



表6-6列出了用于焊接奥氏体不锈钢的普通焊接材料的力学性能的下限值。奥氏体不锈钢经常在退火、热轧或者冷作状态下焊接,在所有情况下都会在HAZ产生一些软化。在热轧钢中是由于晶粒长大,而在冷作钢中是由于再结晶和晶粒长大。因而在进行焊接接头拉伸试验时破坏总在HAZ上发生而不在焊缝上发生。在焊缝金属中生成铁素体起了第二相强化作用,相对于母材和HAZ增加了焊缝强度水平。
表6-6 普通奥氏体不锈钢焊缝金属力学性能下限①
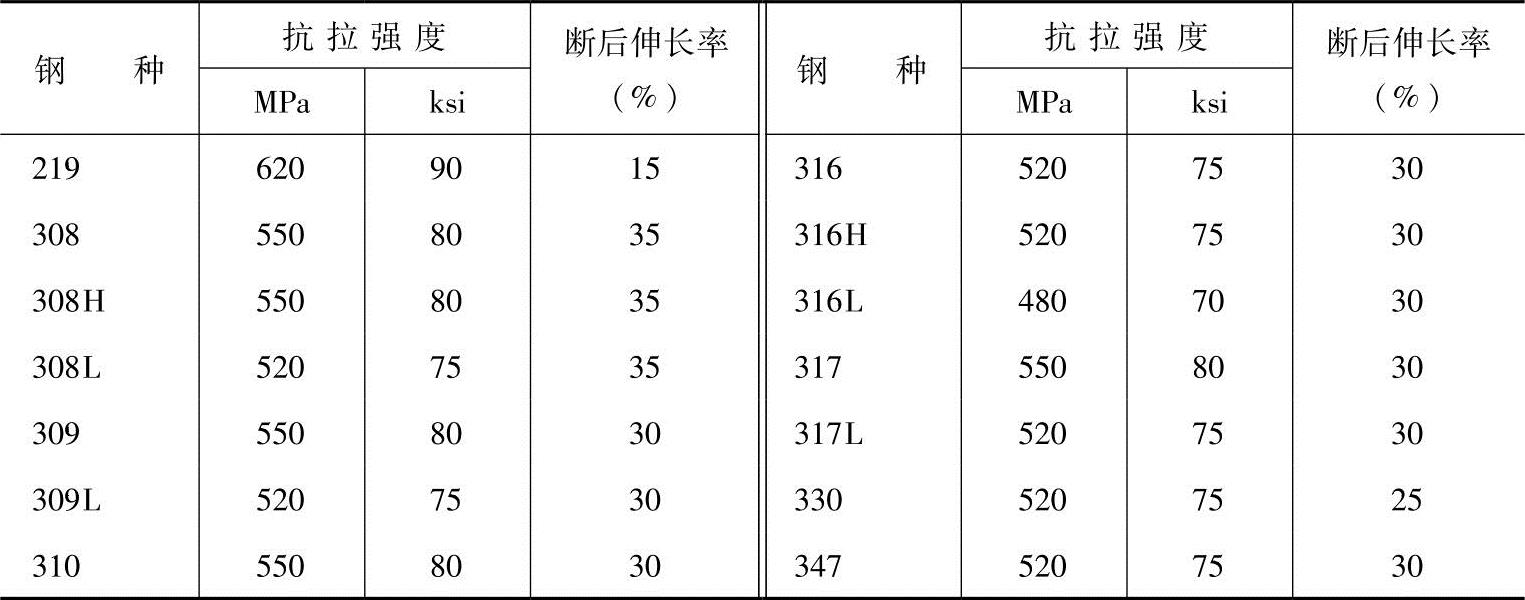
①所列性能适用于AWSA5.4焊条和AWSA5.22药芯焊丝的熔敷金属。对于AWSA5.9中的实心焊丝、实心焊棒,金属芯焊丝和焊带的力学性能没有规定,但可以预计与对应型号的焊条和药芯焊丝的标准相似,AWSA5.9中的高硅填充金属也预计能得到和低硅型相同的性能。
表6-7列出了308L型,Nitronic40(219型)和312型焊缝金属的实际强度测定值。这些数据由全熔敷金属拉伸试件测得。试件分别沿焊接熔敷金属纵向和横向加工得到。注意308L型熔敷金属的屈服强度显著高于304型母材金属,而延性(断后伸长率和断面收缩率)则相当。Nitronic40和312熔敷金属的强度显著高于308L。Nitronic40是由于添加了N(0.15wt%)作为合金剂,而312熔敷金属则由于其高的铁素体含量和高的碳含量,从而得到高强度和低延性。
