



在数控系统中,进行运动控制的指令有准备功能代码(G代码)和进给速度功能代码(F代码),进行逻辑控制的指令有辅助功能代码(M代码)、主轴速度功能代码(S代码)以及刀具功能代码(T代码)。
1.准备功能代码(G代码)
准备功能代码用地址G及其后的数值表示,如G00、G01、G02、G90、G71等。G代码分为以下两种:
(1)非模态G代码 该类代码只在指令它的程序段中有效,又称为一次有效G代码。在G代码表中编为00组。除G10和G11外,00组的G代码都是非模态G代码。如G04、G71、G73等。
(2)模态G代码 该类代码一旦被指令,则一直有效,直到被同组的其他G代码取代为止。模态G代码按其功能进行分组。在编程时,若在同一程序段中指令了两个以上同组的G代码,则最后被指令的G代码有效。
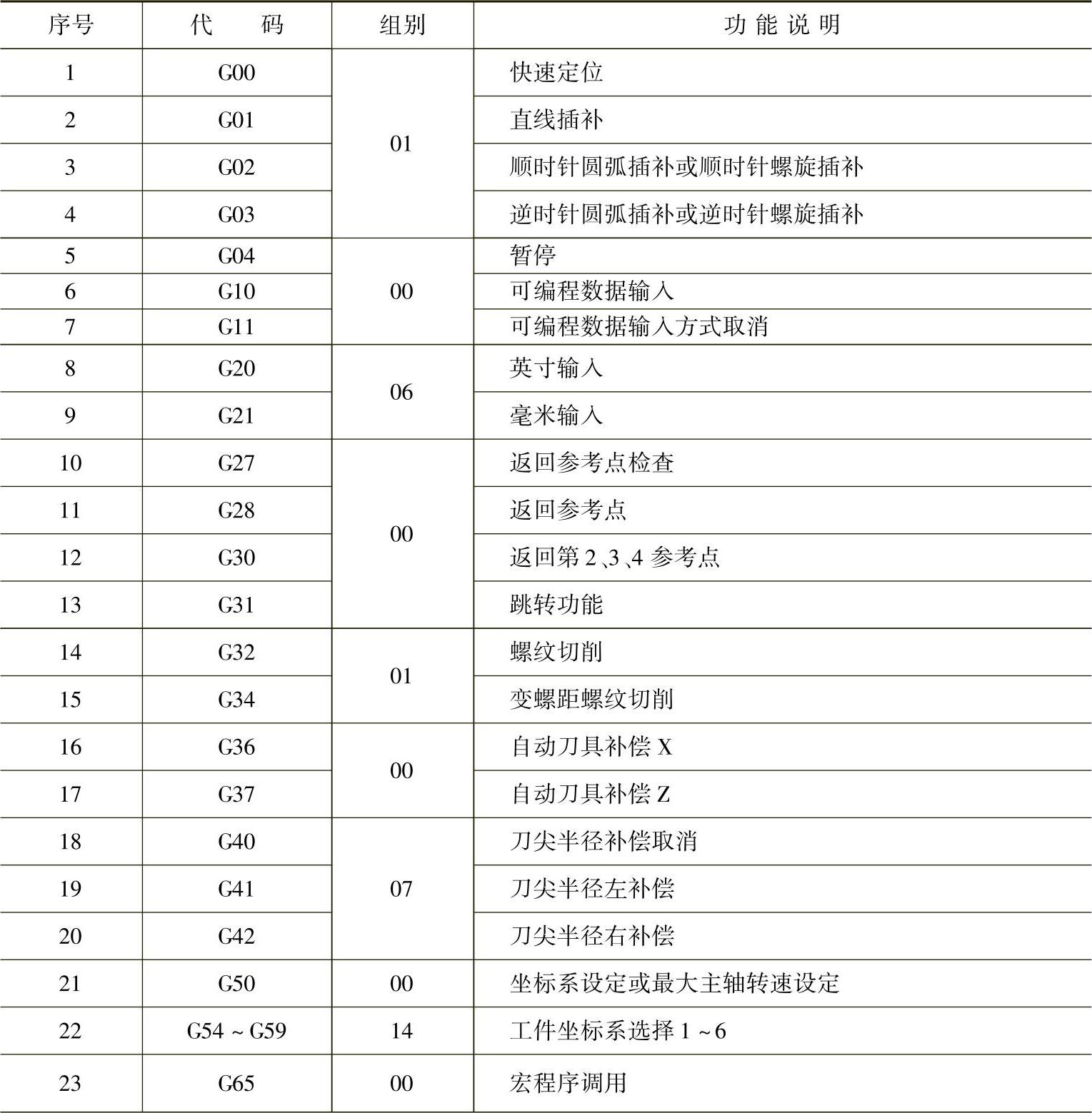
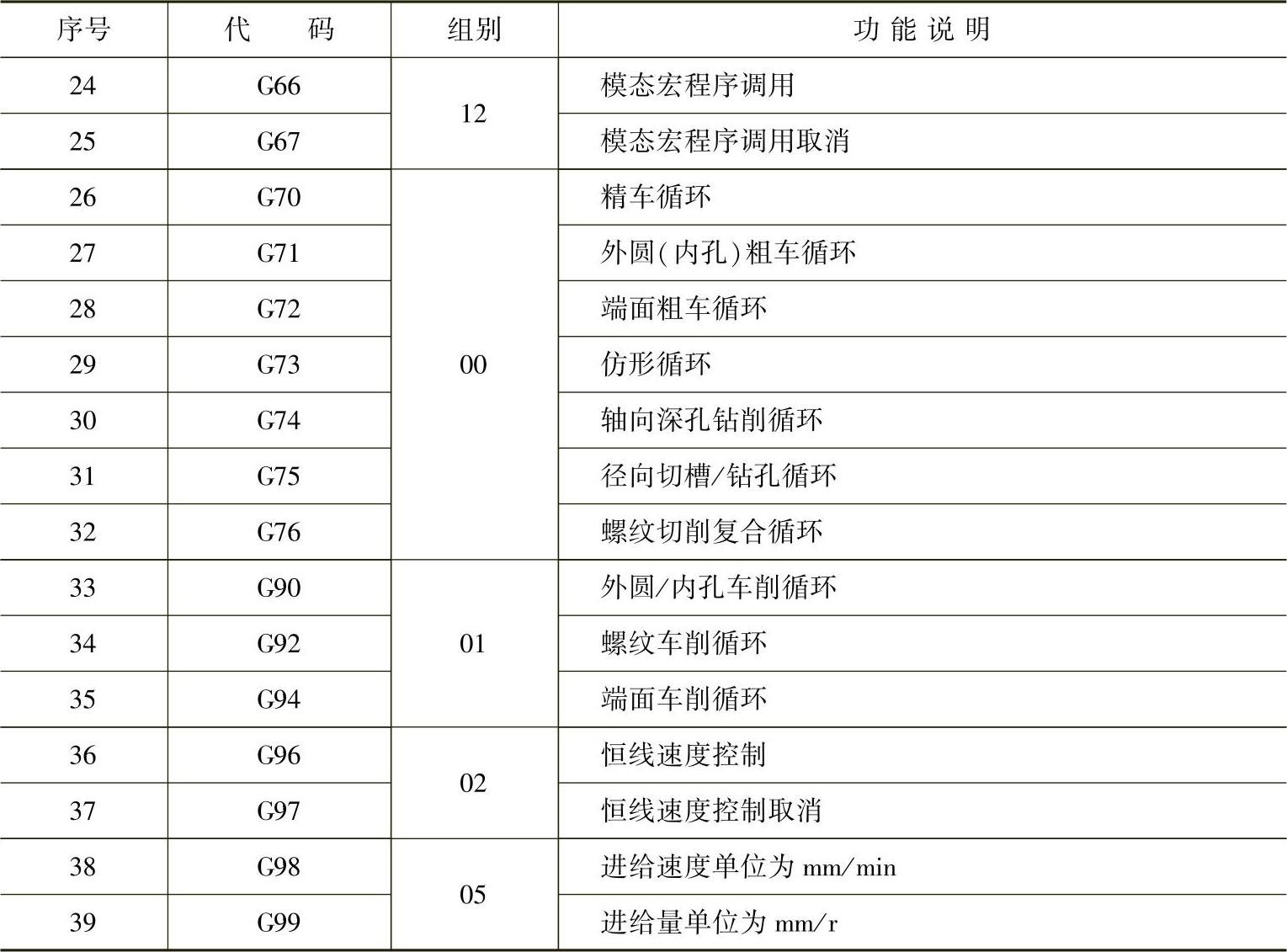
FANUC 0i—TC系统的准备功能代码见表2-5。
表2-5 FANUC 0i—TC系统的准备功能代码
(续)
2.进给速度或进给量功能代码(F代码)
F代码后面的数字表示刀具的进给速度或进给量,单位为mm/min或mm/r,如F0.2、F0.05、F2等。
3.辅助功能代码(M代码)
