



1.线切割机床的型号
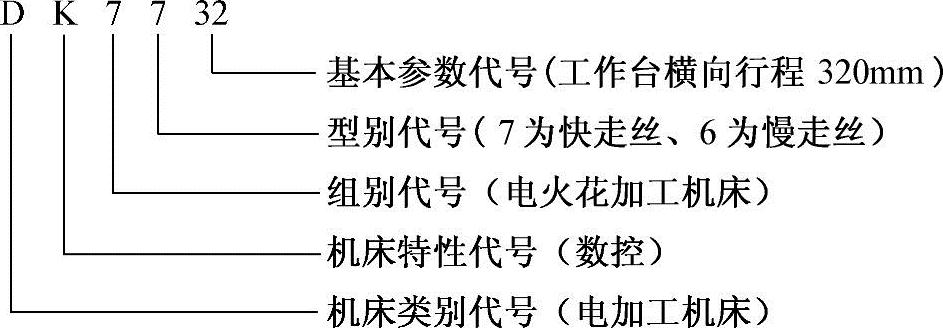
(1)我国自主生产的线切割机床 我国自主生产的线切割机床型号由汉语拼音字母和阿拉伯数字组成,它表示机床的类别、特性和基本参数。现以型号为DK7732的数控电火花线切割机床为例,对其型号中各字母与数字的含义解释如下:
(2)国外生产的线切割机床 国外生产线切割机床的厂商主要包括瑞士阿奇夏米尔公司、日本三菱电机公司、日本沙迪克公司、日本FANUC公司、日本牧野公司。国外机床的编号一般也是以系列代码加基本参数代号来编制的,如日本沙迪克公司的A系列/AQ系列/AP系列,三菱电机公司的FA系列等。
(3)我国台湾生产的线切割机床 我国台湾机床生产厂商很多,如庆鸿、亚特、徕通、健升、乔懋、美溪、秀丰、健晟等数十家,其机床的编号没有统一,是按照自己公司的标准制订的,但一般也是以系列代码加机床基本参数代号来编制的。
(4)国内引进生产的线切割机床 主要生产厂家有苏州电加工研究所中特公司、苏州三光科技公司、汉川机床公司,其机床的编号符合我国机床编号标准。
2.我国线切割机床的主要技术参数
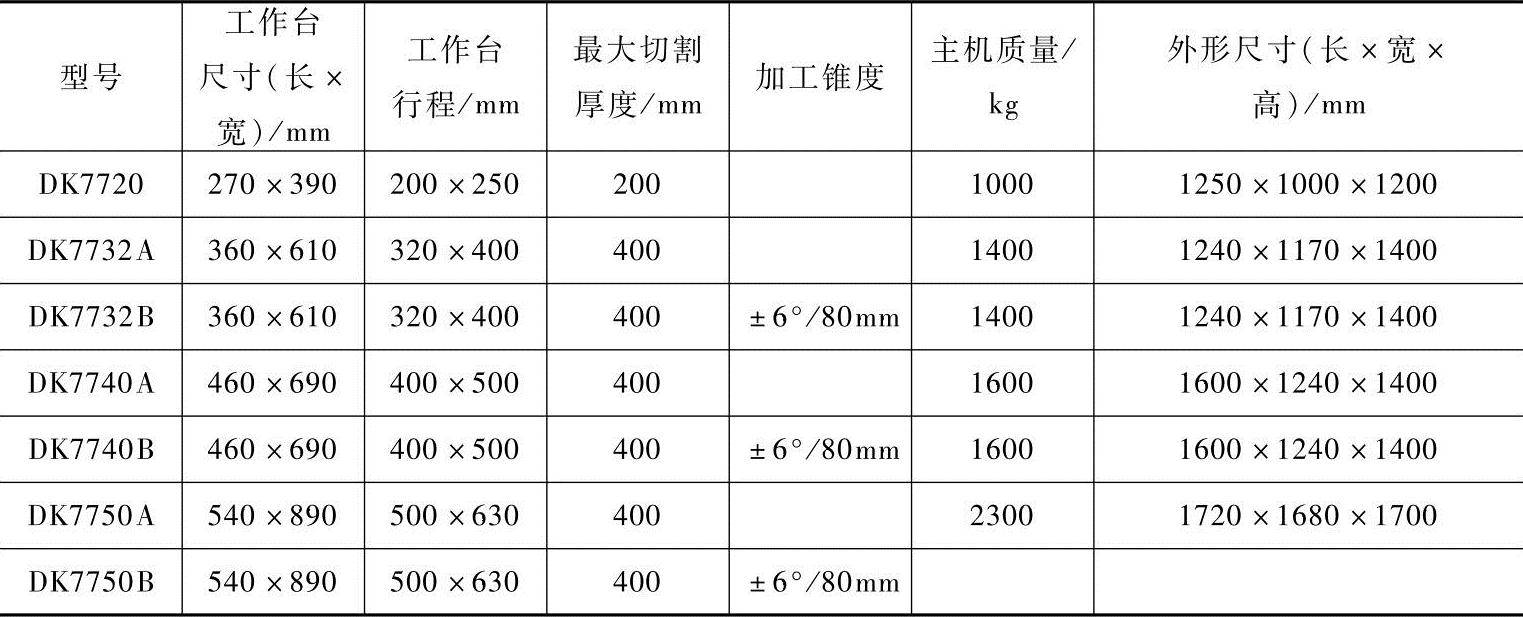
