



手工刃磨车刀是车床操作者的一项基本功。要刃磨出理想的几何形状与角度的车刀,一定不能违背车刀刃磨的顺序和基本要领。车刀刃磨的部位较多,包括前刀面、主后刀面、副后刀面、主刀刃、副刀刃、过渡刃(刀尖),角度有前角、后角、副后角、主偏角、副偏刃和刃倾角,有的车刀还要磨出断屑槽和负倒棱等。现以硬质合金偏刀为例,说明手工刃磨车刀的合理步骤。
表2-161 刃磨高速钢车刀砂轮特性的选择

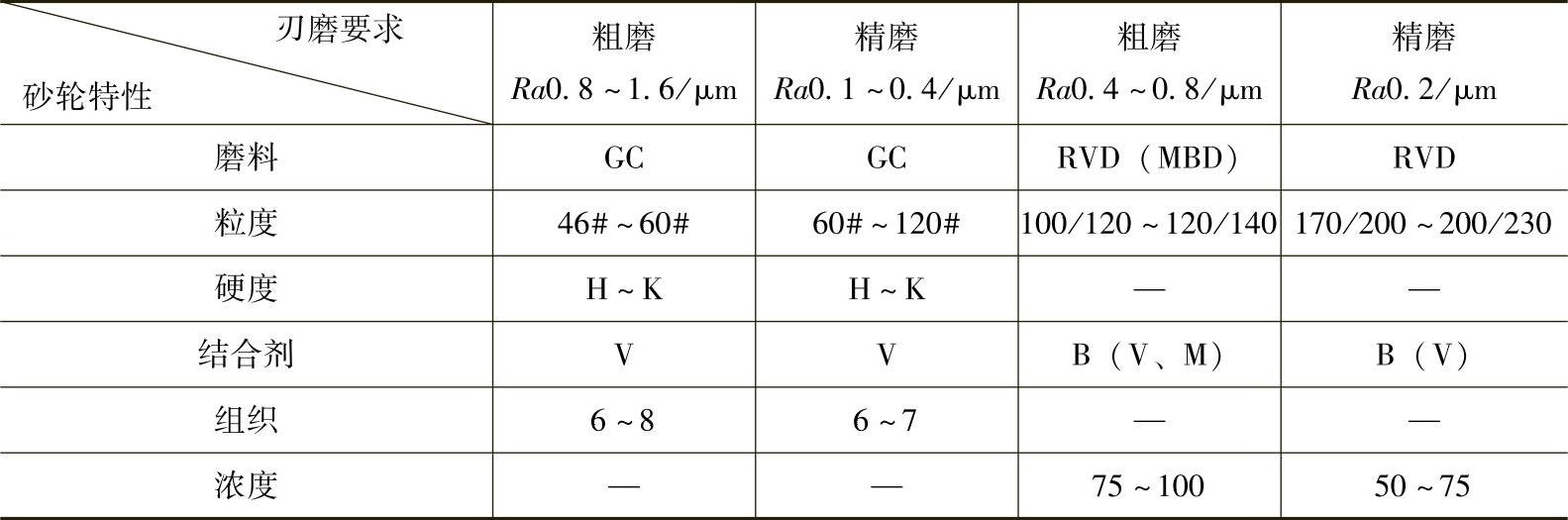
表2-162 刃磨硬质合金车刀砂轮特性的选择
① 先将车刀前刀面、主后刀面和副后刀面等处的焊渣磨去,并磨平车刀的底平面。
② 粗磨主后刀面、副后刀面的刀杆部分,其后角应比刀片的后角大2°~3°,以便磨刀片的后角
③ 粗磨刀片上的主后刀面、副后刀面与前刀面(见图2-23),粗磨出来的主后角、副后角应比所要求的后角大2°左右
④ 精磨前刀面及断屑槽。目的是磨出车刀的前角、刃倾角和断屑槽。断屑槽一般有圆弧形和直线形两种,刃磨圆弧形断屑槽,必须把砂轮的外圆与平面的交接处修整成相应的圆弧;刃磨直线形断屑槽,砂轮的外圆与平面的交接处应修整得尖锐。刃磨时,将车刀沿断屑槽方向作缓慢的上下移动(见图2-24),要注意保证断屑槽的形状,并使刀片受热均匀。此外,还要注意断屑槽的位置,不可磨到主切削刃的边缘,应当留有0.2mm左右的棱面,以防止主切削刃发生崩裂或成锯齿形,同时还应保证前角的大小。

