



数控系统是数字控制系统简称,英文名称为Numerical Control System,早期是由硬件电路构成的,称为硬件数控(Hard NC),20世纪70年代以后,硬件电路元件逐步由专用的计算机代替,称为计算机数控系统。计算机数控(Comput-erized numerical control,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。CNC系统是根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置的专用计算机系统。
CNC系统由数控程序、输入装置、输出装置、计算机数控装置(CNC装置)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。CNC系统的核心是CNC装置。由于使用了计算机,系统具有了软件功能,又用PLC代替了传统的机床电器逻辑控制装置,使系统更小巧,其灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维护也方便,并具有与上位机连接及进行远程通信的功能。
1.基本构成
目前世界上的数控系统种类繁多,形式各异,组成结构上都有各自的特点,这些结构特点来源于系统初始设计的基本要求和工程设计的思路。例如,点位控制系统和连续轨迹控制系统就有截然不同的结构,T系统和M系统同样也有很大的区别,前者适用于回转体零件加工,后者适合于异形非回转体的零件加工。对于不同的生产厂家来说,基于历史发展因素以及各自因地而异的复杂因素的影响,在设计思想上也可能各有千秋。
一般整个数控系统由三大部分组成,即控制系统、伺服系统和位置测量系统。控制系统按加工工件程序进行插补运算,发出控制指令到伺服驱动系统;伺服驱动系统将控制指令放大,由伺服电动机驱动机械按要求运动;测量系统检测机械的运动位置或速度,并反馈到控制系统中,来修正控制指令。这三部分有机结合,组成完整的闭环控制的数控系统。
控制系统主要由总线、CPU、电源、存储器、操作面板和显示屏、位控单元、可编程序控制器逻辑控制单元以及数据输入/输出接口等组成。最新一代的数控系统还包括一个通信单元,它可完成CNC、PLC和外部高次网络的连接。伺服驱动系统主要包括伺服驱动装置和电动机。位置测量系统主要是采用长光栅或圆光栅的增量式位移编码器。高端CNC系统的构成与性能如图1-3所示。
