动机电压指示表:用于指示绕丝时电极丝的张力,对直径为0.20mm的新钼丝,一般取值在5V左右。
紧急停止开关:与控制面板上的急停按钮作用相同。
装丝电动机起停开关:用于绕丝操作时起动装丝电动机,带动丝盘产生反扭矩将丝张紧,使之均匀、整齐,并以恒定张力缠绕在储丝筒上。
装丝电动机电压调节旋钮:用于调整绕丝操作时电极丝张力的大小。
储丝筒运转开关:用于在绕丝、穿丝等非程序运行中开启储丝筒的运转。
储丝筒停止开关:用于在绕丝、穿丝等非程序运行中停止储丝筒的运转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。