



(1)可转位车刀刀片的夹紧,应有防崩刃措施 可转位车刀刀片夹紧时,必须让切削刃离开刀杆上定位面一定的距离,否则切削刃受力后容易造成崩刃而损坏刀片。一般可采用“凸出式”和“空刀式”两种方式(见图2-14a、b),来防止刀片崩刃。
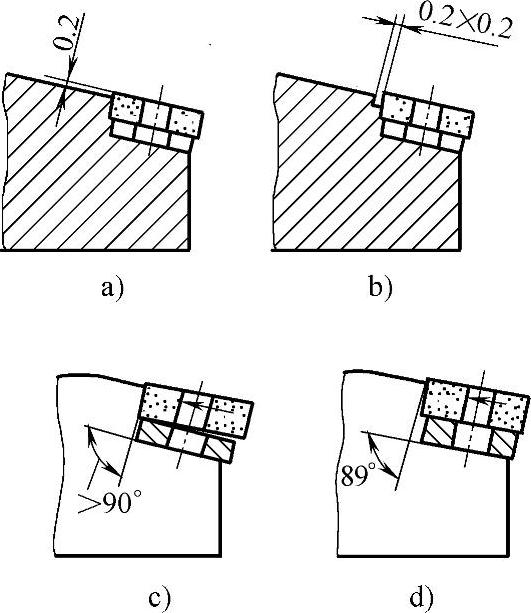
图2-14 刀片夹紧时防崩刃措施及刀杆槽角度
a)凸出式 b)空刀式 c)错误 d)正确
(2)刀杆上刀片槽两定位面间的夹角,应小于刀片的实际角度 可转位车刀刀杆上刀片槽两定位面间的夹角,如果大于或等于刀片的实际角度,则不能保证刀片、刀垫、刀杆在刀尖附近的接触面紧密贴合。因此,必须比刀片的实际角度小1°,以防止刀尖受力后发生崩刃(见图2-14c、d)。这一措施在有孔刀片装夹时尤为重要。(https://www.xing528.com)
(3)使用可转位车刀,应防止出现打刀等不正常现象 使用可转位车刀切削时,如刀尖处冒出火花,则表明刀片已严重磨损,切削刃工作部分有缺口或崩刃,有可能是切削速度过高所致。因此,应更换切削刃或刀片,并适当调整切削速度。
切削时,如产生“吱吱”声,可能因刀片底面与刀垫或刀垫与刀杆间接触不良,刀片装夹不牢固;或是刀片磨损严重、刀杆伸出过长而刚性不足;以及夹具、工件刚性差(车细长轴、薄壁套等)、夹固不牢所致。可以通过重新装夹刀片、工件或刀具,缩短刀杆伸出长度、提高工艺系统刚度,更换磨钝的切削刃来解决。
车削时,如出现振动、打刀时,则应检查刀片底面与刀垫间是否有间隙,夹紧时有无刀片抬高现象;刀片是否因夹紧元件变形、失效而使刀片未能夹紧;或刀片尺寸误差太大、刀片质量太差所致。因此,可以通过更换夹紧元件、重新夹紧刀片、更换刀垫或刀杆、换用抗弯强度高的刀片等措施来解决。
车削时,如刀片表层有剥离现象,对于使用切削液的刀片材料,则应增大切削液的供应量,并在刀片开始切削前就浇注切削液,直至刀具退出;对于不宜使用切削液的高硬度刀片材料,就应不使用切削液。如果是刀片质量不佳,则应更换刀片。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。