



1.组成
与高速走丝电火花线切割机一样,低速走丝电火花线切割机也主要由机床、脉冲电源、控制系统三大部分组成,如图2-6所示。
低速走丝电火花线切割机的数控装置9与工作台7组成闭环控制,提高了加工精度。为了保证电解液的电阻率和加工区的热稳定,适应高精度加工的需要,去离子水4配备有一套过滤、空冷和离子交换系统。从图2-6中可以看出,与高速走丝线切割机相比主要的区别仍是走丝系统,低速走丝线切割机的电极丝是单向运行的,由新丝放丝器6放丝,由废丝处理器11收丝。
2.走丝系统
低速走丝系统如图2-7所示。未使用的新丝放丝器2(绕有1~5kg金属丝)靠废丝处理器1的转动使金属丝以较低的速度(通常0.2m/s以下)移动。为了提供一定的张力(2~25N),在走丝路径中装有一个机械式或电磁式张力机构。为实现断丝时自动停机并报警,走丝系统中通常还装有断丝检测微动开关。用过的电极丝集中到储丝筒上或送到专门的收集器中。
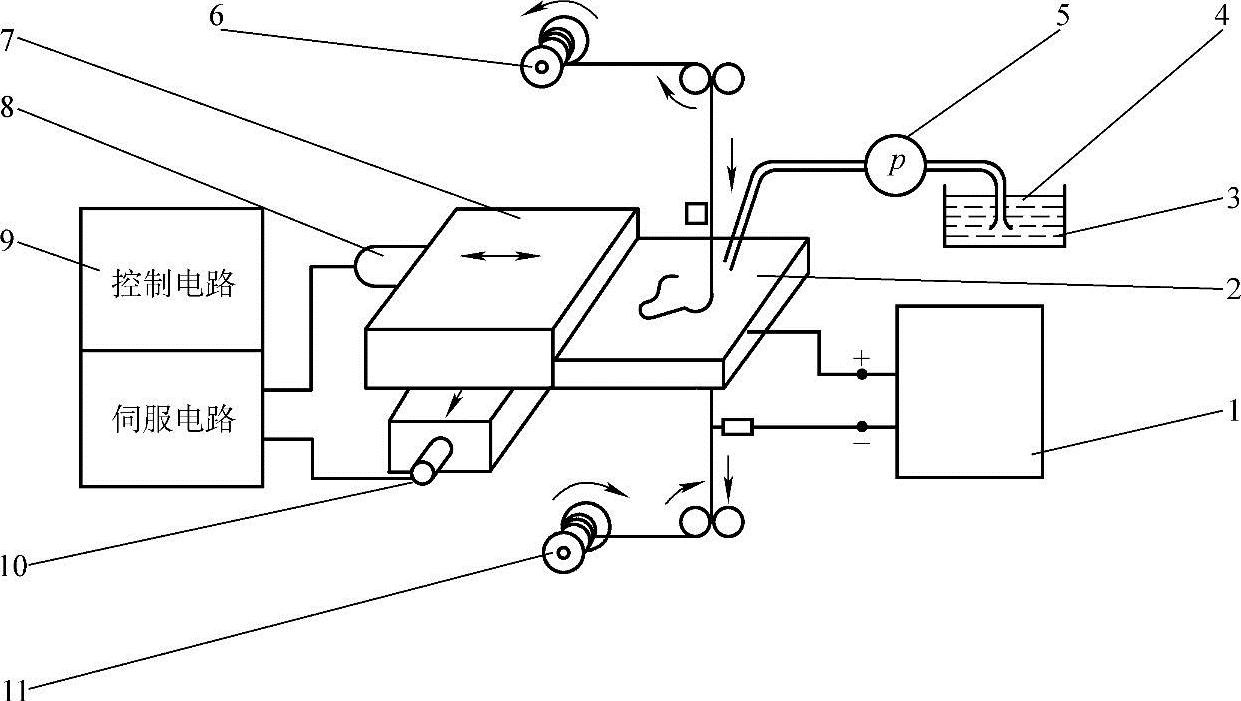
图2-6 低速走丝线切割机的组成结构
1—脉冲电源 2—工件 3—工作液箱 4—去离子水 5—高压泵 6—新丝放丝器 7—工作台 8—X轴驱动电动机 9—数控装置 10—Y轴驱动电动机 11—废丝处理器
为减轻电极丝的振动,应使其跨度尽可能小(按工件厚度调整),通常在工件的上下采用蓝宝石V形导向器或圆孔金刚石模块导向器,其附近装有引电部分,工作液一般通过引电区经导向器再进入加工区,可使全部电极丝通电部分都能冷却。性能较好的机床上还装有靠高压水射流冲刷引导的自动穿丝机构,它能使电极丝经一个导向器穿过工件上的穿丝孔而被传送到另一个导向器,在必要时也能自动切断并再穿丝,为无人连续切割创造了条件。(https://www.xing528.com)
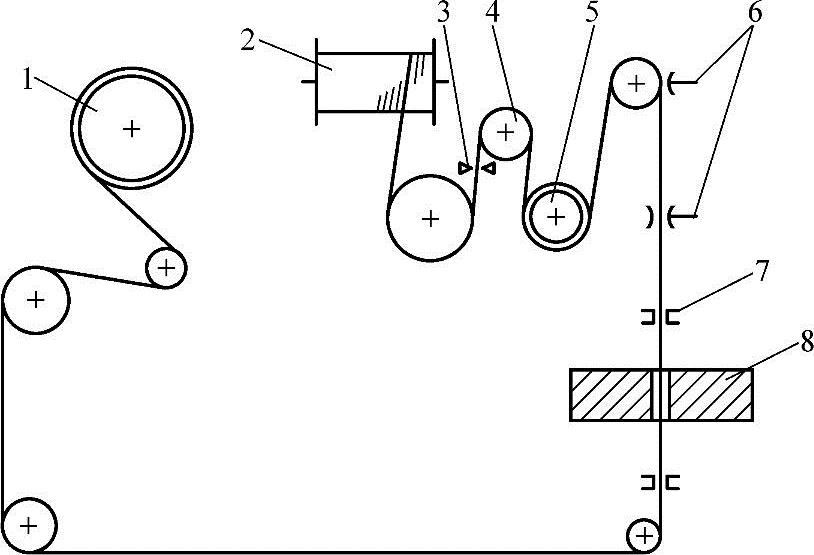