表6-7 焊缝金属拉伸性能实验值

(续)

①308L型FN=12,Nitronic40(219型)FN=4,312型FN=30。焊道由冷焊丝GTAW熔敷。
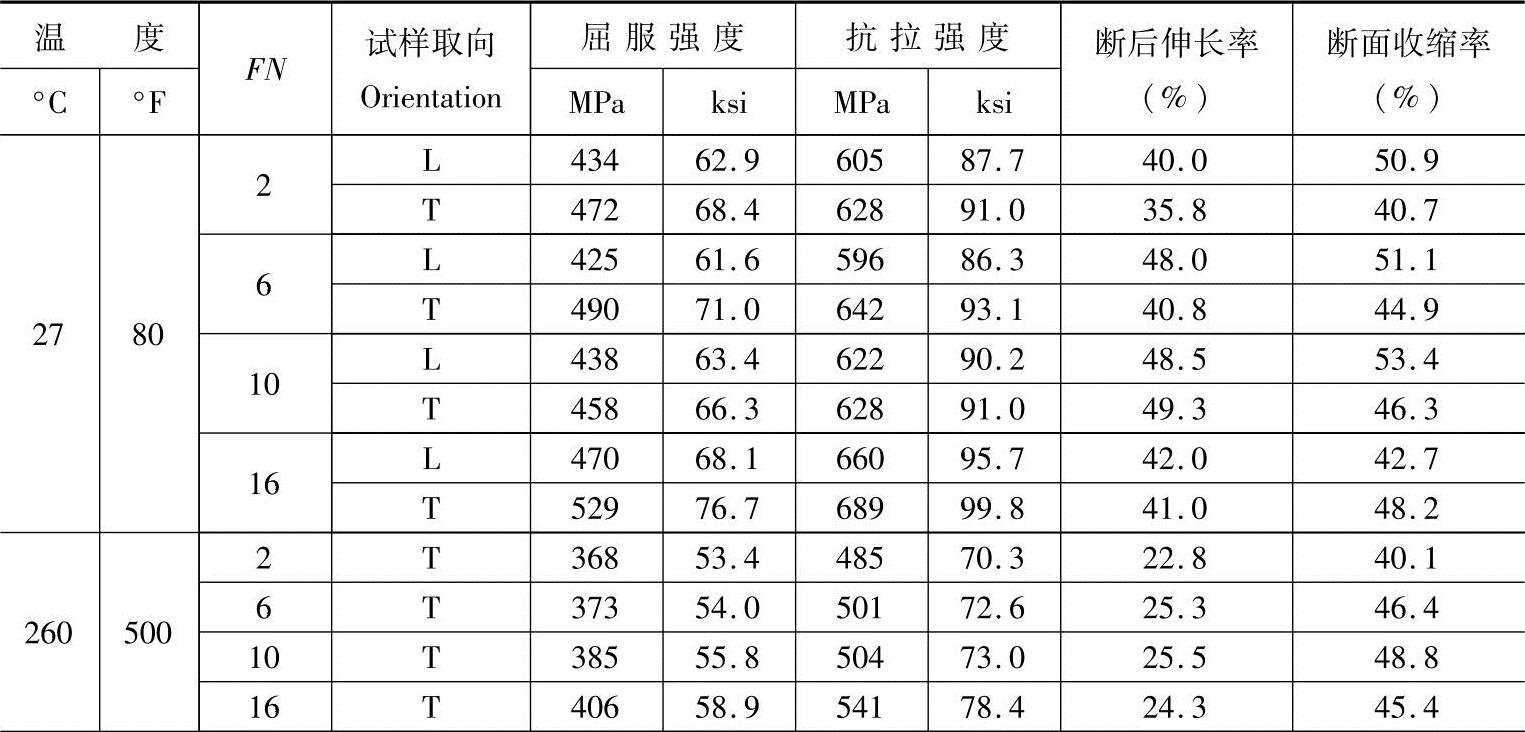
Hauser和VanEcho[24]详细研究了E308-16焊接熔敷金属中铁素体含量对不同温度下力学性能的影响。他们评估了在25~650°C(80~1200°F)温度范围内极低(FN=2)、低(FN=6)、中(FN=10)和高(FN=16)铁素体含量熔敷金属的性能。结果列于表6-8,请注意增加熔敷金属中的铁素体含量使室温强度明显增加,而使高温强度增加较少。他们也研究了在E308-16焊接熔敷金属中铁素体含量对540°C,590°C和650°C(1000°F、1100°F和1200°F)下应力-断裂性能的影响,图6-18总结了实验数据,横坐标用Larson-Miller参数把温度和时间组合在一个坐标轴内,注意中等铁素体和高铁素体含量倾向于降低断裂寿命。