



【摘要】:程序段和顺序号 数控程序是由一系列指令组成的,一个程序语句称为一个程序段。程序段之间用“;”隔开。顺序号又称为程序段号,放在每个程序段的开头,由地址N符和后面的5位数字组成。如N100 G01 X23 Z-20 F0.06;程序段的组成 程序段是由功能字组成的,功能字由地址符和数字组成。程序结束指令 程序结束指令放在程序结束处,其中,主程序结束用M02或M30,子程序结束用M99。
一个完整的数控车削加工程序由程序号、程序段和程序结束指令组成,例如:
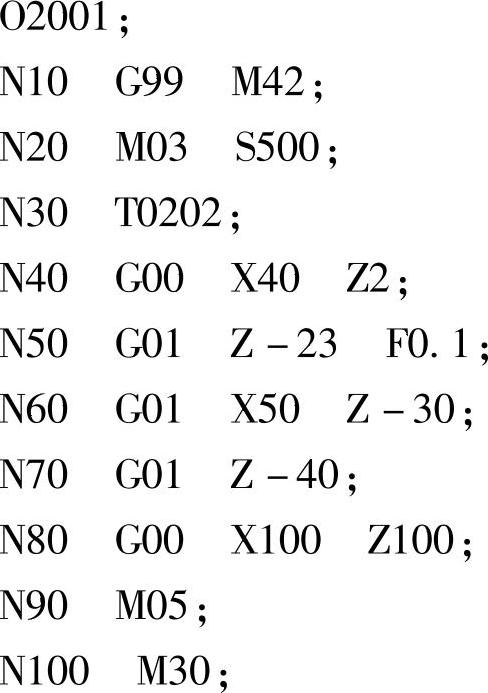
以上程序由10个程序段组成,程序号为O2001,最后一个程序段为程序结束指令,N10~N100为程序段号。
对于加工程序各组成部分分别介绍如下:
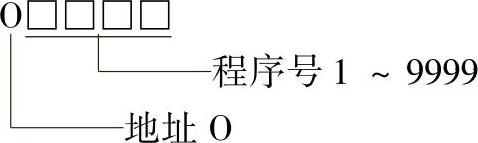
(1)程序号 为了识别存储在存储器中的程序,给每一个程序分配一个程序号,它由地址符O紧接4位数字组成,放在程序的开头。
(2)程序段和顺序号 数控程序是由一系列指令组成的,一个程序语句称为一个程序段。程序段之间用“;”隔开。顺序号又称为程序段号,放在每个程序段的开头,由地址N符和后面的5位数字(1到99999)组成。通常按加工步骤的顺序指定顺序号,根据需要,可以对全部程序段指定顺序号,也可以仅对部分程序段指定顺序号。
如N100 G01 X23 Z-20 F0.06;(https://www.xing528.com)
(3)程序段的组成 程序段是由功能字组成的,功能字由地址符和数字组成。

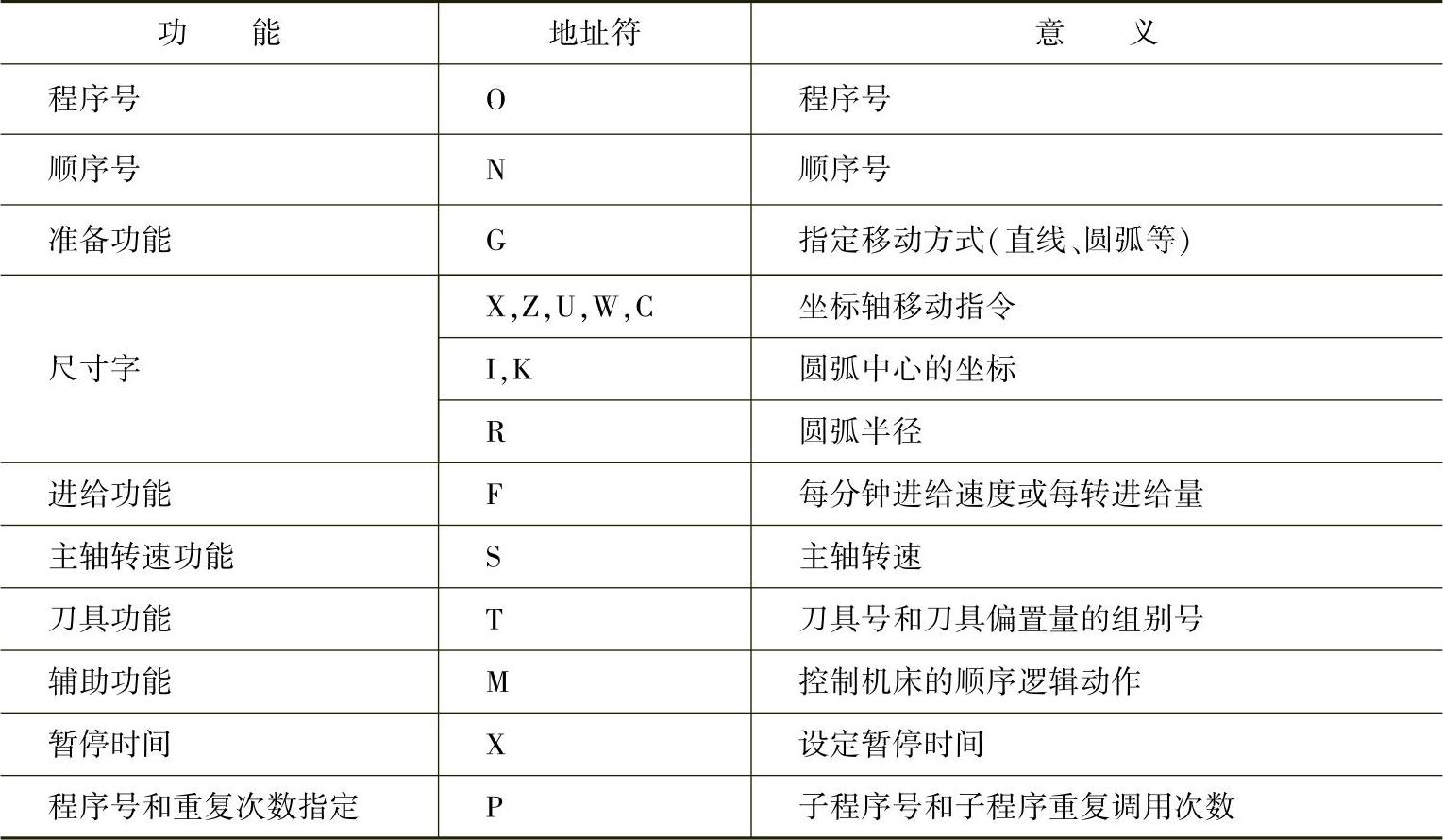
FANUC 0i—TC系统的主要功能和地址符见表2-4。
表2-4 FANUC 0i—TC系统的主要功能和地址符
(4)程序段的跳过 在程序段的开头输入“/”字符,并且在机床操作面板上选择“段跳”功能,即可在执行程序时跳过该程序段。
(5)程序结束指令 程序结束指令放在程序结束处,其中,主程序结束用M02或M30,子程序结束用M99。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。