图2-7 低速走丝的走丝单元
1—废丝处理器 2—新丝放丝器 3—张力感应器 4—张力电动机 5—张力调节轴 6—辅助装置 7—导向器 8—工件
(1)导向器 在图2-7中,加工区两端的导向器7是保持加工区电极丝位置精度的关键零件,与高速走丝线切割机相比,低速走丝线切割机的走丝速度是高速走丝线切割机的1/50左右,因此采用高硬度的蓝宝石或金刚石作为固定导向器,但是导向器仍然会被磨损,也要求能够多次使用。导向器的结构有两种,一种是V形导向器,用两个对顶的圆锥形组合成V形,加上一个作封闭用的长圆柱,形成完整的三点式导向,在接触点磨损后,转动圆锥形和长圆柱,可满足多次使用的要求;另一种是模块导向器,模块的导向孔对电极丝形成全封闭、无间隙导向,定位精度高,但是导向器磨损后必须更换。有的机床把V形导向器和模块导向器组合在一起使用,称复合式导向器。
(2)张力控制系统 低速走丝机床的张力控制系统如图2-8所示。这种张力控制系统是利用电极丝的移动速度来控制电极丝的张力的,如加工区的张力小于设定张力,则设定张力的直流电动机就增大放丝阻力。调整加工区的张力到设定张力,采用一个有效的阻尼系统将电极丝的振动幅度降到最低。在精加工时,该系统对提高电极丝的位置精度有很大作用。
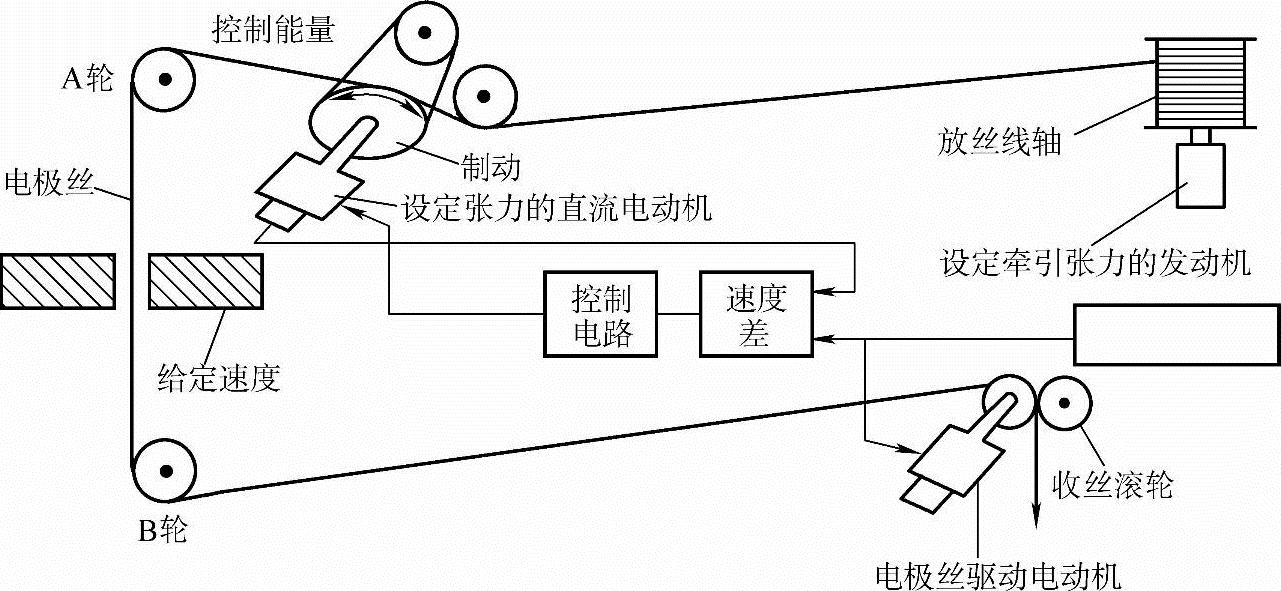
图2-8 低速走丝机床的张力控制系统
(3)自动穿丝装置 在放丝卷筒换新丝、意外断丝、多孔加工时,都需要把丝重新穿过上导向器、工件起始孔、下导向器。高压空气即穿丝气流首先将电极丝通过导向孔穿入导向器,然后依靠高压水流形成的负压,将电极丝在高压冲液水柱的包容下穿入导向器,接着采用搜索功能,电极丝的尖端在搜索中找到工件起始孔的位置,并可靠地自动插入直径只有0.3mm的起始孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。