这个观察和Thomas[25]的相似,他观察到在316型熔敷金属中连续的铁素体网络(FN=10)促使快速地蠕变破坏。这是由于裂纹在铁素体-奥氏体界面上较早地起裂。Thomas提出在焊接熔敷金属中FN=5是理想含量,因为这个含量水平不形成连续的铁素体网络,又保证了对焊缝凝固裂纹的抗力。
表6-8 308型焊缝金属在不同温度、不同铁素体含量、不同试样取向时的力学性能①
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
注:引自Hauser和VanEcho[24]。
①焊接方法SMAW,焊条E308-16,试样从熔敷金属加工。
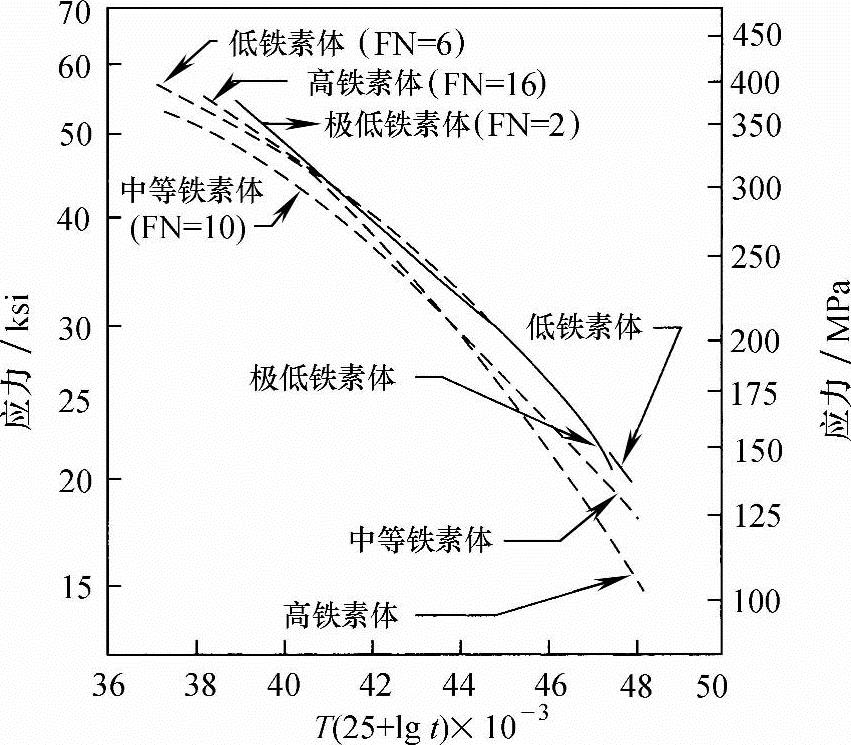
图6-18 308型焊缝金属应力-破坏性能随铁素体含量的变化
(引自Hauser和VanEcho[24],美国焊接学会授权)
在低温下奥氏体不锈钢是一种优良的工程材料,它们在低温下表现出很好的强度,延性和韧度。由于铁素体有降低韧度的倾向[26,27],因而对铁素体对低温性能的影响进行了大量研究。图6-19和表6-9示出了铁素体含量对奥氏体不锈钢焊缝金属在液氦温度下(4K)[7,28]的断裂韧度的影响,注意:铁素体含量和焊接方法都影响低温韧度。