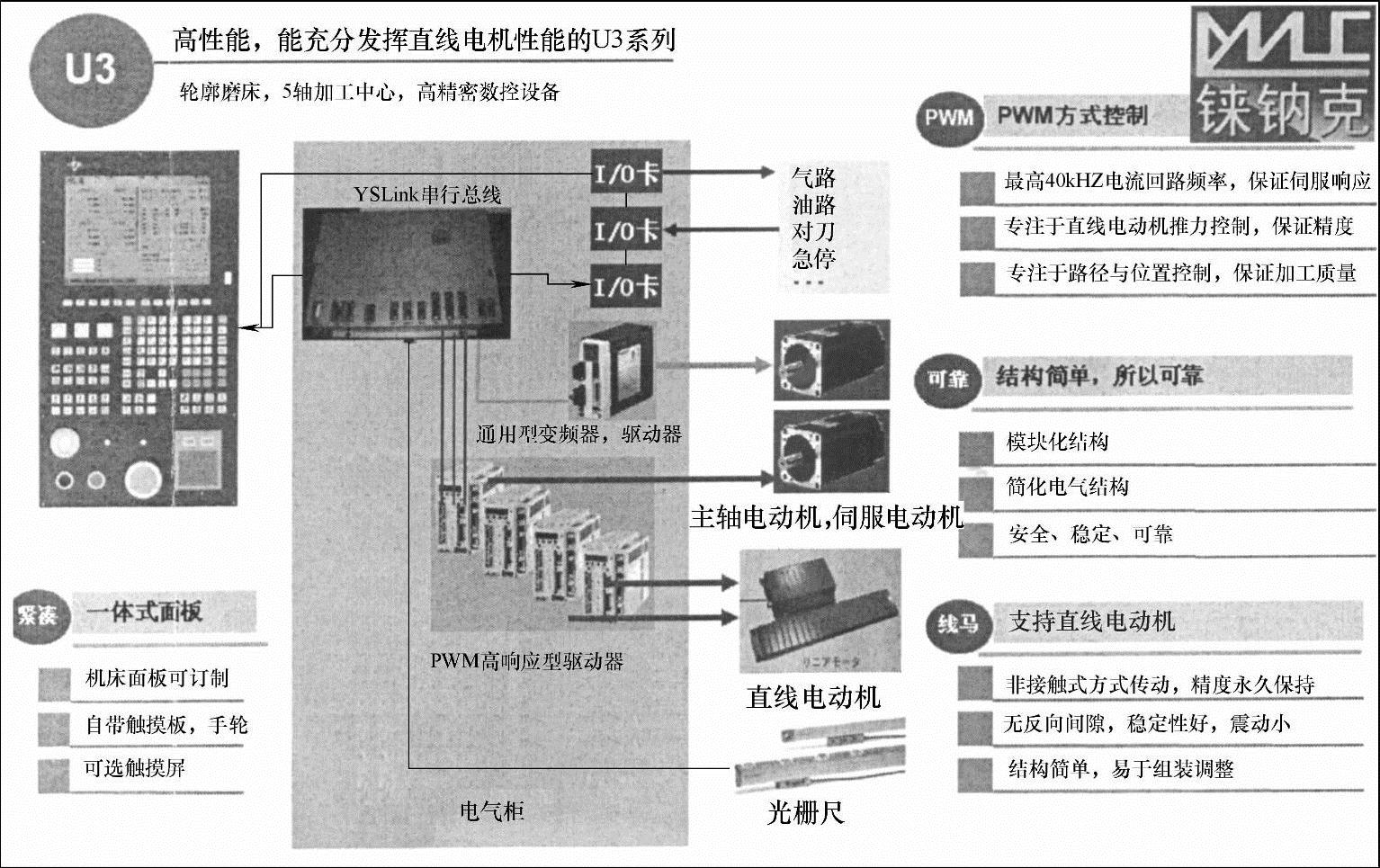
图1-3 高端CNC系统的构成与性能
2.硬件结构
数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置组成,这四部分之间通过I/O接口互连。数控装置是数控系统的核心,其软件和硬件来控制各种数控功能的实现。数控系统到目前为止共发展了六代,第一代是电子管数控系统,第二代是晶体管数控系统,第三代是集成电路数控系统,第四代是小型计算机数控系统,第五代是微型计算机数控系统,第六代是PC数控系统。PC数控系统目前是最先进的结构体系,PC数控系统的发展,形成了PC嵌入NC的“NC+PC”结构和NC嵌入PC的“PC+NC”结构两大主要流派。后者又正在演变成PC+I/O的“软件化”结构。
在PC+NC系统方面,主导公司是一些后起之秀。由于他们没有历史包袱,因此彻底摆脱了传统NC的约束,直接站在PC平台基础上,通过增扩NC控制板卡(如基于DSP的运动控制卡等)来发展PC数控系统。从目前的情况来看,新推出的PC数控系统已越来越多地采用PC+NC结构,随着PC技术水平和数控软件设计水平的提高,PC+NC结构正逐渐发展成PC+I/O的软件化结构和PC+实时网络的分布式结构。典型代表有美国MDSI公司的OPEN CNC、德国POWER AUTOMATION公司的PA8000NT、大连光洋公司、上海铼钠克数控科技公司等系列产品。PC+NC系统的实时网络化总线式结构如图1-4所示。
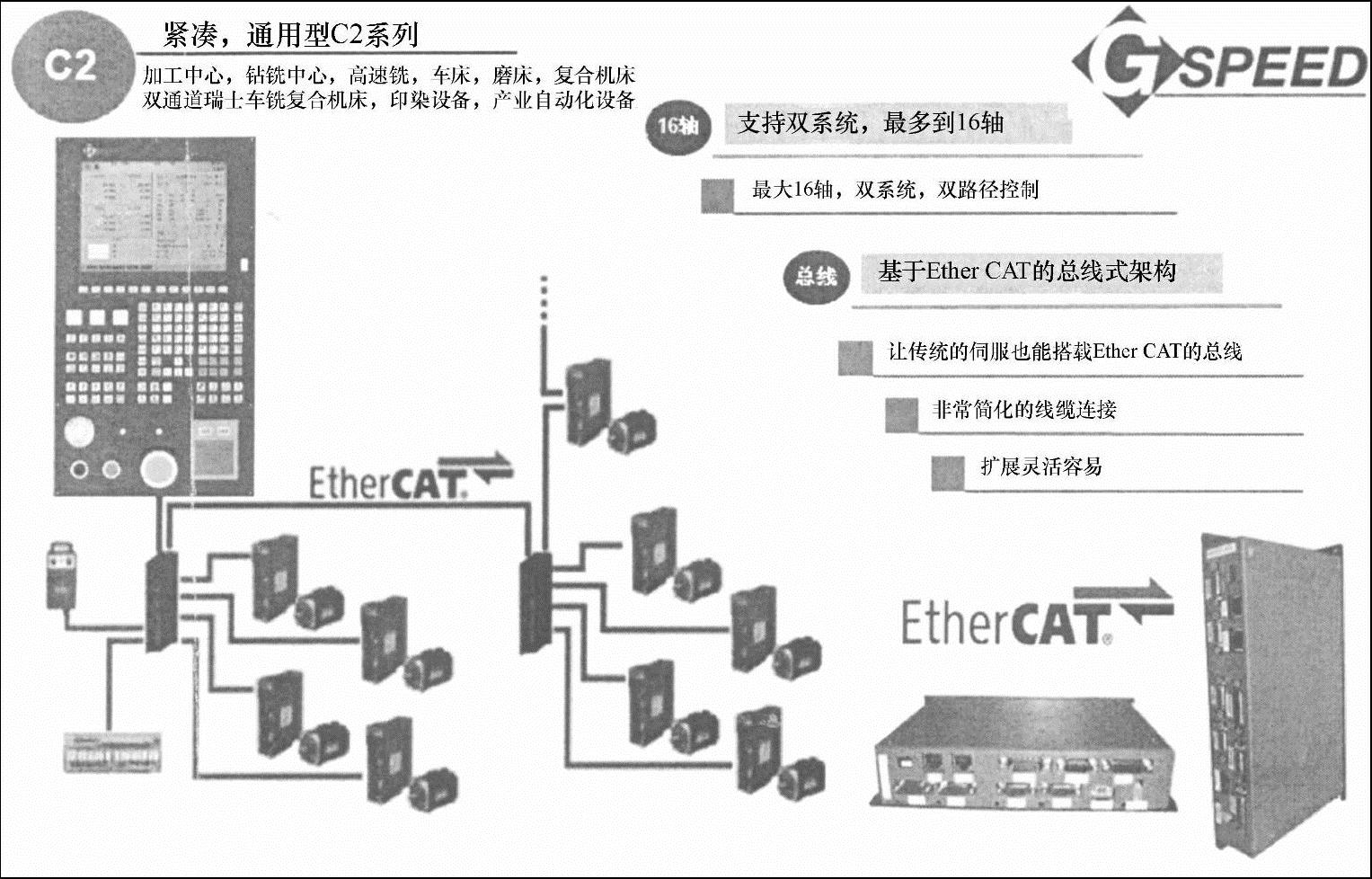
图1-4 PC+NC系统的实时网络化总线式结构
3.控制系统的分类(https://www.xing528.com)
(1)运动轨迹分类
1)点位控制数控系统。控制工具相对工件从某一加工点移到另一个加工点之间的精确坐标位置,而对于点与点之间移动的轨迹不进行控制,且移动过程中不作任何加工。这一类系统的设备有数控钻床、数控坐标镗床和数控冲床等。
2)直线控制数控系统。不仅要控制点与点的精确位置,还要控制两点之间的工具移动轨迹是一条直线,且在移动中工具能以给定的进给速度进行加工,其辅助功能要求也比点位控制数控系统多,如它可能被要求具有主轴转数控制、进给速度控制和刀具自动交换等功能。此类控制方式的设备主要有简易数控车床、数控镗铣床等。
