



车床加工与其他加工方法相比,主要具有以下工艺特点:
(1)刀具简单 车刀是刀具中结构最简单的一种,制造、刃磨、安装方便,成本低,并便于根据加工的具体要求,选用合理的几何角度,有利于提高加工质量和生产效率。
(2)切削过程较平稳 除了车削断续表面外,一般的车削过程是连续进行的。和铣削、刨削不同,在车削的进给运动中,刀齿没有多次的切入、切出与冲击。因此,车削过程中的切削力基本上没有多大变化,切削过程比铣削、刨削等平稳。此外,车削的主运动为回转运动,避免了惯性力和冲击的影响,因而允许采用较大的切削用量,进行高速切削或强力切削,有利于生产效率的提高。
(3)适用于有色金属的精加工 某些有色金属零件(铜合金、铝合金),材料的硬度低、塑性大,当工件表面粗糙度值要求较小时,用砂轮磨削容易堵塞砂轮,难以获得很光洁的表面。如果用金刚石车刀,在车床上以很小的背吃刀量(ap<0.15mm)和进给量(f<0.1mm/r)及很高的切削速度(vc≥300m/min)进行精细车削,加工精度可达IT6~IT5,表面粗糙度Ra值可以达到0.1~0.4μm。
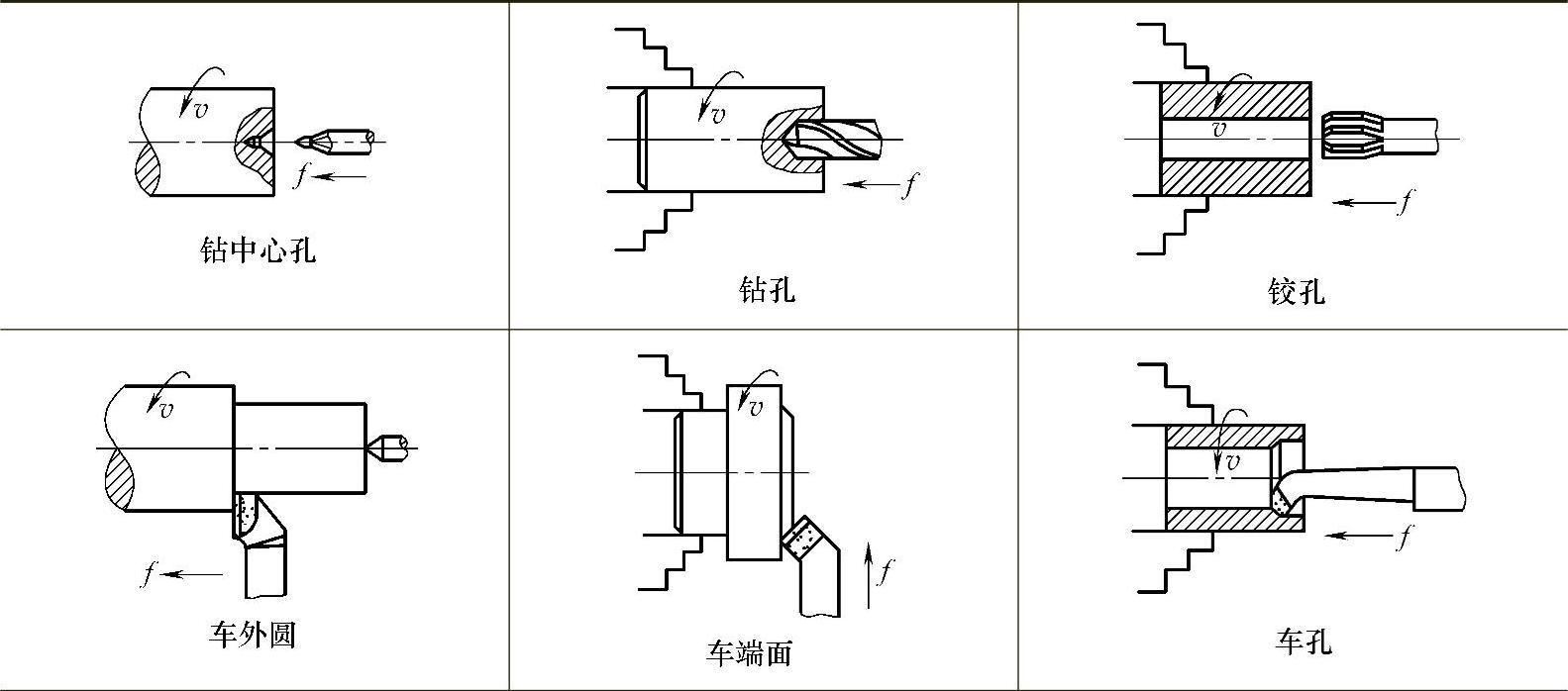
(4)适于加工回转表面,并易于保证各加工面间的位置精度 车床上加工工件时,工件表面的形状通常是由工件的旋转和刀具的移动两个运动组合而形成的。因此,各种回转表面(如内、外圆柱,圆锥,螺纹,成形面等)都适合在车床上进行加工,如表1-10所示。
车削加工时,工件是绕某一固定轴线回转,各表面具有同一回转轴线,故易于保证各加工面间的位置精度。例如在卡盘或花盘上装夹加工时,工件的回转轴线就是车床主轴的回转轴线;用前、后顶尖安装轴类工件,或利用心轴安装盘、套类工件时,回转轴线是两顶尖中心的连线,故易于保证各段外圆柱面间或内、外圆表面的同轴度。而工件端面与轴线的垂直度要求则由车床本身的精度来保证,主要取决于车床中拖板导轨与工件回转轴线的垂直度。(https://www.xing528.com)
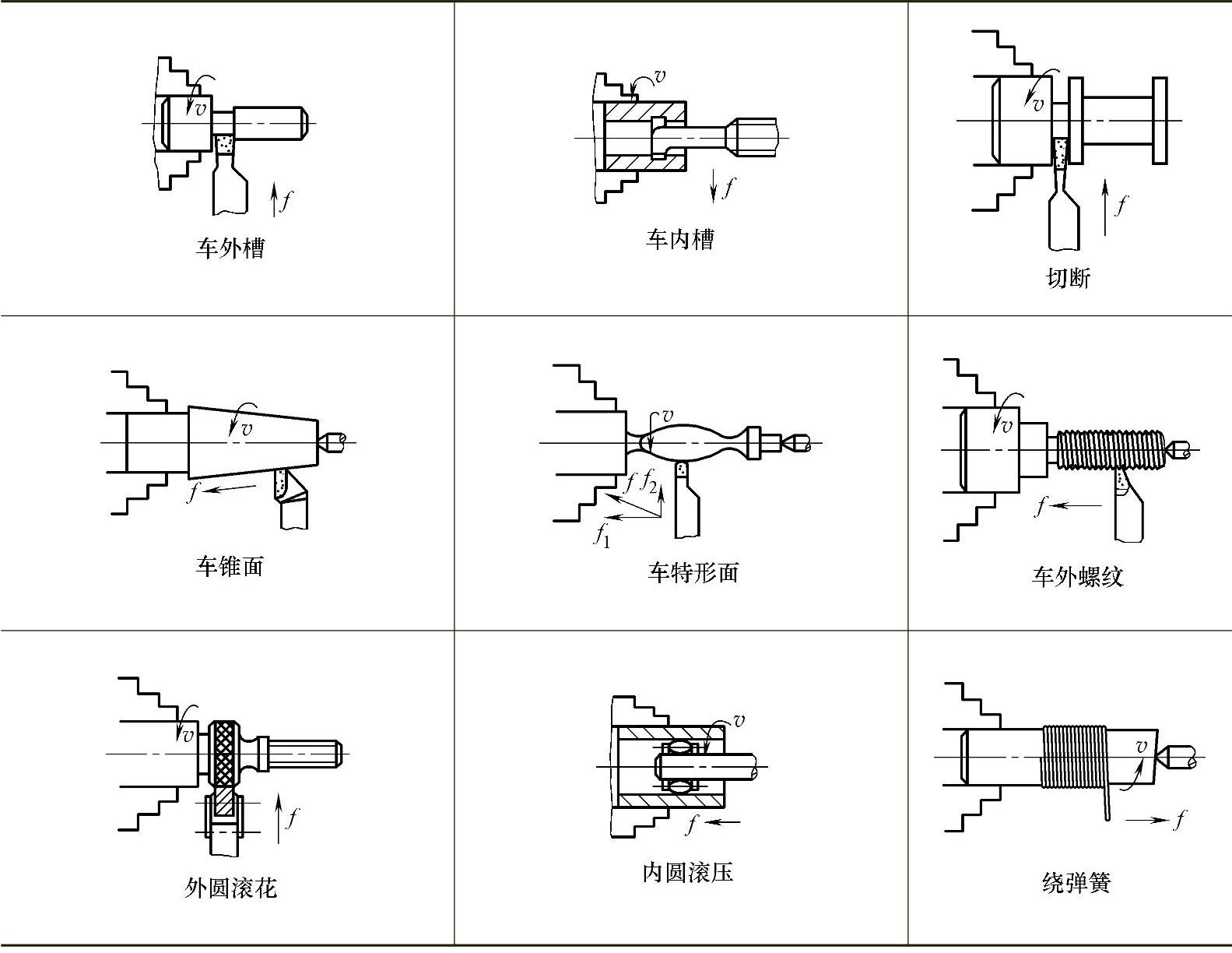
表1-10 卧式车床的基本工艺范围
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。