



很多铁素体不锈钢是轧成薄板卷用于汽车和其他工业。如第1章所述,Sendzimir轧机经常用于生产这种产品。薄板卷是由热轧板带开始轧制的,为了提高效率,把热轧板带焊接成较长的初始板卷。这里描述的例子是把两卷436钢厚6.4mm(0.36in)的热轧板带用热丝GTAW单道焊焊在一起。用的是308型奥氏体不锈钢填充金属。这个两倍长的板带在冷轧前被卷起来储存。当展开这些板带卷通过Sendzimir轧机冷轧时,会在GTAW焊缝热影响区出现裂纹。裂纹经常在第一道或第二道通过轧机时产生,而且和冷轧减薄前通过一个“鼓形”轧辊进行板带伸展和弯曲的过程有关。大多数情况是钢板整个断裂了,要求关闭轧机取下板带。图5-31示出了原始焊缝截面和典型的穿透板厚的裂纹。裂纹发生在一次冷轧减薄后。注意裂纹发生在HAZ的粗晶区。
图5-23和图5-24分别示出了这种破坏的典型金相组织和断口形貌。破坏源于热影响区的高温脆化(HTE)。图5-25示出了436型不锈钢模拟热影响区晶粒长大对韧度的影响。长大的晶粒使DBTT升高到室温以上,而且使上平台韧度显著下降。
