



在使用名义上形成奥氏体的填充金属,如308L和309L钢时,经常产生凝固裂纹。如果根部焊道金属或其他焊道金属被碳钢严重稀释,由于填充金属没有充分的铁素体含量储备,或者是被过度稀释,焊缝凝固的初始析出相将会是奥氏体。图9-9示出了在连接A36结构钢和304L不锈钢的埋弧焊角焊缝中的凝固裂纹。注意:焊缝金属中和304L连接的部分以及与A36连接的部分金相腐蚀后形貌是不一样的。腐蚀轻的部分显示凝固初始析出相是铁素体,而腐蚀深的部分凝固初始析出相是奥氏体。沿着中心线有一条凝固裂纹,但从断面上看,不是在全体焊缝的中心线上,而是在凝固初析相为奥氏体的深腐蚀区域的中心线上。由于焊缝金属被过度稀释,在整个焊道上测得的FN仅有0.8。
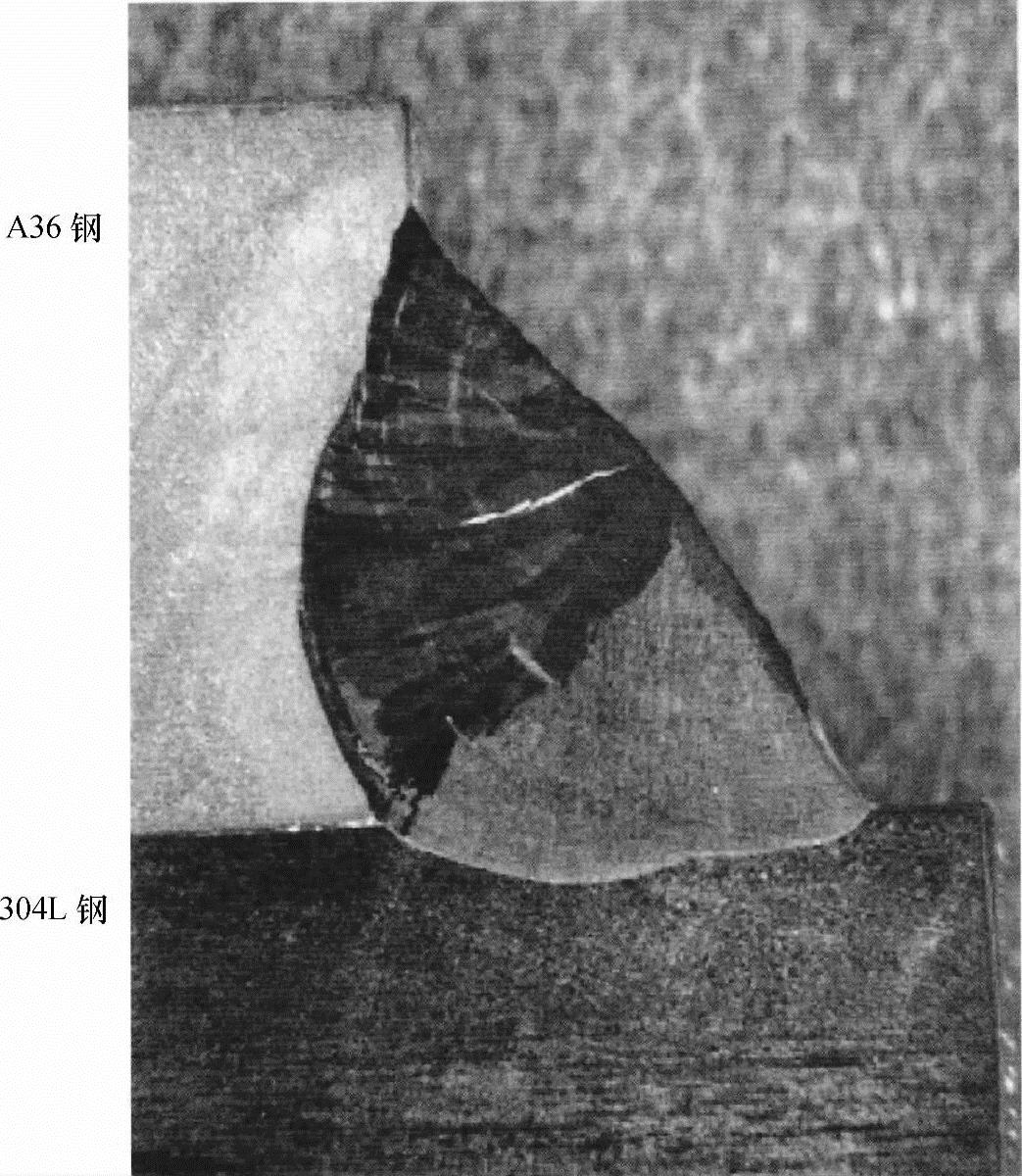
图9-9 连接A36钢和304L不锈钢的309L埋弧焊角焊缝中的凝固裂纹
(引自Kotecki和Rajan[18])
