



1.组成
高速走丝线切割机床(图2-3)主要由机床、脉冲电源、控制系统三大部分组成。机床由床身、工作台、丝架、储丝筒组成。电极丝的移动是由丝架和储丝筒完成的,因此,丝架和储丝筒也称为走丝系统。工作台由上滑板4和下滑板5组成。
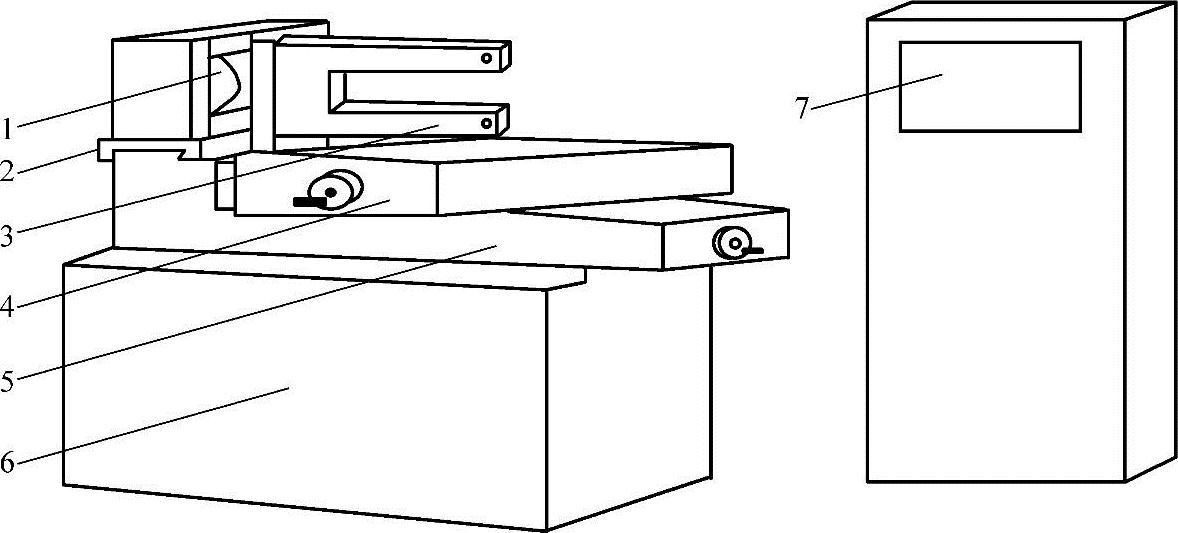
图2-3 高速走丝线切割加工设备组成
1—储丝筒 2—走丝溜板 3—丝架 4—上滑板 5—下滑板 6—床身 7—电源控制柜
(1)床身部分 床身一般为铸件,是工作台、绕丝机构及丝架的支撑和固定基础,通常采用箱式结构,应有足够的强度和刚度。床身内部安置电源和工作液箱,考虑电源的发热和工作液泵的振动,有些机床将电源和工作液箱移出床身外,另行安放。
(2)工作台部分 电火花线切割机床最终都是通过工作台与电极丝的相对运动来完成对零件加工的。为保证机床精度,对导轨的精度、刚度和耐磨性有较高的要求。一般都采用十字滑板、滚动导轨和丝杠传动副将电动机的旋转运动变为工作台的直线运动,通过两个坐标方面各自的进给移动,可合成获得各种平面图形曲线轨迹。为保证工作台的定位精度和灵敏度,传动丝杠和螺母之间必须消除间隙。
(3)走丝系统 走丝系统使电极丝以一定的速度运动并保持一定的张力。在高速走丝机床上,一定长度的电极丝平整地卷绕在储丝筒上(图2-4),丝张力与排绕时的拉紧力有关(为提高加工精度,近来已研制出恒张力装置),储丝筒通过联轴器与驱动电动机相连。为了重复使用该段电极丝,电动机由专门的换向装置控制做正反向交替运转。走丝速度等于储丝筒周边的线速度,通常为8~10m/s。在运动过程中,电极丝由丝架支撑,并依靠导轮保持电极丝与工作台垂直或倾斜一定的几何角度(锥度切割时)。电火花线切割机是以线电极作为工具对工件进行放电加工的,因此使线电极移动的走丝系统就是电火花线切割机结构上的特有部分。
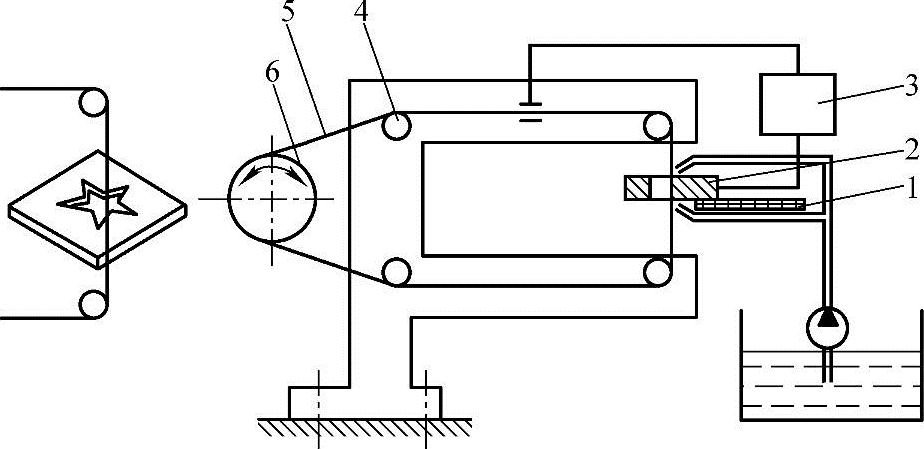
图2-4 高速走丝线切割机走丝系统(https://www.xing528.com)
