



1.AWC系统
AWC是自动宽度控制的英文缩写(Automatic Width Control),该系统安装于热轧机组粗轧区域立辊轧机中,是某热轧带钢厂的重要设备之一,其主要功能是控制热轧带钢的宽度精度,包括自动位置控制APC(Automatic Position Control)、带钢头部和尾部的宽度控制、短行程控制、轧制滑移量补偿和锥度补偿等。伺服液压缸在立辊轧机上的安装位置如图4-44所示。其主要作用是:在轧钢过程中,对轧辊进行精确定位,控制板材的轧制宽度,提高板形质量。
AWC液压伺服控制系统主要由液压站、伺服控制阀架、液压管路、伺服液压缸等部分组成。液压站主要由四台(三用一备)A4VS01250DR通轴斜盘式恒压变量柱塞泵、泵出口控制阀架和循环冷却过滤系统组成。压力油经泵出口控制阀架分别输向:压力为31.5 MPa的主油路和压力为18.0 MPa的控制回路。其中伺服阀架是该系统的核心部分,阀架的控制原理如图4-45所示,其液压回路由两部分组成:一是伺服阀控制回路,在轧机正常工作时,伺服阀控制AWC伺服液压缸工作,其功能是达到轧机轧辊辊缝定位和在线控制带钢宽度的目的;二是旁通回路(检修回路),当轧机停机检修时,伺服阀控制回路截断,旁通液压回路投入工作,用于检查检修后的AWC伺服液压缸动作情况。
