



如图7-3所示,在高于生成α′析出相的温度,会生成金属间化合物的析出相,最重要的金属间化合物是σ相(近似为FeCr)。尽管同时也生成χ相(Fe36Cr12Mo10或近似为Fe3CrMo)。金属间化合物大概于570℃(1000℉)开始形成,在800~850℃(1470~1560℉)形成最快,而在高于大约1000℃(1830℉)时(取决于合金的成分),会再次溶解。
在焊接HAZ和再热的焊缝金属中,总有一些区域一次或多次地在形成σ相或其他金属间化合物的570~1000℃温度区间停留。一般讲,对w(Cr)=22%的双相不锈钢,在焊态下金属间化合物形成不显著;然而对于w(Cr)=25%的双相不锈钢金属间化合物形成很快,在焊态下不能完全避免形成这种相,但是如果这些相只限于形成小的不连续的区域,它们对焊缝力学性能几乎没有影响[29]。双相不锈钢焊件,特别是其中装有铸件的,可能要求退火以优化其组织。轧制双相不锈钢的标准ASTM A240和铸造双相不锈钢的标准ASTM 890都要求在不低于1040℃(1900℉)温度下进行退火,接着进行水淬。然而在为焊件选择退火温度时需要考虑在填充金属中提高了镍含量,Grobner[30]发现在双相不锈钢中增加镍的含量将提高σ相保持稳定的最高温度。图7-20示出了Grobner相图。
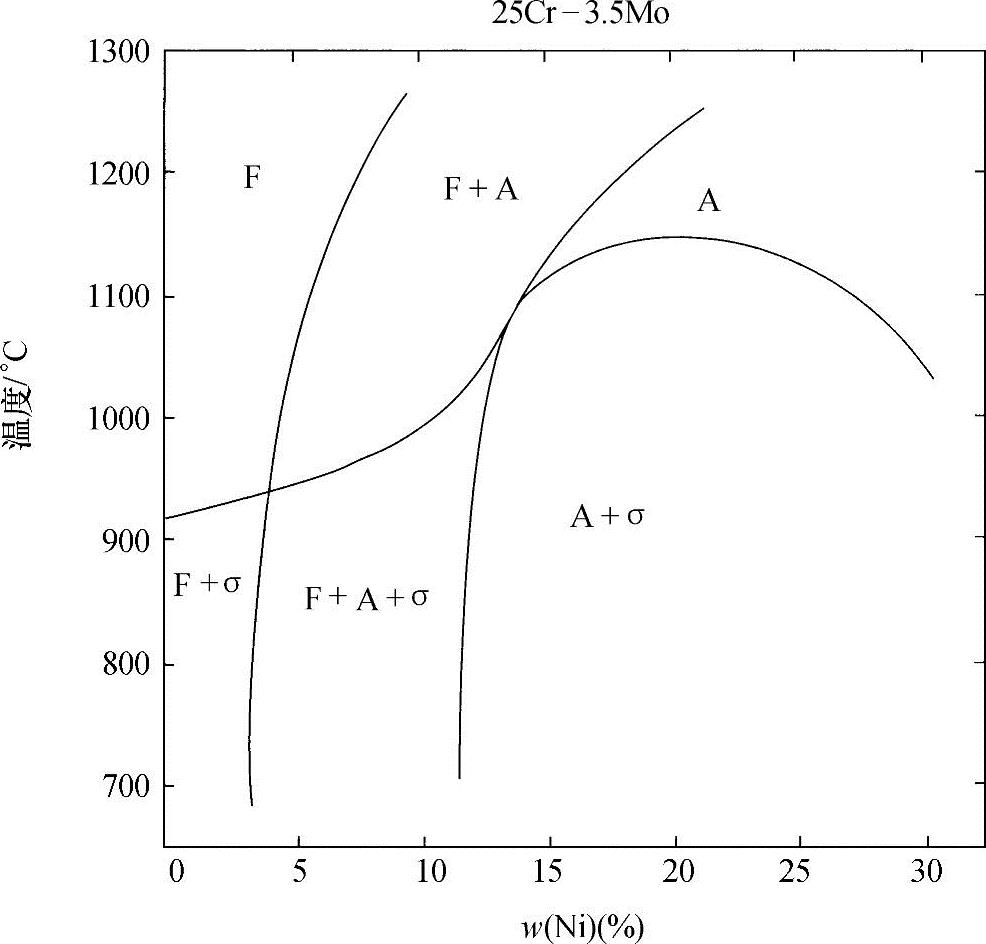
图7-20 Grobner相图,显示增加镍含量提高了σ相保持稳定的温度
(引自Grobner[30],AMAX金属公司授权)(https://www.xing528.com)
