



表7-1列出了多种双相不锈钢母材金属的成分。值得注意的是:其中的两种钢329型轧制钢和CD4MCu钢,在各自的ASTM A240和ASTM A890规范中未要求氮的含量。这两种钢是在尚未意识到氮的重要性之前开发的,它们被认为是很难焊接的钢。此后为了改进焊接性和耐腐蚀性,在ASTM规范UNS S32950钢和CD4MCuN钢中已经分别加进了有关加入氮的修改。
表7-1 铁素体-奥氏体双相不锈钢成分
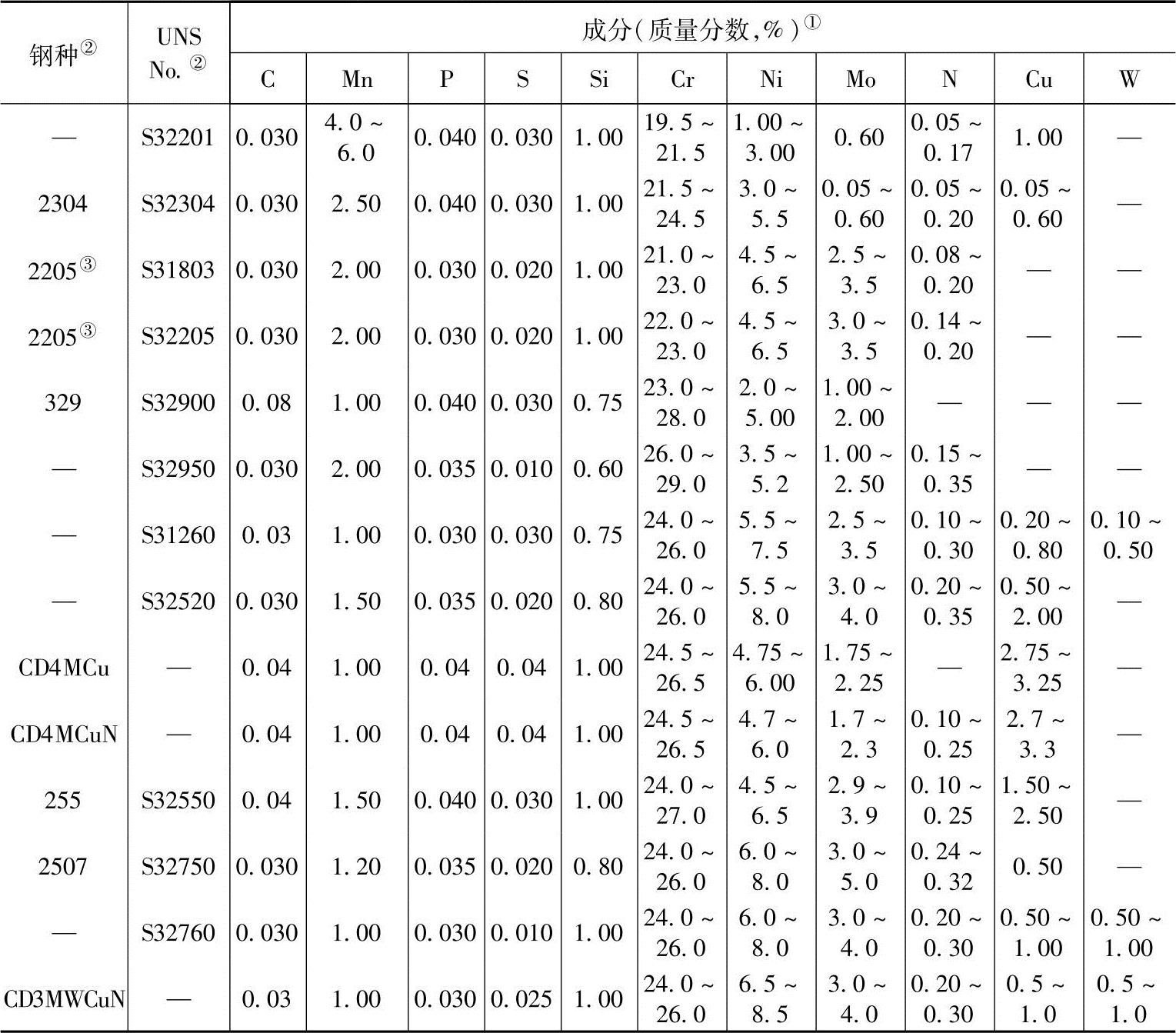
①单个值表示最大值。
②成分是分组排列的,先按相似的Cr含量,再按相似的N含量,然后是Mo。
③原先2205型成分是在S31803成分范围内,然而当知道低的氮含量会在焊缝HAZ中生成不合适的相组分后,在2000版的ASTM标准1.03卷中的ASTM A240/A240M-99a把2205型的成分规定在UNS S32205成分范围内。