数控电火花线切割机床的主要技术参数包括工作台行程(纵向行程×横向行程)、最大切割厚度、加工表面粗糙度、加工精度、切割速度,以及数控系统的控制功能等。表2-1为DK77系列数控电火花线切割机床的主要型号及技术参数。
表2-1 DK77系列数控电火花线切割机床的主要型号及技术参数
3.线切割加工机床的分类
(1)按走丝速度分类根据电极丝的运行速度不同,电火花线切割机床通常分为两类:一类是高速走丝电火花线切割机床(WEDM-HS),其电极丝做快速往复运动,一般走丝速度为8~10m/s,电极丝可重复使用,加工速度较慢,且快速走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,也是我国独创的电火花线切割加工模式。图2-1是高速走丝线切割机床。另一类是低速走丝电火花线切割机床(WEDM-LS),其电极丝做慢速单向运动,一般走丝速度低于0.2m/s,电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好,且加工速度较快,是国外生产和使用的主要机种。图2-2是低速走丝线切割机床。

图2-1 高速走丝线切割机床(https://www.xing528.com)
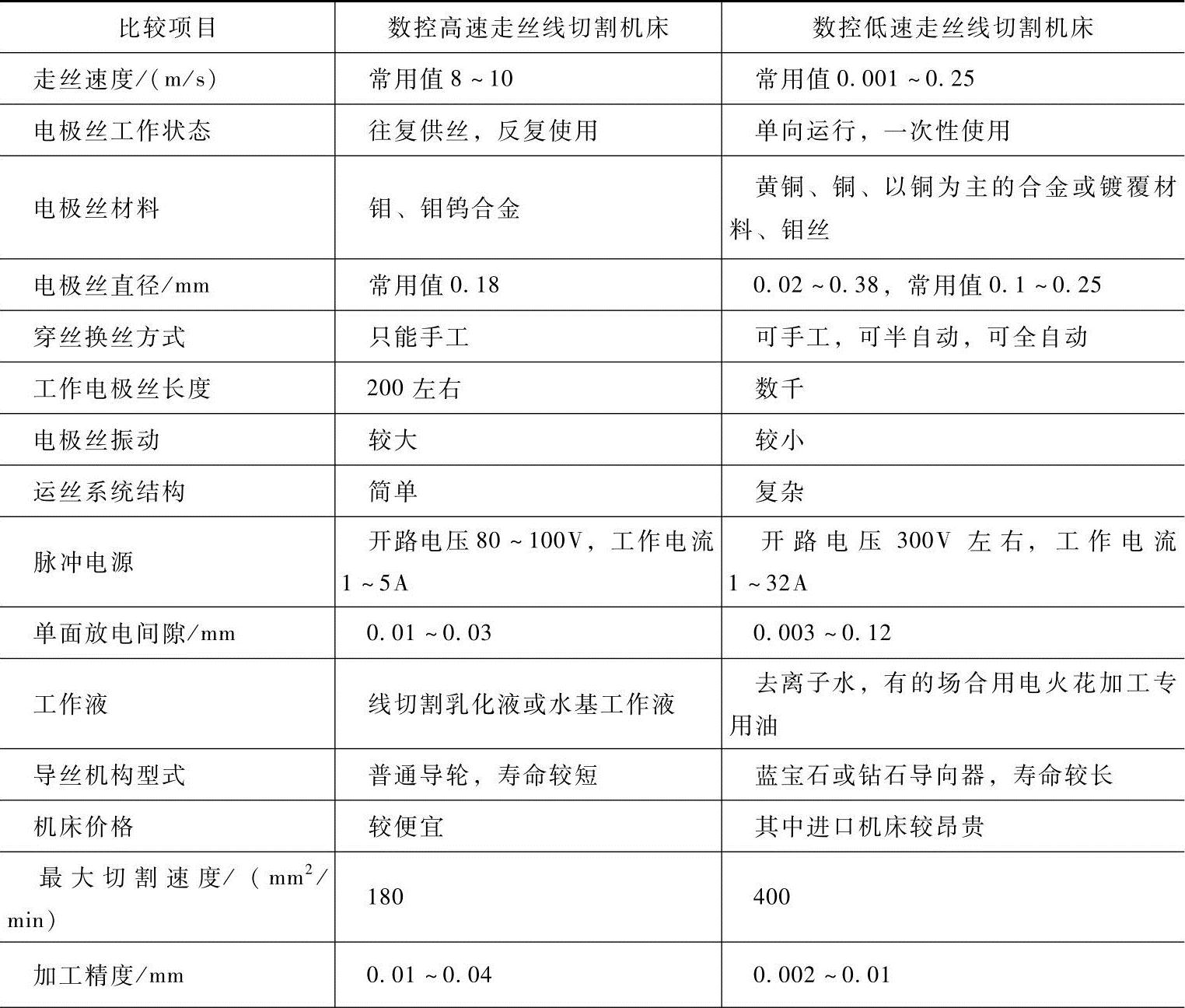
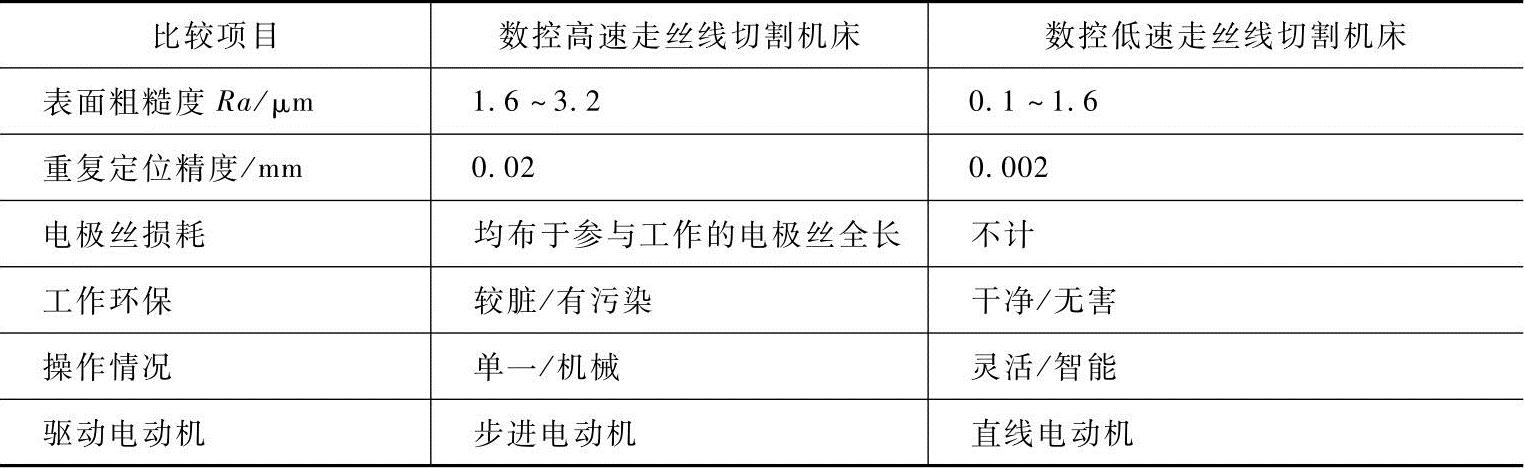