辅助功能代码由M及其后的两位数字表示,从M00~M99,它一般控制机床的顺序逻辑动作,如主轴的转动、停止,切削液的打开、关闭,卡盘的夹紧、松开等。
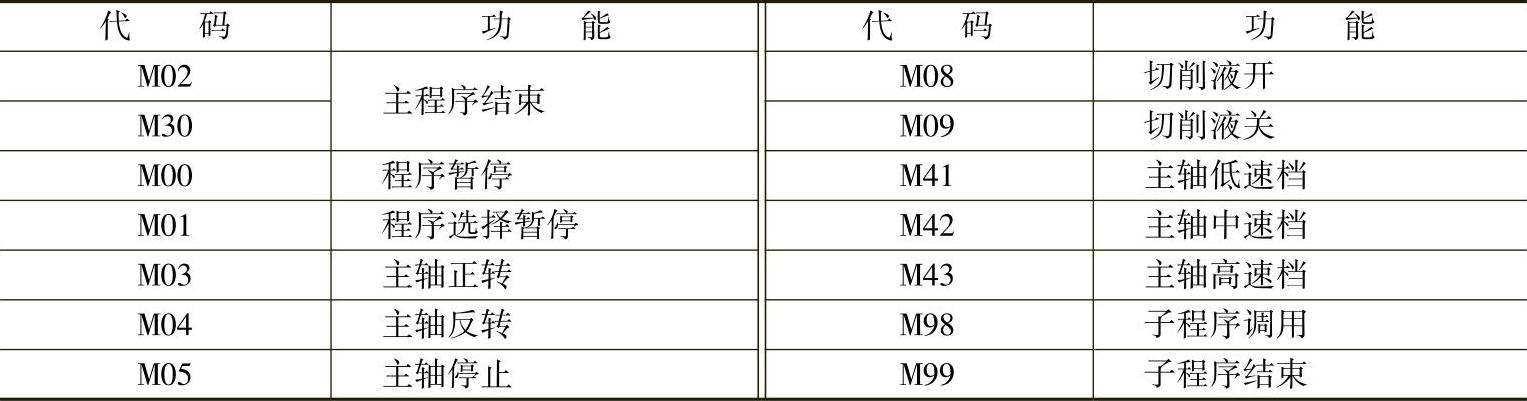
FANUC 0i—TC的辅助功能代码见表2-6。
表2-6 FANUC 0i—TC的辅助功能代码
说明:
1)M02和M30都表示主程序结束,执行该指令后自动运行停止且CNC装置被复位,控制返回到程序的开头。
2)M00与M01有所区别,在包含M00的程序段被执行后,自动运行暂停,按下操作面板上的循环启动按钮即可以使自动运行继续执行;与M00相似,在包含M01的程序段被执行以后,自动运行暂停,但M01功能是否被执行是由操作面板上的“选择停”开关控制的,当此开关处于“ON”状态时,M01被执行,反之被跳过。(https://www.xing528.com)
4.主轴速度功能代码(S代码)
主轴速度功能代码由地址S和其后的数值表示,用于控制主轴转速。一般用于主轴电动机为无级变速的机床,如S1000,表示主轴转速为1000r/min。
5.恒线速度控制代码(G96、G97)
线速度v(m/min)是指工件上某一点的圆周速度,v=πDn/1000,D为该点的直径(mm),n为主轴转速(r/min)。比如,车较大的端面时,随着刀尖向工件中心移动,D在不断地减小,在这种情况下采用恒线速度控制,就可以使刀具的切削速度保持恒定,从而使工件端面获得均匀的表面粗糙度值。恒线速度控制的指令如下:
