



至今已经开发了很多基于合金成分来预测裂纹敏感性的图,其中最早的一张是由Kujanpää和Suutala[30]开发的,在20世纪80年代引入,一般称为Suutala图,如图6-23所示。他们对广泛的、已经发表的关于奥氏体不锈钢焊缝金属裂纹的研究结果进行评估,然后开发了这张图。图中采用了由Hammer和Svenson提出的当量式[31]。这张图显示了在奥氏体不锈钢焊缝金属中成分对裂纹敏感性的重要性。在Creq/Nieq增加到高于某一临界值后,不管杂质含量多少,抗裂纹阻力会剧烈增加。这个剧烈的增加是由于凝固初始析出相由奥氏体转变为铁素体。
在极低的硫+磷含量时,在整个成分范围内抗裂性都很高。然而要达到这样低的硫+磷水平,用传统的熔炼方法通常是不经济的。氩-氧脱碳(AOD)熔炼可以有效地降低硫含量,但对磷无效。即使在极“干净”的钢中P+S的质量分数估计也要超过0.02%(200×10-6),因而控制凝固裂纹最好的方法是控制凝固模式。
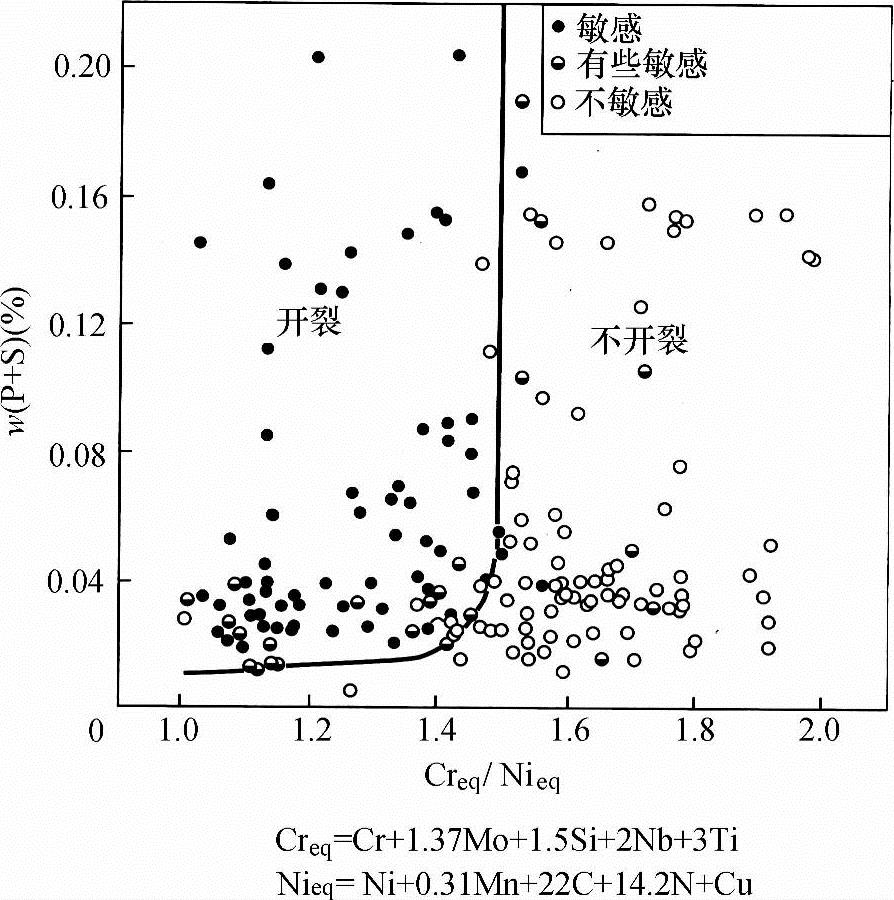
图6-23 Suutala图由焊缝金属成分预测其焊接凝固裂纹敏感性
(引自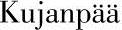 等[30])(https://www.xing528.com)
等[30])(https://www.xing528.com)
WRC-1992相组分图(图3-14)也可用来预测铁素体含量(用FN表示)和凝固模式。如第3章所述,这张图是美国焊接研究协会(WRC)不锈钢分委员会努力开发的。他们分析了几百条焊缝来确定铁素体数(FN)和凝固模式与合金成分的关系。根据商用奥氏体不锈钢和填充金属的成分可以预测其铁素体含量FN=0~20范围内的。在一种钢给定的标准成分范围内,凝固模式可以在A到FA甚至到F的范围内变化,其铁素体数FN也可以在相应范围内变化。可以把焊缝金属的成分画于WRC-1992相组分图上,以确定其凝固模式,再以此来预测焊缝金属对凝固裂纹的敏感性。如前所述,成分在A和AF模式所对应的成分范围内的钢,对裂纹的敏感性高于成分在FA模式成分范围内的钢。
图6-24 用AWS-1992相组分图预测凝固模式和铁素体数
如果已知母材和填充金属的成分,则可以通过图6-24所示的方法来预测焊缝的FN值及其凝固模式。在图示例子中用FN值为10的填充金属焊接全奥氏体母材,由这两种材料搭配焊成的焊缝金属成分必然落在图6-24中连接二者成分的连线上,而在连线上的位置则由焊缝金属被母材稀释后的稀释率来决定。如果稀释率是50%(图6-24中情况1),则焊缝将以AF模式凝固,其FN值为1,在高拘束度下这种焊缝容易产生凝固裂纹。如果稀释率为20%(图6-24中情况2)(典型的低热输入焊缝)则凝固模式将转变为FA,而铁素体数FN为6,估计这种焊缝即使在高拘束度条件下仍有很好的抗裂性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。