数控高、低速走丝线切割机床在机床方面与加工工艺水平方面的比较详见表2-2。
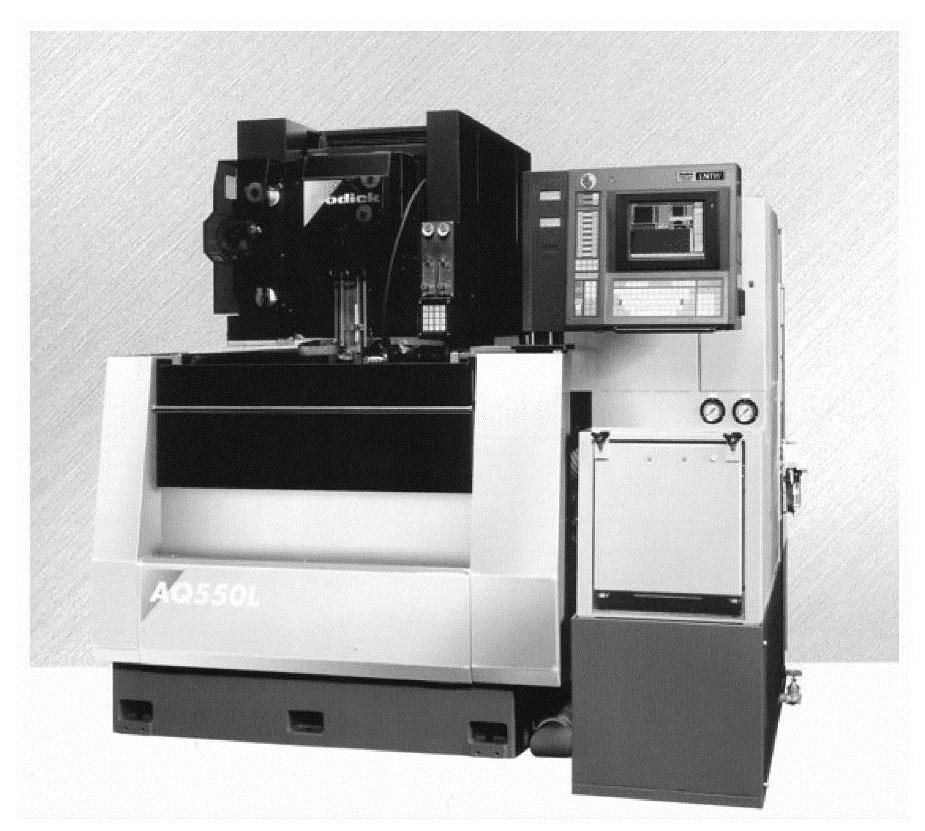
图2-2 低速走丝线切割机床
表2-2 数控高速走丝线切割机床与数控低速走丝线切割机床的比较
(续)
(2)按其他方式分类
1)按机床的控制形式分类:按控制形式不同,电火花线切割机床可分为以下三种:第一种是靠模仿形控制,其在进行线切割加工前,预先制造出与工件形状相同的靠模,加工时把工件毛坯和靠模同时装夹在机床工作台上,在切割过程中电极丝紧紧地贴着靠模边缘做轨迹移动,从而切割出与靠模形状和精度相同的工件来;第二种是光电跟踪控制,其在进行线切割加工前,先根据零件图样按一定放大比例描绘出一张光电跟踪图,加工时将图样置于机床的光电跟踪台上,跟踪台上的光电头始终追随墨线图形的轨迹运动,再借助于电气、机械的联动,控制机床工作台连同工件相对电极丝做相似形的运动,从而切割出与图样形状相同的工件来;第三种是数字程序控制,采用先进的数字化自动控制技术,驱动机床按照加工前根据工件几何形状参数预先编制好的数控加工程序自动完成加工,不需要制作靠模样板,也无需绘制放大图,比前面两种控制形式具有更高的加工精度和更广阔的应用范围。目前国内外98%以上的电火花线切割机床都已数控化,前两种机床已经停产。