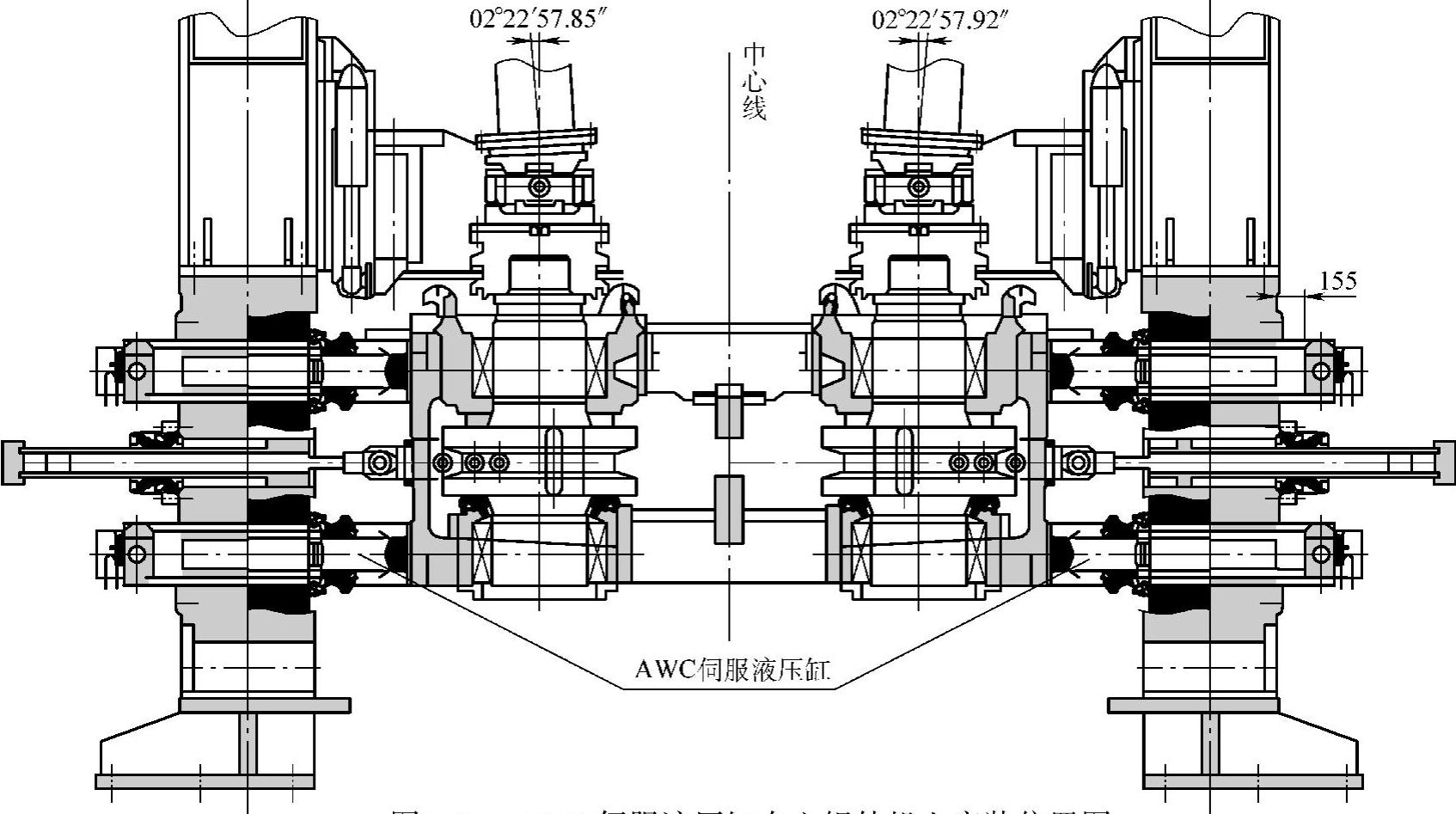
图4-44 AWC伺服液压缸在立辊轧机上安装位置图
AWC液压系统选用的伺服阀为MOOG公司的D792—S99JOQA6VSX2—O(用于E1立辊轧机上)和D792—S80JOQA6VSX2—O(用于E2立辊轧机上)两种型号的高响应伺服阀,两者的流量分别为1000L/min和800 L/min。
AWC液压系统的主要性能参数见表4-10。
表4-10 AWC液压系统主要性能参数
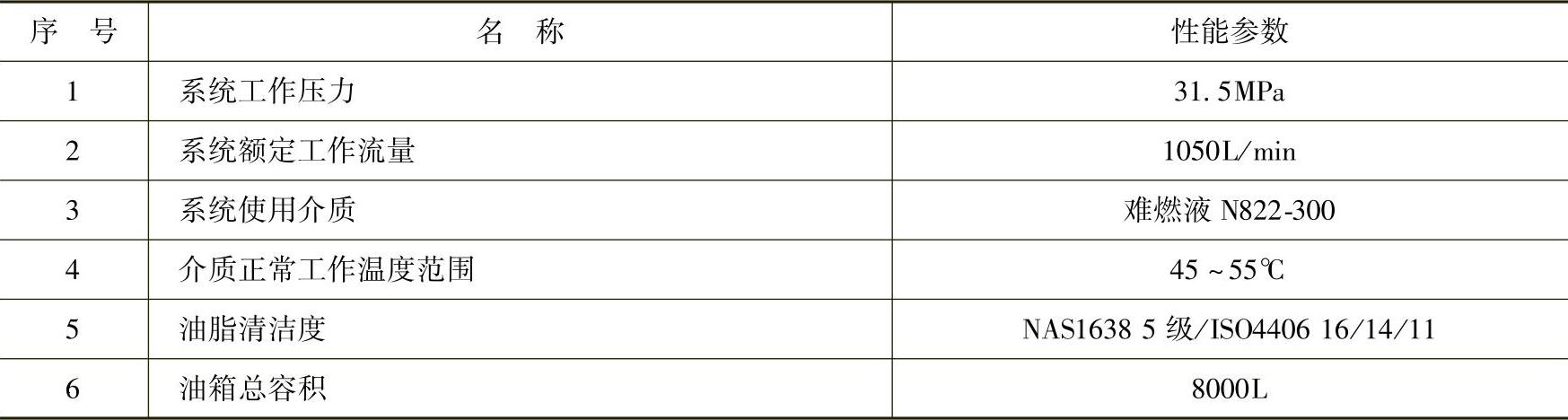
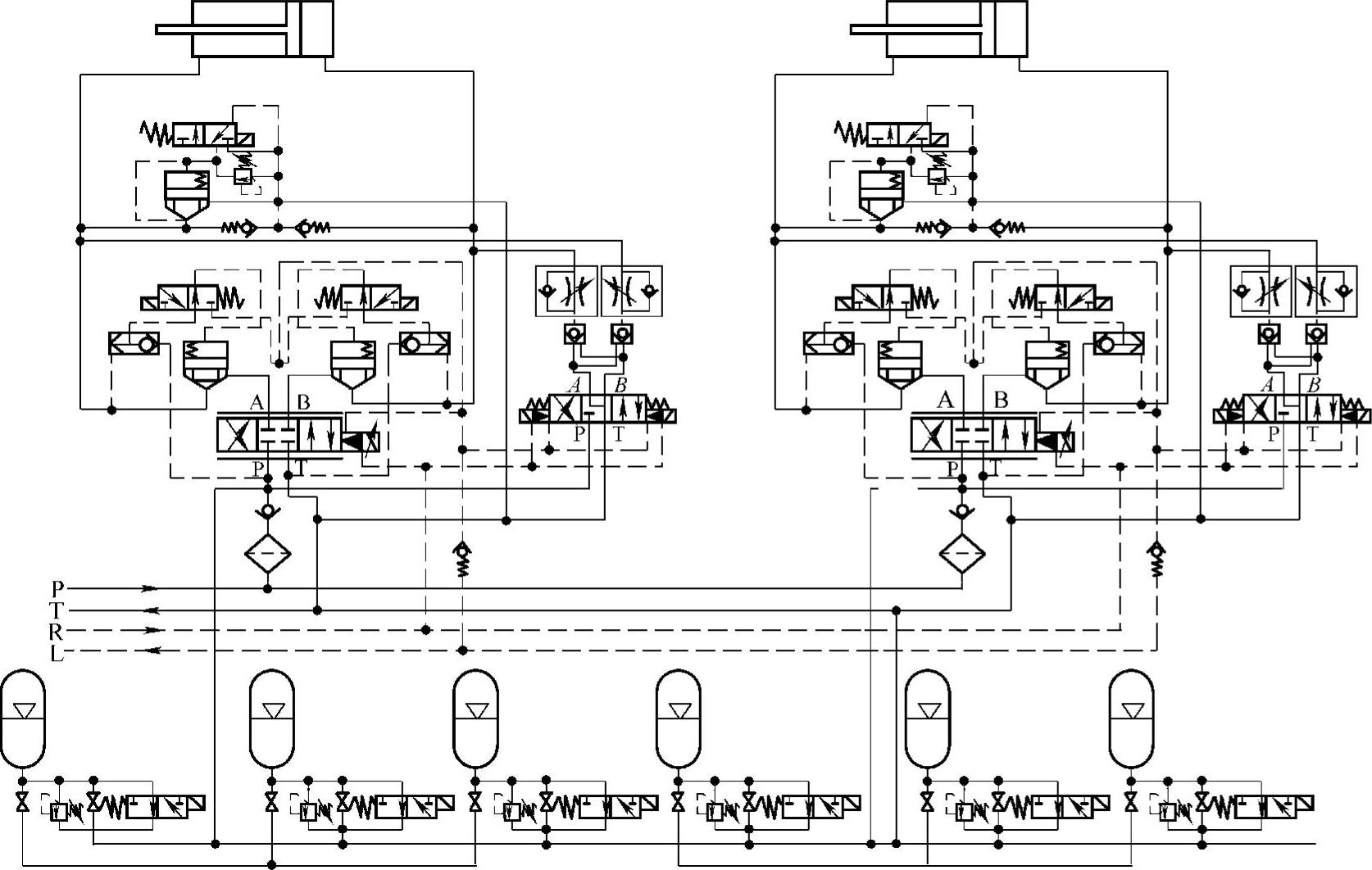
图4-45 AWC液压系统伺服控制阀架原理图
2.故障现象
在一次设备检修过程中,对AWC系统的伺服液压缸进行了更换,检修完成后,通过旁通回路控制伺服液压缸动作,并对其进行排气操作,液压缸动作平稳,无异常。