



众所周知:杂质元素,特别是磷和硫,在钢中促使生成凝固裂纹。在奥氏体不锈钢焊缝中,如果以奥氏体为初始析出相凝固(A或者AF模式),则即使少量的杂质元素,也会促成裂纹,这在Suutala图(图6-23)中可以清楚地看到。图中当Creq/Nieq低于1.48时P+S的质量分数即使低到0.02%也足以形成裂纹。
在不锈钢中,取决于钢的品种和规格P+S的质量分数一般在0.02%~0.05%范围变化。用氩-氧脱碳(AOD)熔炼方法可以容易地从不锈钢中除去硫。用这种方法时,把Ar-O2的混合气体吹入熔融的钢中,通过生成和释放CO和CO2而降低含碳量,在此同时氧也和硫化合生成SO2,而从钢中逸出。在AOD熔炼的钢中,硫的质量分数可以低到0.001%(10×10-6),可惜除磷就困难得多。要得到质量分数低于0.02%的磷含量,只能通过精心地控制原始材料。Ara- ta等[32]和Ogawa以及Tsunetomi[33]的工作揭示实际上磷在促成凝固裂纹方面比硫更有害。然而他们建议为了消除全奥氏体焊缝中的凝固裂纹,硫和磷的质量分数都要降到0.002%以下,图6-25示出了用可变拘束度试验来评价这两种杂质元素对25Cr-20Ni全奥氏体焊缝金属中生成凝固裂纹的影响,从实用上看,用商业上生产钢的方法来把杂质元素降低到足以在全奥氏体焊缝金属中消除或减少凝固裂纹所需的低水平是不现实的。因而控制凝固模式就非常重要。
Li和Messler[34]研究用GTA焊接一种特殊生产的铁素体含量很低的308型不锈钢,结果说明磷促成凝固裂纹的作用比硫更强。他们也发现在促成液化裂纹方面硫的作用比磷强。然而由于硫对焊缝熔深的有利作用,使得降硫这个因素复杂化了。Heiple和Roper[35]发现当母材硫的质量分数低于50×10-6(0.005%)时,自动GTA焊接的熔深很小。他们将此现象归因于熔池中由表面张力驱动的对流(Marangoni效应)不利于熔深的形成。当硫含量太低时,熔池表面张力随温度升高而下降,使得电弧正下方最热的金属流向熔池边缘而得到宽而浅的熔池形状。反之当硫含量高时,熔池表面张力随温度上升而上升,此时液体金属被表面张力沿熔池表面拉向熔池中心,在此处液体金属无处可去,只能向下沉,使最热的金属向下流而形成深而窄的熔池形状。因此虽然从防止开裂的观点要求把硫降到很低水平,然而从生产率观点则不一定有利。