对w(Ni)=8%~10%的2205和255双相不锈钢的焊缝金属,即使在1040℃(1900℉)退火还生成了大量的σ相[31],使断后伸长率仅为4%或更低。图7-21示出了w(Ni)=8.3%的2205钢焊缝金属在1065℃(1950℉)退火4h后生成的σ相和铁素体和奥氏体的混合组织。一些σ相在1095℃(2000℃)退火后仍然存在,只有在1120~1150℃(2050~2100℉)退火后才能消除σ相。
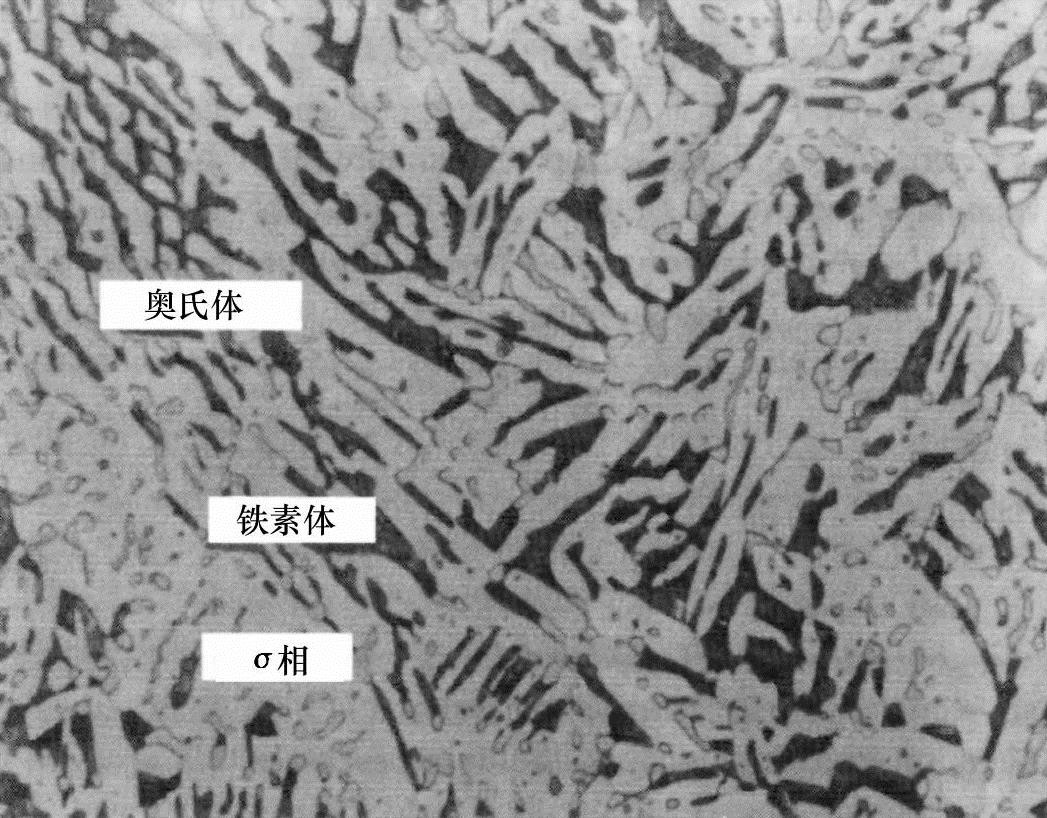
图7-21 w(Ni)=8.3%的2205钢焊缝金属在1065℃(1950℉)退火4h后形成的组织
从耐腐蚀的观点看,对提高了镍含量的焊缝金属,为了消除σ相而提高退火温度是不合适的。因为在铁素体中保留了过多的固溶氮(如图7-5所示),而从1120~1150℃(2050~2100℉)温度区间淬火后会形成一些氮化物析出物。为了避免析出氮化物,设计了分步退火程序:在1150℃保温消除所有加热时形成的σ相,然后炉冷到1040℃(1900℉)保温2h后淬火。这样在加热时形成的σ相在1150℃下溶解,而在1040℃σ相必须重新成核,但是在这个温度形核很慢(如图7-3所示),在其成核之前进行淬火就可以得到高延性和高韧度的焊缝金属[31],需要指出的是:在退火温度1040℃时,双相不锈钢的强度很低,因而必须在热处理过程中采取措施稳妥地支撑焊接部件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。