但在对伺服液压缸进行标定测试时,发现其中一只伺服液压缸动作异常,该缸活塞杆伸出至最大行程位置便不再动作,而且失去控制,无论伺服阀的输入信号给定为多少,伺服液压缸还是停留在原位置上。
在控制阀架上手动控制旁通回路的电磁换向阀,该伺服液压缸动作平稳,工作正常。电气人员对系统的电气元件和线路进行了检测,均无异常。
图4-46、图4-47所示是采样获得的上、下伺服液压缸的伺服阀给定基准和伺服阀主阀芯的位置反馈信号曲线。
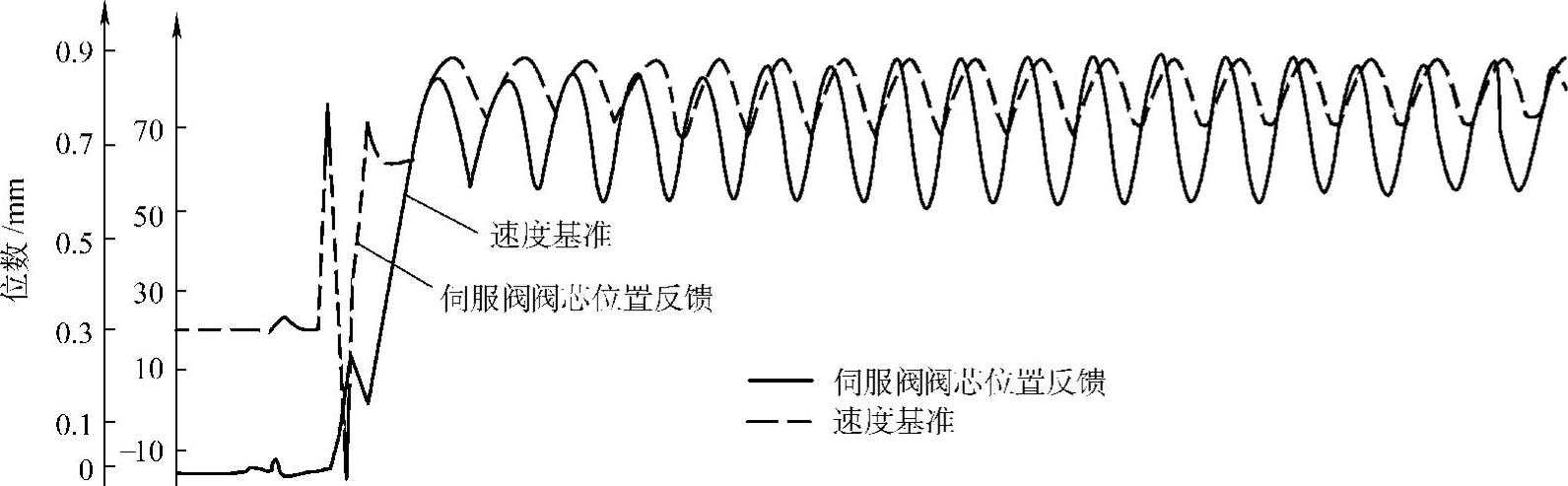
图4-46 上伺服液压缸的伺服阀给定基准和主阀芯位置反馈曲线(https://www.xing528.com)
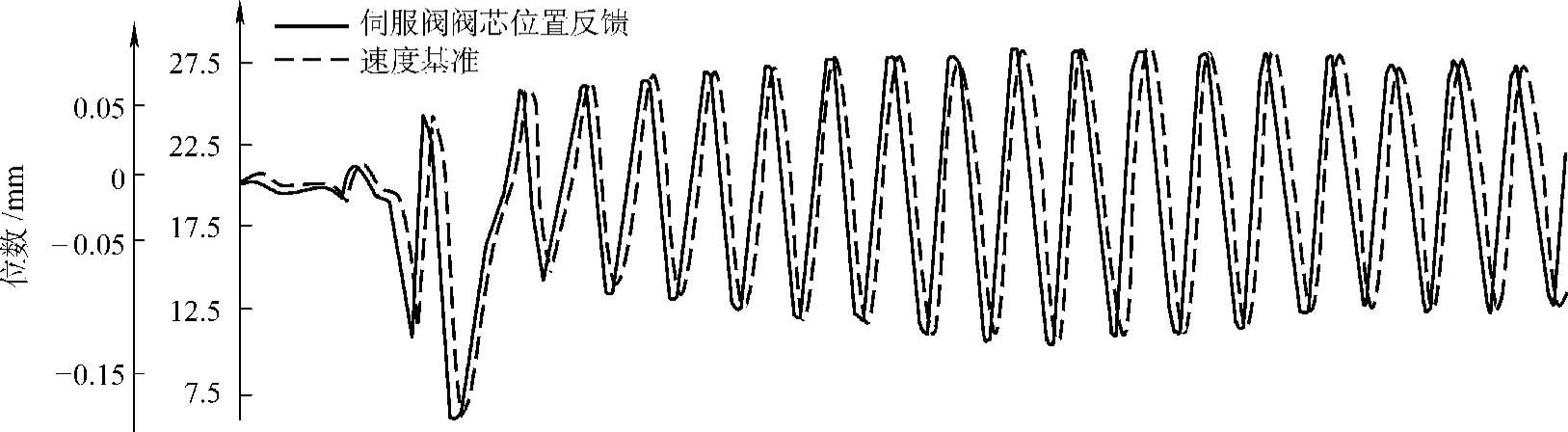
图4-47 下伺服液压缸的伺服阀给定基准和主阀芯位置反馈曲线
3.故障诊断
通过故障现象,旁通回路控制伺服液压缸动作正常,可以判断伺服液压缸没有故障,工作正常;通过伺服阀的检测曲线可知,在图4-46所示中,伺服阀的主阀芯位置反馈信号(E1_SvoFbOsTop)由20%跃升至80%附近,并发生振荡,反映到控制上伺服液压缸的伺服阀上,其主阀芯由“零点”位置偏移至最大位移处并发生振荡。