图2-23 粗磨后角与副后角
a)粗磨后角 b)粗磨副后角

图2-24 磨断屑槽
a)在砂轮左角上刃磨 b)在砂轮的右角上刃磨
⑤ 精磨主后刀面和副后刀面(见图2-25、图2-26)将车刀底平面靠在调整好角度的台板上,将切削刃轻靠在砂轮端面进行刃磨。刃磨后的刃口应平直,并保证主后角与副后角的角度
⑥ 磨负倒棱(见图2-27、图2-28)刃磨时用力要轻,车刀要沿主切削刃后端向刀尖方向摆动,可以用直磨法和横磨法磨削
⑦ 磨过渡刃(见图2-29)过渡刃有直线形和圆弧形两种,刃磨方法与精磨后刀面基本相同。对于车削较硬材料的车刀,也可在过渡刃上磨出负倒棱;对于大进给量车刀,可用同样的方法在副刀刃上磨出修光刃(见图2-30)

图2-25 精磨主后刀面

图2-26 精磨副后刀面
⑧研磨。刃磨后的切削刃一般不够平整光滑,刃口呈锯齿形,车削时会影响工件表面粗糙度。故手工刃磨后的车刀应用平整的碳化硅油石仔细研磨,以消除刀面和切削刃上残留的痕迹和锯齿形缺陷。

图2-27 直磨法磨负倒棱

图2-28 横磨法磨负倒棱(https://www.xing528.com)

图2-29 磨过渡刃
a)磨直线形过渡刃 b)磨圆弧形过渡刃
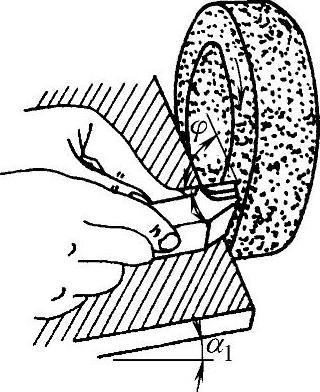
图2-30 磨修光刃
用砂轮刃磨车刀时,注意力应当高度集中,正确使用砂轮,防止发生事故,其主要注意事项如下:
① 新安装的砂轮必须经过严格的检查,保证没有裂纹,并且经过运转试验,正常后方可使用
② 刃磨时,操作者应当尽量避免正对砂轮,而应该站在砂轮的侧面,以避免磨粒飞入眼内,或一旦砂轮破裂,飞出伤人
③ 托架与砂轮之间的空隙不能太大,否则容易使车刀嵌入中间而打碎砂轮,发生危险
④ 不使用没有防护罩的砂轮机磨刀;砂轮尚未转稳时不能磨刀;磨刀时,最好戴上防护眼镜;磨刀完毕时,应当随手关闭砂轮机电源
⑤ 不允许在磨刀机砂轮上磨其他物件,特别是有色金属和非金属材料,防止这些材料的微粒嵌塞砂轮
⑥ 刃磨时,应当双手握稳车刀,姿势正确;当车刀与砂轮接触时用力均匀,压力不要过大,不得用车刀撞击砂轮
⑦ 刃磨时,要控制好刀具的温度,刃磨温度过高,就会降低刀具的硬度而影响其切削性能。手工刃磨车刀是靠手的感觉来控制温度,因而不要用布包着车刀去刃磨。刃磨高速钢车刀,可用水冷却,防止刀头过热;刃磨硬质合金车刀,不得淬水冷却,以免突然冷却而使刀片受热不均产生裂纹
⑧ 刃磨车刀应当尽可能使用砂轮的圆周面,并且左右移动,使砂轮磨耗均匀,不出现沟槽
⑨ 禁止在砂轮两侧面粗磨车刀,以免砂轮侧面受力过大,而发生偏摆跳动
⑩ 在碗形砂轮上磨刀时,不准用砂轮的外圆或内圆磨削。