在给定的焊接方法和焊接材料下,如用316L焊条进行SMAW,则增加铁素体含量明显地降低断裂韧度。使用无渣保护的焊接方法,如GTAW和GMAW,在同样铁素体含量时,断裂韧度高于渣保护的SMAW和SAW,这是由于惰性气体保护焊熔敷金属的氧含量较低。
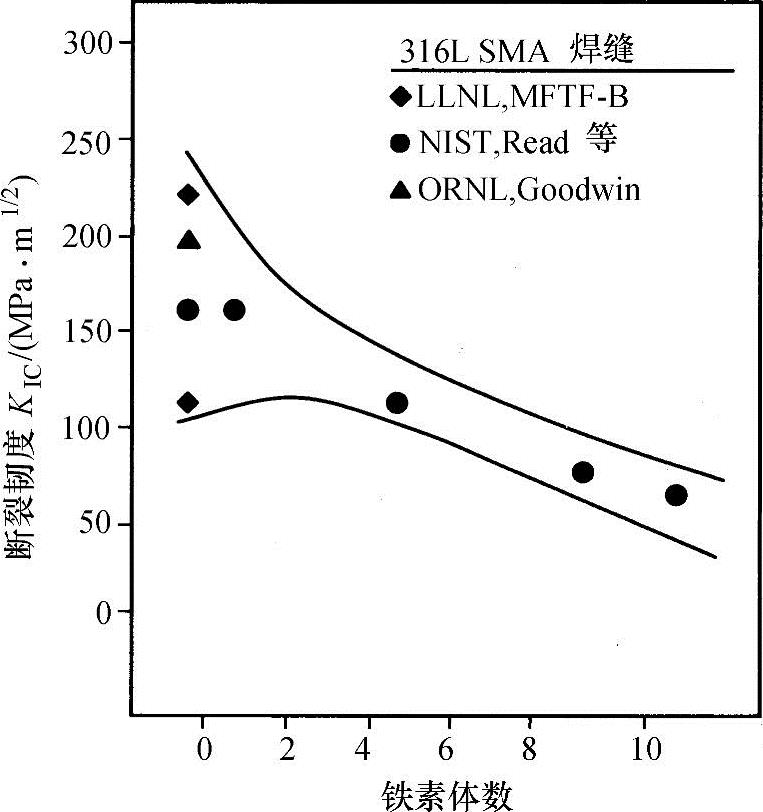
图6-19 铁素体含量对316L焊条电弧焊焊缝低温断裂韧度的影响
如图6-19所示,当铁素体数由FN=0增加到FN=10,断裂韧度降低50%,而FN=0的焊缝金属的KIC值波动很大。Lippold等[7]认为这个波动是由于焊缝金属中的微观偏析以及它对低温试验时形成马氏体的影响,特别是用高锰填充金属时,锰的偏析增加了焊缝金属枝晶间奥氏体的稳定性,导致其断裂阻力低于其他马氏体转变比较完全的焊缝金属。
表6-9奥氏体不锈钢焊缝和母材在4K(-492°F)下的断裂韧度

注:引自Goodwin[28]。
①SMAW—焊条电弧焊;SAW—埋弧焊;GMAW—熔化极气体保护焊;GTAW—钨极气体保护焊;FCAW—药芯焊丝电弧焊;
②NR表示没有报导。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。