



对奥氏体不锈钢凝固裂纹可能是一个大问题。裂纹敏感性主要取决于成分。焊缝金属以A模式凝固时是全奥氏体(不含铁素体),此时对凝固裂纹最敏感。而以FA模式凝固,则抗凝固裂纹能力很强。高的杂质含量,特别是高的硫和磷含量增加以A模式和以AF模式凝固的焊缝金属对凝固裂纹的敏感性。图6-20示出了以A和AF模式凝固的焊缝金属中的焊接凝固裂纹。焊接拘束条件和焊缝形状也影响裂纹敏感性,特别是在以A和AF模式凝固时。对凝固中的焊缝金属产生高拘束度的焊接工艺条件也增加其开裂敏感性。高热输入产生大的焊道,或过快的焊接速度形成泪滴状的焊接熔池最可能促成凝固裂纹。凹陷的焊道形状和焊道末端未填满的弧坑也促成凝固裂纹。
示意图6-21所示的裂纹敏感性和Creq/Nieq(WRC-1992当量式)的关系说明:凝固裂纹敏感性强烈地取决于成分。注意:促使奥氏体作为初始析出相(A和AF模式)的合金成分范围使裂纹敏感性最高,而促使以FA模式凝固的成分范围抗凝固裂纹能力最强。以F模式凝固,裂纹敏感性高于FA模式但低于A和AF模式。所以成分可以用来有效地控制焊接凝固裂纹。
以FA模式凝固时,首先析出铁素体,从而保证焊缝金属有良好的抗凝固裂纹的能力,优于凝固时初始析出奥氏体的模式。这种优良抗裂性的主要原因是在凝固终了阶段沿SGB出现了奥氏体+铁素体的两相混合组分,从而阻止了液态薄膜的浸润,并使裂纹必须沿着生成的曲曲弯弯(而不是平直且光滑)的晶粒边界扩展。
室温下焊缝金属的铁素体含量可以用来近似地判断其凝固模式。如果FN是0,则可以假定是钢以A模式凝固;FN在0~3之间,则凝固模式可能是AF;FN高于3而低于20,则凝固模式最可能是FA,这个FN区间显示了最强的抗凝固裂纹能力。但要注意:在WRC-1992相图中(图3-14)分隔AF和FA凝固模式的界线并不平行于任何一条邻近的等铁素体线。当合金元素含量低时,如AWSA5.4的16-8-2填充金属[w(Cr)=16%、w(Ni)=8%、w(Mo)=2%],虽然FN值低于2,由图预测的凝固初始析出相仍然是铁素体,而具有高的抗裂性。相反含合金元素多的钢,如317LM和209,可以在FN值为5或更高的值下仍凝固成初析奥氏体并在FN值为3或4或更高时,仍对凝固裂纹敏感[29]。
 (https://www.xing528.com)
(https://www.xing528.com)
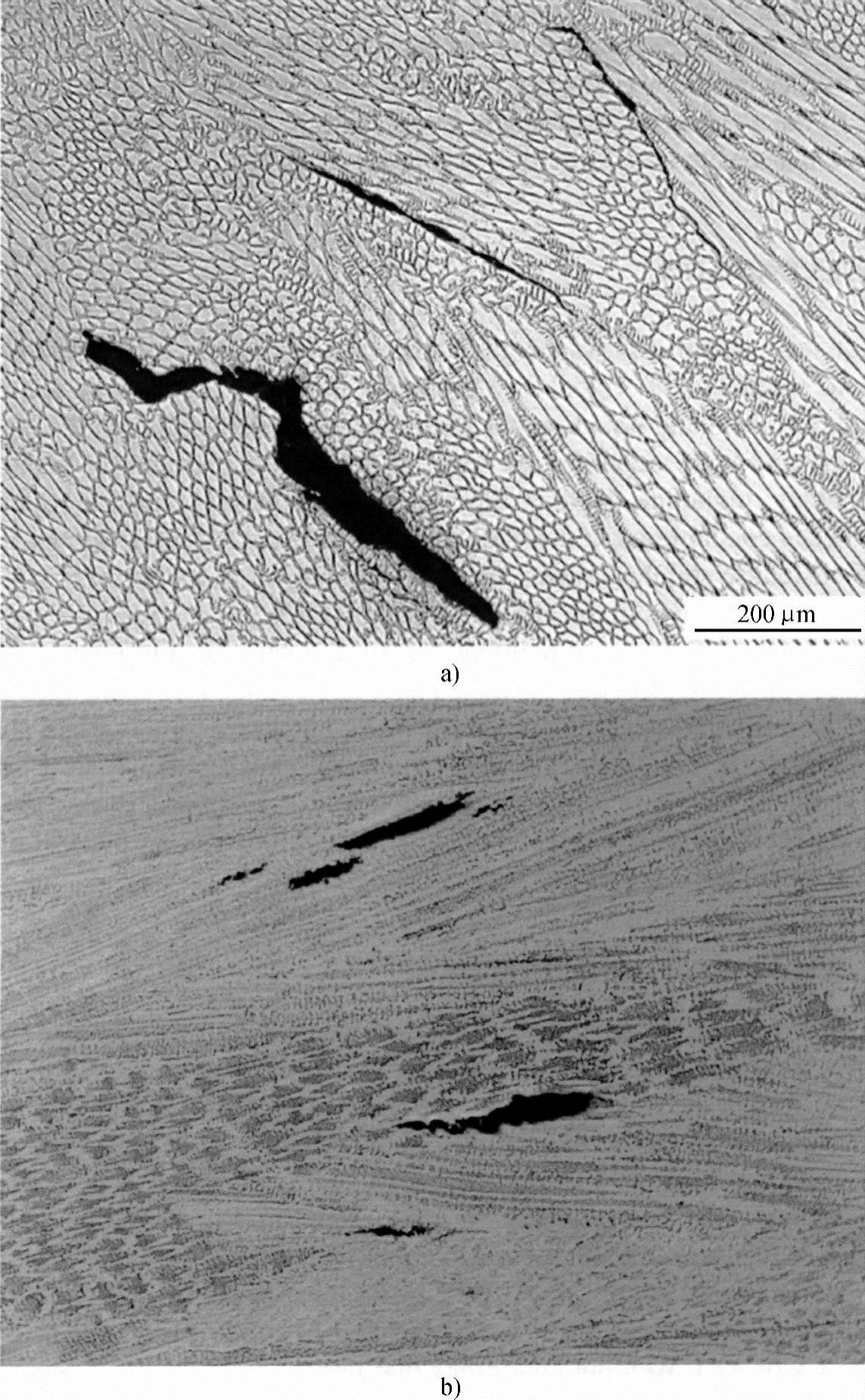
图6-20 用可变拘束度试样以5%应变试验时产生的焊缝凝固裂纹
a)全奥氏体焊缝(FN=0) b)以FA模式凝固的焊缝(FN=6)

图6-21 以可变拘束度试验数据为基础得到的焊缝凝固裂纹敏感性和成分的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。