2)按机床配用的脉冲电源类型分类:按机床配用的脉冲电源类型分类可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源机床等。目前,单纯配用RC电源的线切割机床也已经停产,最新的电源为纳秒级大峰值电流脉冲电源与防电解(AE)脉冲电源。先进的低速走丝电火花线切割机采用的脉冲电源脉宽仅几十纳秒,峰值电流在1000A以上,其进行汽化蚀除,不仅加工效率高,而且使表面质量大大提高。防电解电源是解决工件“软化层”的有效技术手段。防电解电源采用交变脉冲,平均电压为零,使在工作液中的OH-离子电极丝与工件之间处于振荡状态,不趋向工件和电极丝,防止工件材料的氧化。采用防电解电源进行电火花线切割加工,可使表面变质层控制在1µm以下,避免硬质合金材料中钴的析出溶解,保证硬质合金模具的寿命。测试结果表明,防电解电源加工硬质合金模具寿命已接近机械磨削加工,在接近磨损极限处甚至优于机械磨削加工。
3)按机床工作台的尺寸与行程(也就是按照加工工件的最大尺寸)的大小,可分为大型、中型、小型线切割机床。
4)按加工精度的高低,可分为普通精度型及高精度精密型两大类线切割机床。绝大多数低速走丝线切割机床属于高精度精密型机床。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。