3)轮廓控制数控系统。这类系统能够对两个或两个以上坐标方向进行严格控制,即不仅控制每个坐标的行程位置,同时还控制每个坐标的运动速度。各坐标的运动按规定的比例关系相互配合,精确地协调起来连续进行加工,以形成所需要的直线、斜线或曲线、曲面。采用此类控制方式的设备有数控车床、铣床、加工中心、电加工机床和特种加工机床等。
(2)伺服系统分类 按照伺服系统的控制方式,可以把数控系统分为以下几类:
1)开环控制数控系统。这类数控系统不带检测装置,也无反馈电路,以步进电动机为驱动元件。CNC装置输出的指令进给脉冲经驱动电路进行功率放大,转换为控制步进电动机各定子绕组依此通电/断电的电流脉冲信号,驱动步进电动机转动,再经机床传动机构(齿轮箱、丝杠等)带动工作台移动。这种方式控制简单,价格比较低廉,被广泛应用于经济型数控系统中。
2)半闭环控制数控系统。位置检测元件被安装在电动机轴端或丝杠轴端,通过角位移的测量间接计算出机床工作台的实际运行位置(直线位移),并将其与CNC装置计算出的指令位置(或位移)相比较,用差值进行控制。由于闭环的环路内不包括丝杠、螺母副及机床工作台这些大惯性环节,由这些环节造成的误差不能由环路所矫正,其控制精度不如闭环控制数控系统,但其调试方便,可以获得比较稳定的控制特性,因此在实际应用中,这种方式得到广泛采用。
3)全闭环控制数控系统。位置检测装置安装在机床工作台上,用以检测机床工作台的实际运行位置(直线位移),并将其与CNC装置计算出的指令位置(或位移)相比较,用差值进行控制。这类控制方式的位置控制精度很高,但由于它将丝杠、螺母副及机床工作台这些大惯性环节放在闭环内,调试时很难达到系统稳定状态。
(3)功能水平分类
1)经济型数控系统。又称简易数控系统,通常采用步进电动机或脉冲串接口的伺服驱动,不具有位置反馈或位置反馈不参与位置控制;仅能满足一般精度要求的加工,能加工形状较简单的直线、斜线、圆弧及带螺纹类的零件,采用的微机系统为单板机或单片机系统;通常不具有用户可编程的PLC功能。通常装备的机床定位精度在0.02mm以上。
2)普及型数控系统。通常称为全功能数控系统,这类数控系统功能较多,但不追求过多,以实用为准。
3)高档型数控系统。指加工复杂形状工件的多轴控制数控系统,且其工序集中、自动化程度高、功能强、具有高度柔性。用于具有5轴以上的数控铣床,大、中型数控机床、五面加工中心,车削中心和柔性加工单元等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。