



【摘要】:在图4-24所示的轧机液压压下伺服控制系统中,有目的地选择适当的检测点,可以得到相应的频率特性。图4-24 轧机液压压下伺服控制系统a)轧机液压压下伺服控制系统方框图 b)FFT分析仪示意图表4-7 轧机故障及症状对应表动态特性分析也可在时域内进行,上述轧机液压系统压下过程可近似地看成输入一阶跃信号。检测阶跃响应,并与正常状态下的响应特性作对比,即可确定轧机液压压下系统状态以及发生故障的原因与部位。
某轧机液压压下伺服控制系统如图4-24所示,图4-24所示中液压压下缸作用在下支承辊上。
用传递函数方法进行液压伺服系统故障诊断的基本思路是,在伺服系统的控制信号上施加一个微弱的白噪声信号(即采用白噪声激励)测定控制系统整体或者机械部分或者电气部分的传递函数,把测得的传递函数进行对比分析,得出故障程度和故障部位的结论。
进行上述诊断工作,需要测定传递函数的专门仪器(如FFT分析仪),而在软件方面,则需要建立一个标准数据库(包括图表),用于对比分析。
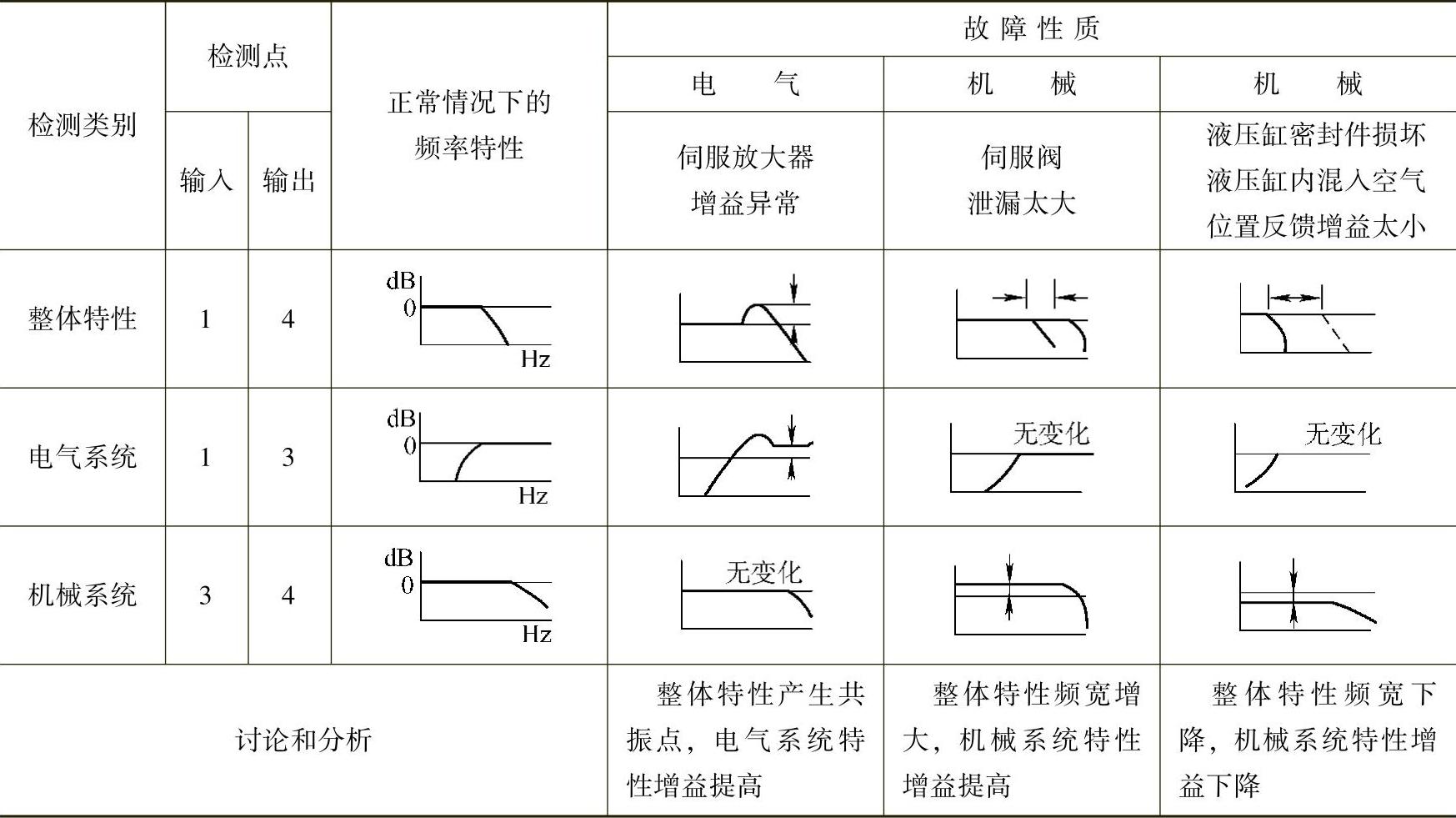
当系统发生故障时,其整体特性和发生故障部分的特性将发生变化,而没有发生故障部分的特性不会发生变化。在图4-24所示的轧机液压压下伺服控制系统中,有目的地选择适当的检测点,可以得到相应的频率特性。根据频率特性就可以判断系统中故障的原因和部位。具体内容见表4-7。
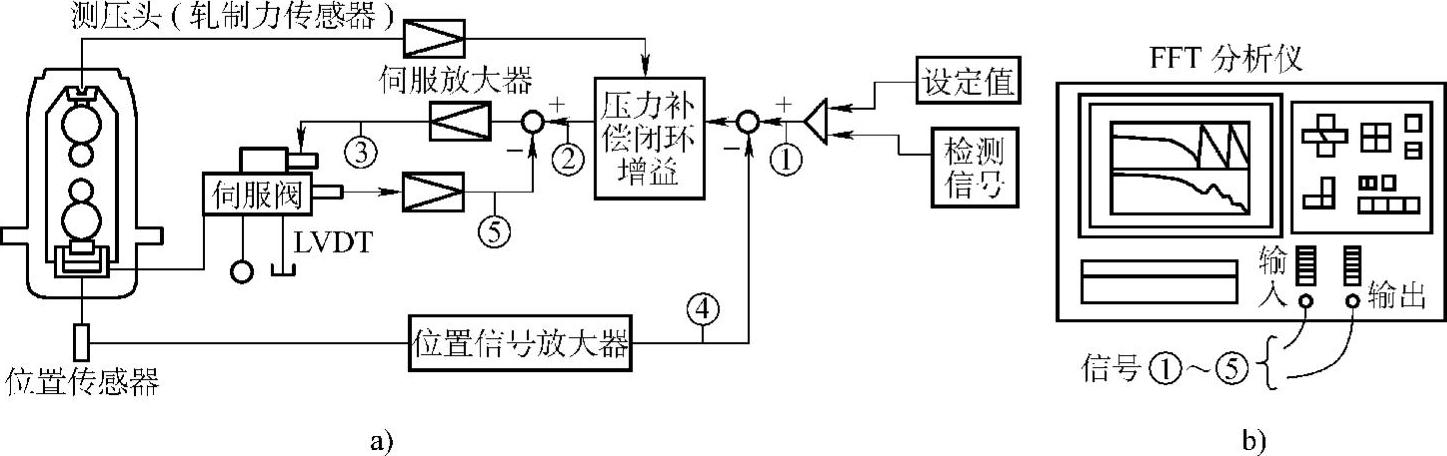
图4-24 轧机液压压下伺服控制系统(https://www.xing528.com)
a)轧机液压压下伺服控制系统方框图 b)FFT分析仪示意图
表4-7 轧机故障及症状对应表
动态特性分析也可在时域内进行,上述轧机液压系统压下过程可近似地看成输入一阶跃信号。检测阶跃响应,并与正常状态下的响应特性作对比,即可确定轧机液压压下系统状态以及发生故障的原因与部位。图4-25所示是各状态下系统阶跃响应的情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。