在图4-47所示中,伺服阀的主阀芯位置反馈信号(E1_SvoFbOsBot)在20%附近振荡,反映到控制下伺服液压缸的伺服阀上,其主阀芯在“零点”位置处发生振荡。这些现象恰好与故障现象中“伺服液压缸活塞杆伸出至最大行程位置便不再动作”相符。
结合同一侧上下伺服液压缸的伺服阀的给定基准和主阀芯位置反馈曲线,可以得到以下结论:由于AWC控制系统是闭环控制系统,输入信号和反馈信号不断比较进行调节,故上伺服阀主阀芯在最大位移处受到输入基准信号调节的影响,有始终使主阀芯回到零位的趋势而出现振荡。下伺服阀主阀芯在零位出现振荡,是因为两个伺服阀控制的伺服液压缸处在同一侧,并且互相影响,下伺服阀主阀芯的振荡是因上伺服阀主阀芯的振荡而引起的。故障出在控制上伺服液压缸的伺服阀上。
4.分析
打开伺服阀主阀芯端盖检查,发现伺服阀端盖上定位销脱离了主阀芯的定位孔,直接抵挡在伺服阀的主阀芯端面上,如图4-48所示。伺服阀正常工作时,主阀芯定位销孔与端盖定位销的位置应如图4-49所示。
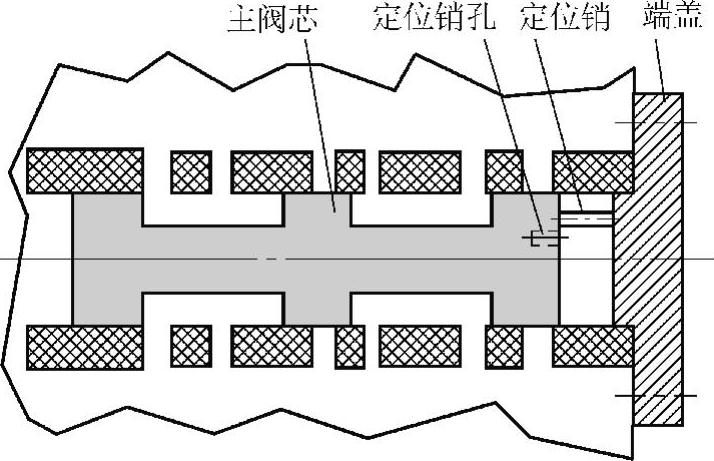