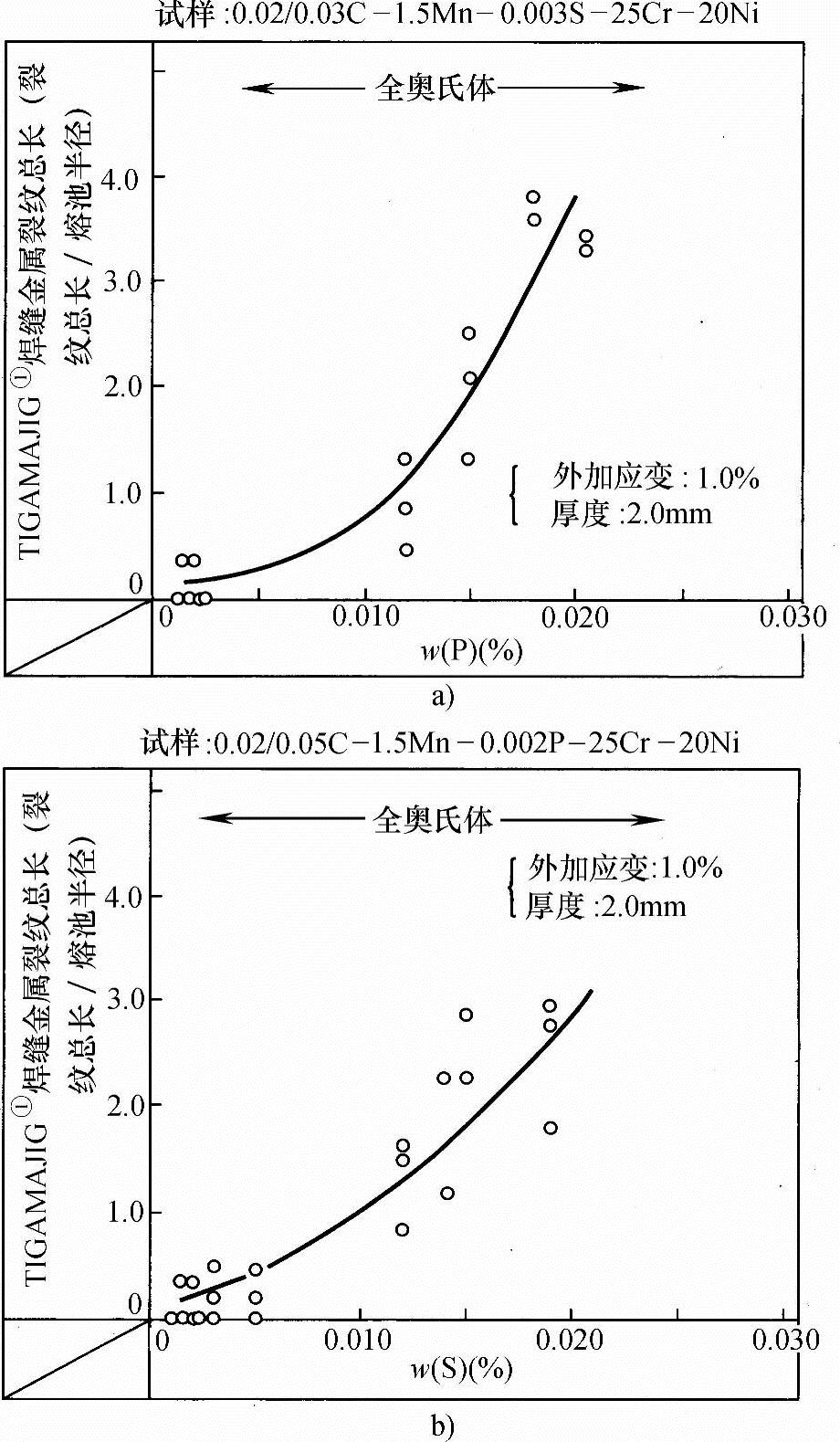
图6-25 由可变拘束度试验测定的25Cr-20Ni全奥氏体焊缝杂质对焊接凝固裂纹敏感性的影响
a)磷的效应 b)硫的效应①译者注:一种点状可变拘束度试验。(引自Ogawa和Tsunetomi[33]美国焊接学会授权)(https://www.xing528.com)
如果以FA模式凝固则不管杂质含量多少,抗裂性都是很高的。如Suutala图所示,如果以FA模式凝固(图6-23中Creq/Nieq高于1.48),则可以容许很高的S+P含量而不产生裂纹。这一论点已被Lundin等[36]和Brooks等[37]证实。他们揭示如果凝固保持在FA模式,则高硫的易切削钢(303S型)也可以焊接而不产生裂纹。图6-26示出的GTA焊缝和脉冲激光焊焊缝中的结果也证明了这一点。
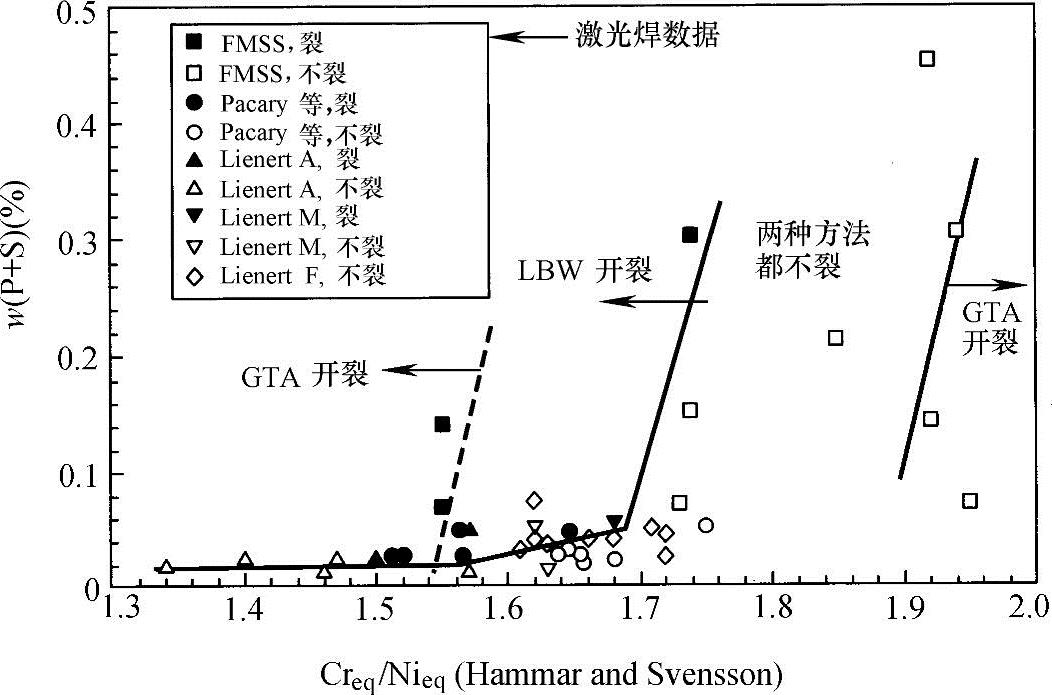
图6-26 高硫钢GTA焊和脉冲激光焊(LBW)焊缝中的凝固裂纹敏感性随Creq/Nieq和变化
(引自Brook等[37],美国焊接学会授权)
注意:存在一个Creq/Nieq比值范围1.55~1.9,在其中的GTA焊缝不产生凝固裂纹;而比值高于1.7时,脉冲激光焊缝不产生凝固裂纹。对于GTA焊缝金属得到的Creq/Nieq值的下限1.55稍高于Suutala图中原来提出的1.48,然而裂纹敏感性的转变仍然和凝固模式由初析奥氏体向初析铁素体的转变一致。在高Creq/Nieq值(大约为1.9)时,裂纹敏感性的再次增加反映了凝固模式由FA向F的转变。富硫的液体薄膜对以F模式凝固形成的铁素体-铁素体边界的浸润,要比对以FA模式凝固形成的铁素体-奥氏体边界的浸润更好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。