G96 S_;
其中S为线速度(m/min)。如G96 S600;
S后面指令的线速度是恒定的,系统根据线速度计算出主轴转速,并把与其对应的电压送给主轴控制单元,使主轴的转速随着刀具的位置变化,从而保持线速度不变。
取消恒线速度控制的指令如下:
G97 S_;
其中S为主轴转速(r/min)。如G97 S600;(取消恒线速度控制,主轴转速为600r/min)
为了安全起见,需要用指令限制主轴的最高转速,该指令是:
G50 S_;
如G50 S1800;
其中S为用来实现恒线速度控制的主轴最高转速(r/min)。这样,在进行恒线速度控制时,当主轴转速大于指定的速度时,则被限制在所设定的最高转速上。
恒线速度控制在切削螺纹时也有效。在切削端面螺纹和锥螺纹时,在同一刀的切削过程中,主轴转速会随着零件的直径变化而变化,产生较大的加工误差。因此,在加工之前应该用G97指令及时地取消恒线速度控制。
6.刀具功能代码(T代码)
地址T与后续数字表示的T代码可以用来选择机床刀架上的刀具,使其到达切削位置。代码格式为:
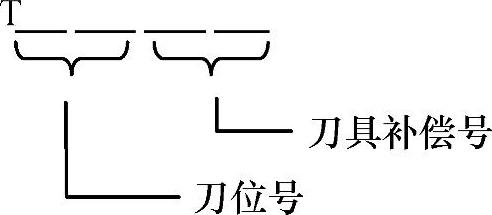
T后面的前两位数为刀位号,后两位数为刀具补偿量的组别号,如T0404。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。