1—绝缘底板 2—工件 3—脉冲电源 4—导向轮 5—钼丝 6—储丝筒
2.导丝系统
高速走丝线切割机的导丝系统如图2-5所示。
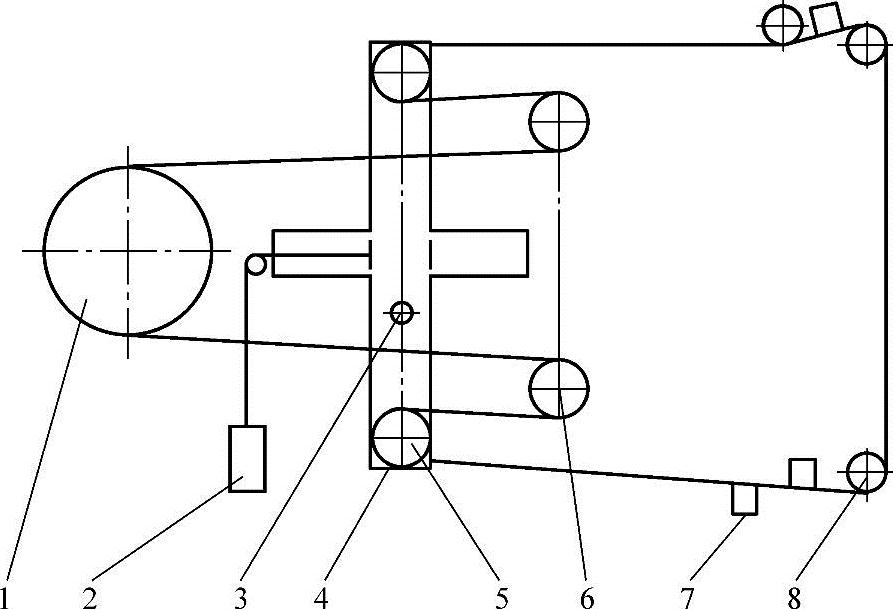
图2-5 高速走丝线切割机的导丝系统
1—储丝筒 2—张紧重锤 3—固定插销 4—张丝滑块 5—张紧轮 6、8—导轮 7—导电器
(1)导轮(导向轮)在线切割加工中电极丝的丝速通常为8~10m/s,如采用固定导向器来定位快速运动的电极丝,即使是高硬度的金刚石,使用寿命也很短。因此,采用由滚动轴承支承的导轮,利用滚动轴承的快速旋转功能来承担电极丝的快速移动。
(2)导电器 高频电源的负极通过导电器与快速运行的电极丝连接,因此导电器必须耐磨,而且电阻要小。由于切割微粒粘附在电极丝上,导电器磨损后拉出一条凹槽,凹槽会增加电极丝与导电器的摩擦,加大电极丝的纵向振动,影响加工精度和表面粗糙度,因此导电器要能多次使用。高速走丝电火花线切割机的导电器有两种,一种是圆柱形的,电极丝与导电器的圆柱面接触导电,可以轴向移动和圆周转动,以满足多次使用的要求;另一种是方形或圆形的薄片,电极丝与导电器的大面积接触导电,方形薄片的移动和圆形薄片的转动可满足多次使用的要求。导电器的材料都采用硬质合金,既耐磨又导电。此外,为了保证电极丝与导电块接触的可靠,有的导电器采用了弹性结构。
(3)张力调节器 在加工时,电极丝因往复运行,经受交变应力及放电时的热轰击而被伸长,然后电极丝的张力减小,影响了加工精度和表面粗糙度。若没有张力调节器,就需人工紧丝,如果加工大工件,中途紧丝就会在加工表面形成接痕,影响表面粗糙度。张力调节器的作用就是把伸长的丝收入张力调节器,使运行的电极丝保持在一个恒定的张力上,也称恒张力机构。张力调节器如图2-5所示,张紧重锤2在重力作用下,带动张丝滑块4、两个张紧轮5沿导轨移动,使电极丝始终处于拉紧状态,保证加工平稳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。