图2-31 用样板测量车刀的前角和后角
a)测量后角 b)测量楔角
车刀刃磨后,必须检查刃磨质量与刀具角度。先观察切削刃是否锋利,表面有无裂纹,必要时可用10~20倍放大镜检查。检查角度可以先用样板检查车刀主后角,再检查楔角(见图2-31)因为γ=90°-(α+β),α与β正确,前角γ也就对了。车刀角度也可在专用的量角台上测量(见图2-32),车刀的主偏角、副偏角可用游标万能角度尺测量(见图2-33)。
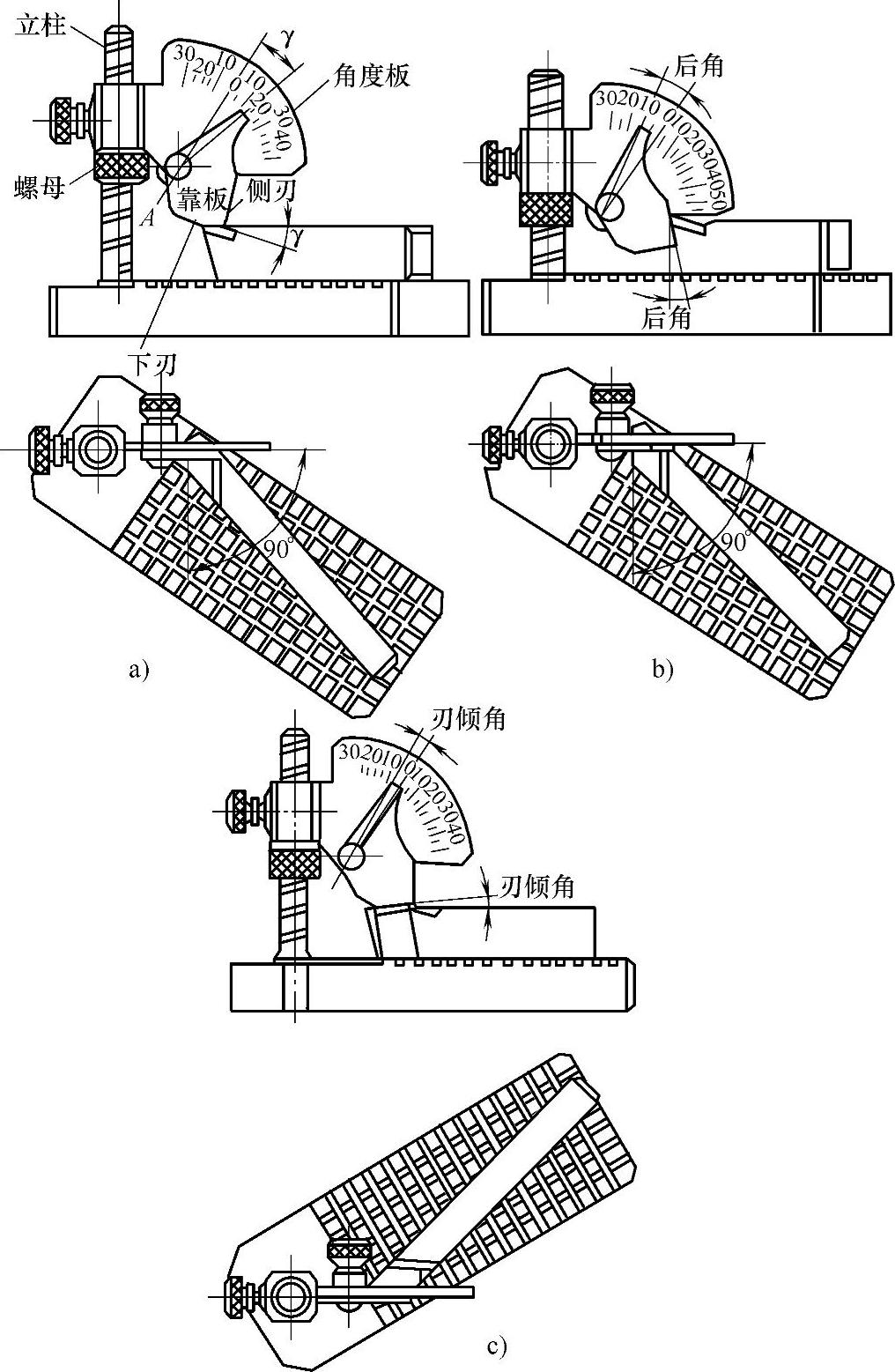
图2-32 在量角台上测量车刀的前角、后角、刃倾角
a)测量前角 b)测量后角 c)测量刃倾角

图2-33 用游标万能角度尺测量车刀的主偏角和副偏角
a)测量主偏角 b)测量副偏角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。