另外一个异种金属焊接时产生凝固裂纹的例子示于图9-10。这是用308L型填充金属和GTAW进行A308压力容器钢和347不锈钢的厚板焊接时产生的。焊缝的主体是以FA模式凝固的,其铁素体含量范围是FN=6~8,图9-10所示的最后的那道焊缝,由于母材稀释率很高而以全奥氏体的模式凝固,因而产生了中心线上的凝固裂纹。通过较好地控制焊接过程(调整焊炬位置和热输入)成功地减少了稀释率,保持以FA模式凝固而避免了裂纹。(https://www.xing528.com)
如9.2.1节所述Schaeffler和WRC-1992相组分图可以用来估计焊缝金属不会转变为对裂纹敏感的全奥氏体的最大稀释率。如果对异种金属焊缝规定了铁素体的确切含量,或者知道要求多少含量,那么扩展的WRC-1922相组分图就特别有用。
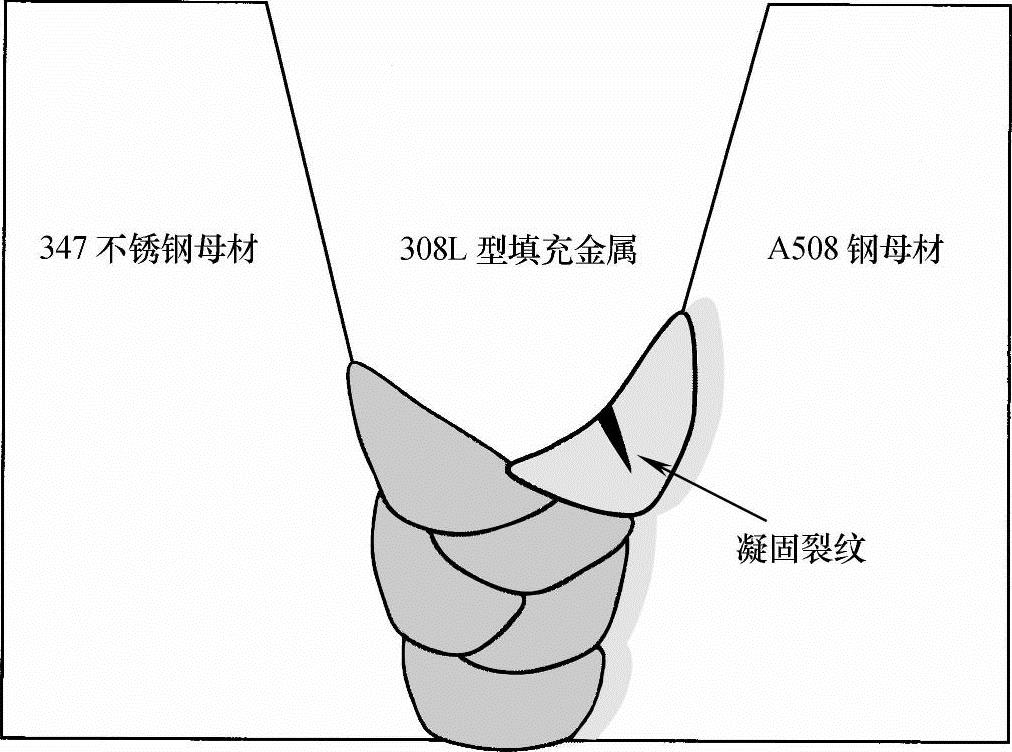
图9-10 用308L填充金属焊接A508压力容器钢和347不锈钢得到的异种金属焊缝内的凝固裂纹。注意:由于该焊道被A508母材过度地稀释,使凝固的初析相从铁素体变为奥氏体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。