图4-48 定位销脱离定位销孔时的示意图
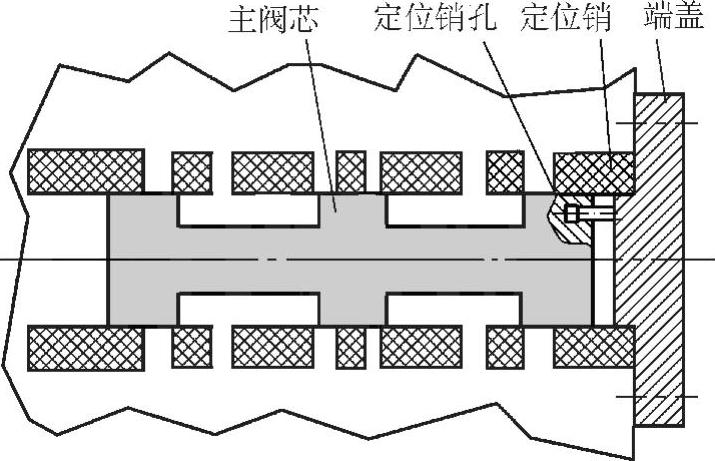
图4-49 定位销在定位销孔时的示意图
出现定位销脱离定位销孔的故障现象,主要原因是:伺服液压缸在作测试时,液压缸的活塞快速运动,若无杆腔进油,则需要供应大流量的油液,此时,伺服阀主阀芯开口度达到最大位置,如果还达不到此时伺服液压缸的流量要求,伺服阀主阀芯则可能超过其最大行程,从而满足流量的需求。伺服液压缸不断快速运动的同时,伺服阀的主阀芯也在不断地超越其最大行程作往返运动,在此间,伺服阀的主阀芯就会沿着其中心线发生偏转,随着偏转角度的不断增大,最后就会出现图4-48所示的现象。
5.措施
伺服阀端盖定位销的原长度为8 mm,重新制作定位销,长度增加2 mm。将新制作的10mm长的定位销装在伺服阀上,AWC系统自此以后没再出现类似故障现象。
AWC系统这种故障完全出自伺服阀的选型,选用伺服阀的额定流量较现场实际所需的流量偏小,设计时考虑的余量过小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。