选用焊接材料是要在熔敷金属中得到正确的相平衡成分,并提供不低于母材的耐腐蚀能力。为了在焊接快速冷却时能促使在熔敷金属中形成奥氏体,要在焊接填充金属与母材正常匹配的成分中提高镍的含量。譬如用于典型的母材2304钢和2205钢(其Ni的质量分数仅为5%)的填充金属是AWS ER/E2209,其Ni的名义质量分数高达9%。表7-2列出了AWS标准中的几个填充金属的成分。(https://www.xing528.com)
表7-2 铁素体-奥氏体双相不锈钢焊接填充金属成分
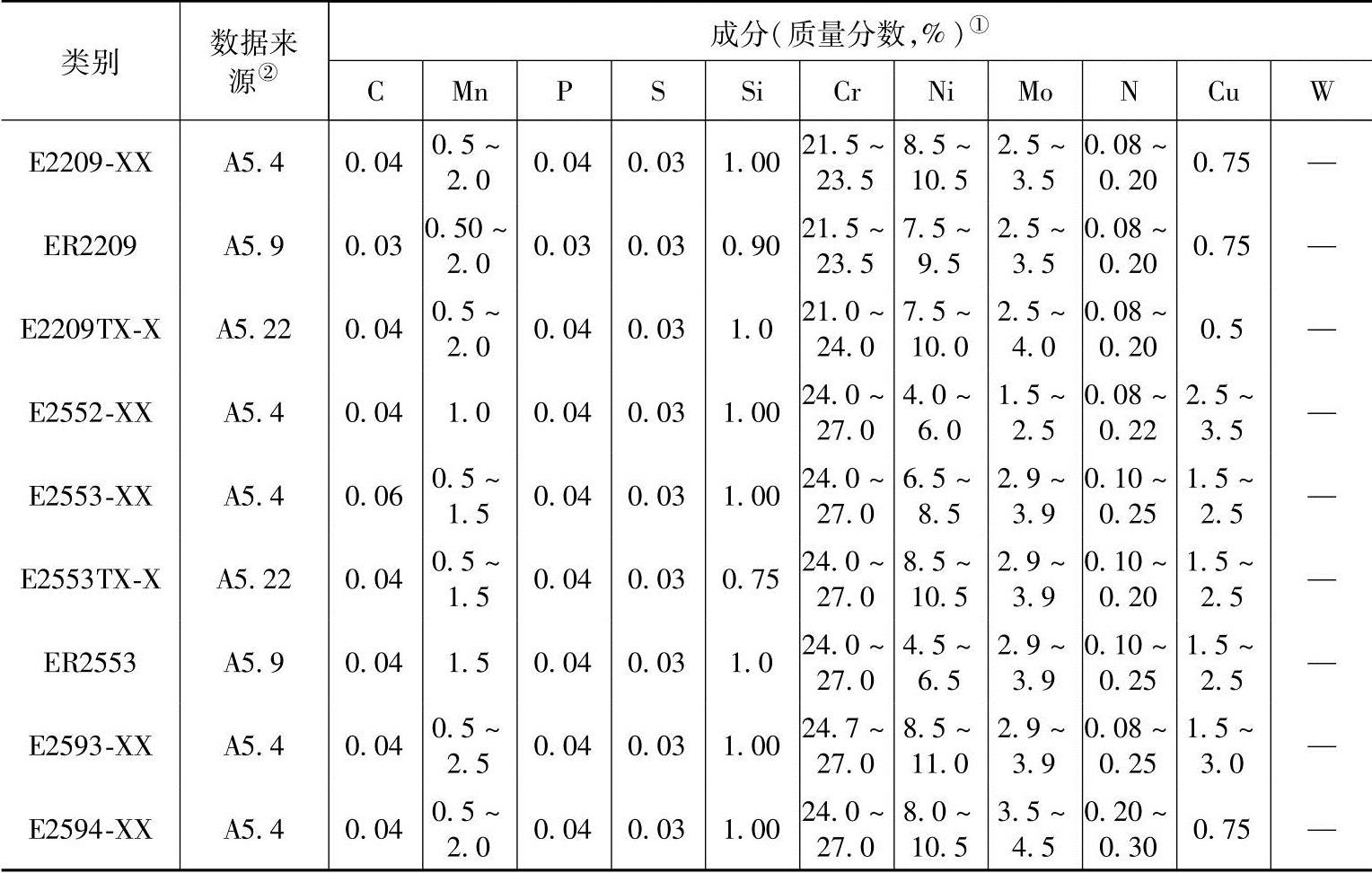
①单个值是指最大值。
②AWS标准。
有一些在标准中尚未列入的含有高镍含量的填充金属也能从各种商业牌号产品中买到,用来焊接新开发的高合金母材(叫作“超级双相钢”,如2507钢)。在与奥氏体不锈钢进行异种钢焊接时,也可用高合金奥氏体不锈钢填充金属,如309L,对于要求极高耐腐蚀性的场合或异种钢焊接时,也可以用镍基合金焊接材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。