有几种方法可用来防止436型不锈钢冷轧减薄时产生裂纹。一是开发了一种双道GTAW的焊接工艺来焊接轧卷以减小热影响区的晶粒尺寸,如图5-32所示。同时也采用在800℃(1470℉)加热10min的短时焊后热处理来消除应力。热处理后把表面焊道磨平,把热轧板带再卷起来。在冷轧减薄前要把热轧板带卷放在厂房内某个地方使其温度达到接近20℃(70℉),这是因为大部分板带卷的破坏发生在冬季,且发生在储存于工厂未供暖处的板带卷中。在图5-25所示数据的基础上,采用上述提高板带卷温度的方法来增加材料的韧度。综合应用控制晶粒尺寸、PWHT和控制冷轧前板带卷的温度等方法是很成功的,消除了由于焊接热影响区中发生的HTE导致板带卷断裂的事故。
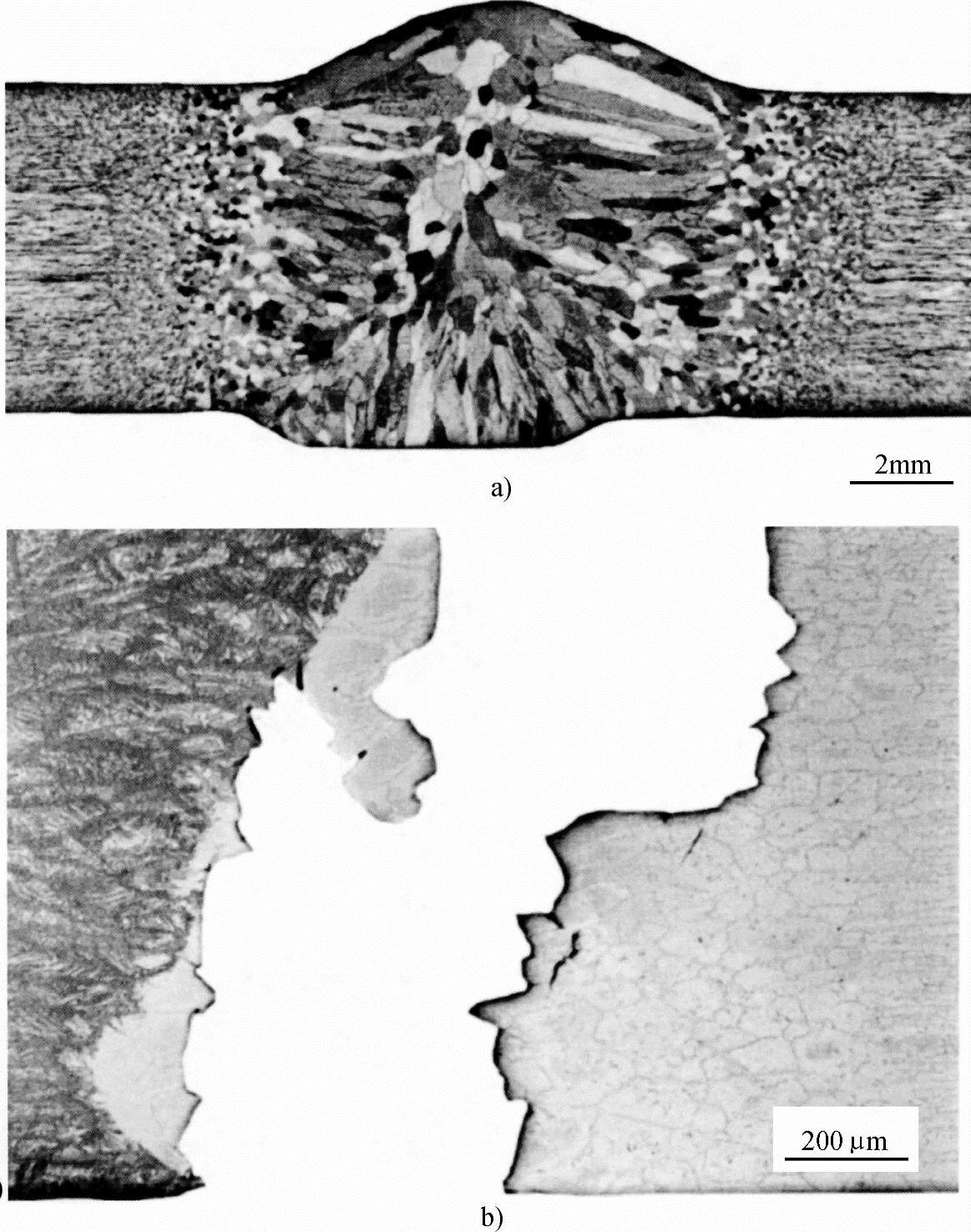
图5-31 用308型填充焊丝和GTAW方法焊接两块436型热轧钢板的焊缝(https://www.xing528.com)
a)焊态金相组织 b)在第一道冷轧后的断裂形貌
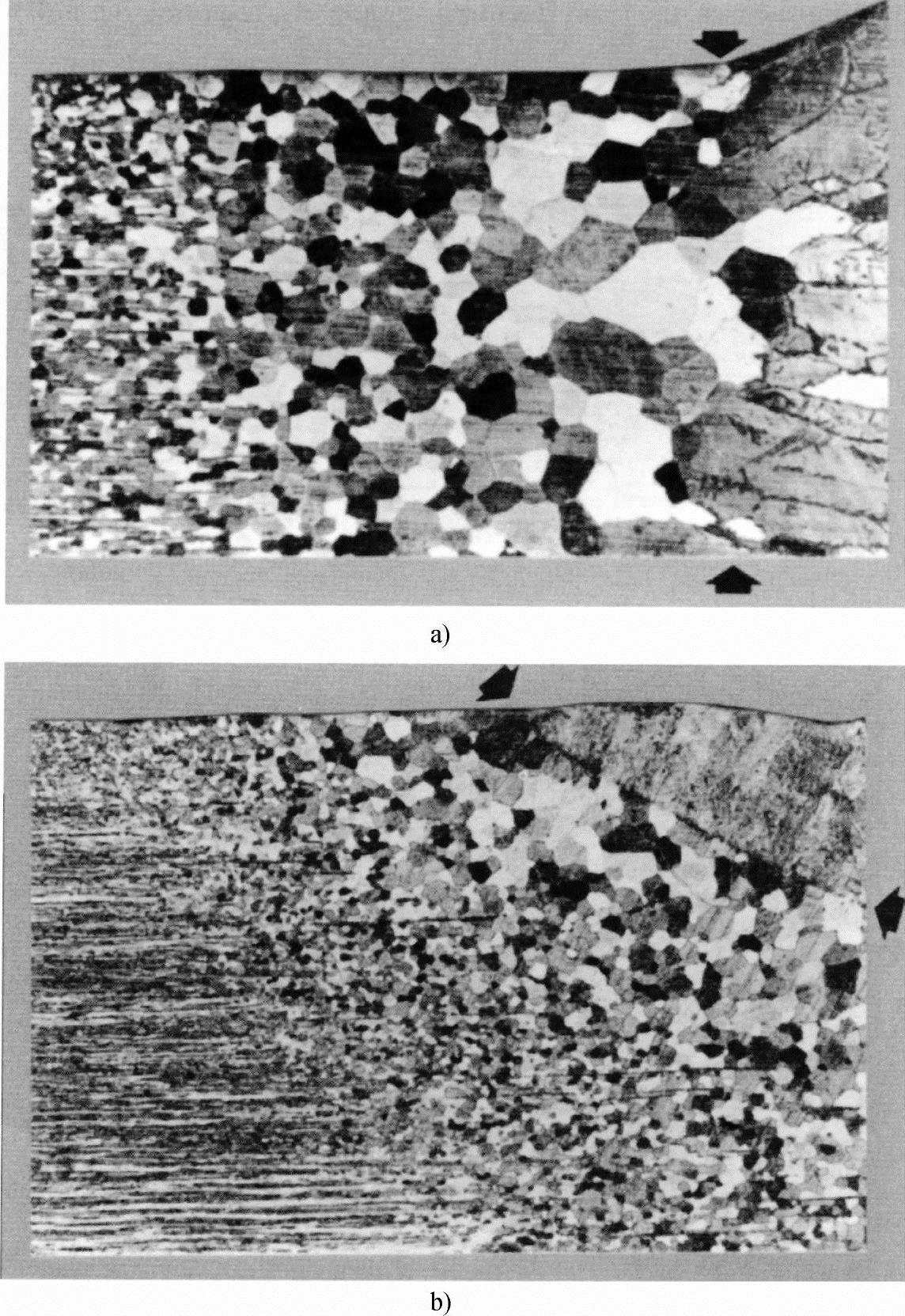
图5-32 采用双道焊技术减小晶粒尺寸
a)单道焊焊缝金相组织 b)双道焊焊缝金相组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。