



高碳、高铬铁素体不锈钢,如446型不锈钢,由于晶粒粗大和高间隙元素含量的复合作用,使其焊态的韧度和延性很差。和低铬、中铬不锈钢不同,高铬不锈钢焊缝性能对成分比对组织更敏感。而且这种钢的焊缝金属和热影响区对HTE极为敏感。例如Pollard[36]和Wright[37]的研究曾经指出:w(Cr)=26%的钢其间隙元素最高容许含量是在150×10-6数量级。高于这个水平,延性和韧度将显著恶化。使用碳稳定化元素如Ti和Nb,对于减少HTE的有害作用是有效的,但过量的稳定化元素也是有害的[37]。此外这些稳定化元素在控制晶粒长大和由此引起的脆化上只是稍有成效。一般认为Ti在控制晶粒长大方面比Nb有效。Demo[38]提出加入所谓“增塑”剂,如Al、Cu、V、Pt、Pd或者Ag,作为改进焊缝延性的方法,然而支持其有效性的数据很少。总之焊缝性能首先由选择成分来控制,可以通过选用含有很低间隙元素的材料和(或)加入适量的稳定化元素来使性能优化。
有关高铬铁素体不锈钢的大部分出版物都阐述它的弧焊过程,因为这种材料一开始是用来替代奥氏体不锈钢用于中等厚度截面的构件。结果开发了GTAW、GMAW和SMAW作为连接这种钢的方法。Krysiak[39,40]曾经报道了用GTAW和SMAW焊接多种高铬钢得到的CVN(夏比V形缺口冲击试样)冲击韧度值。图5-20a示出了标准高纯度26Cr-1Mo钢和用Ti稳定化后的同一类钢的冲击韧度曲线。请注意:对于标准成分的钢,通过调整焊接工艺条件可以使韧度有所改进,但对稳定化后的钢即使调整了焊接工艺,性能仍然很差(原作者未注明焊接条件)。用各种奥氏体填充金属进行焊条电弧焊(图5-20b)避免了GTAW焊缝显示的DBTT的突然变化,但焊缝金属上平台韧度一般较低。这种焊条电弧焊焊件的热影响区韧度和焊缝延性好像也较差。目前尚未进行用PWHT来改善其性能的研究。
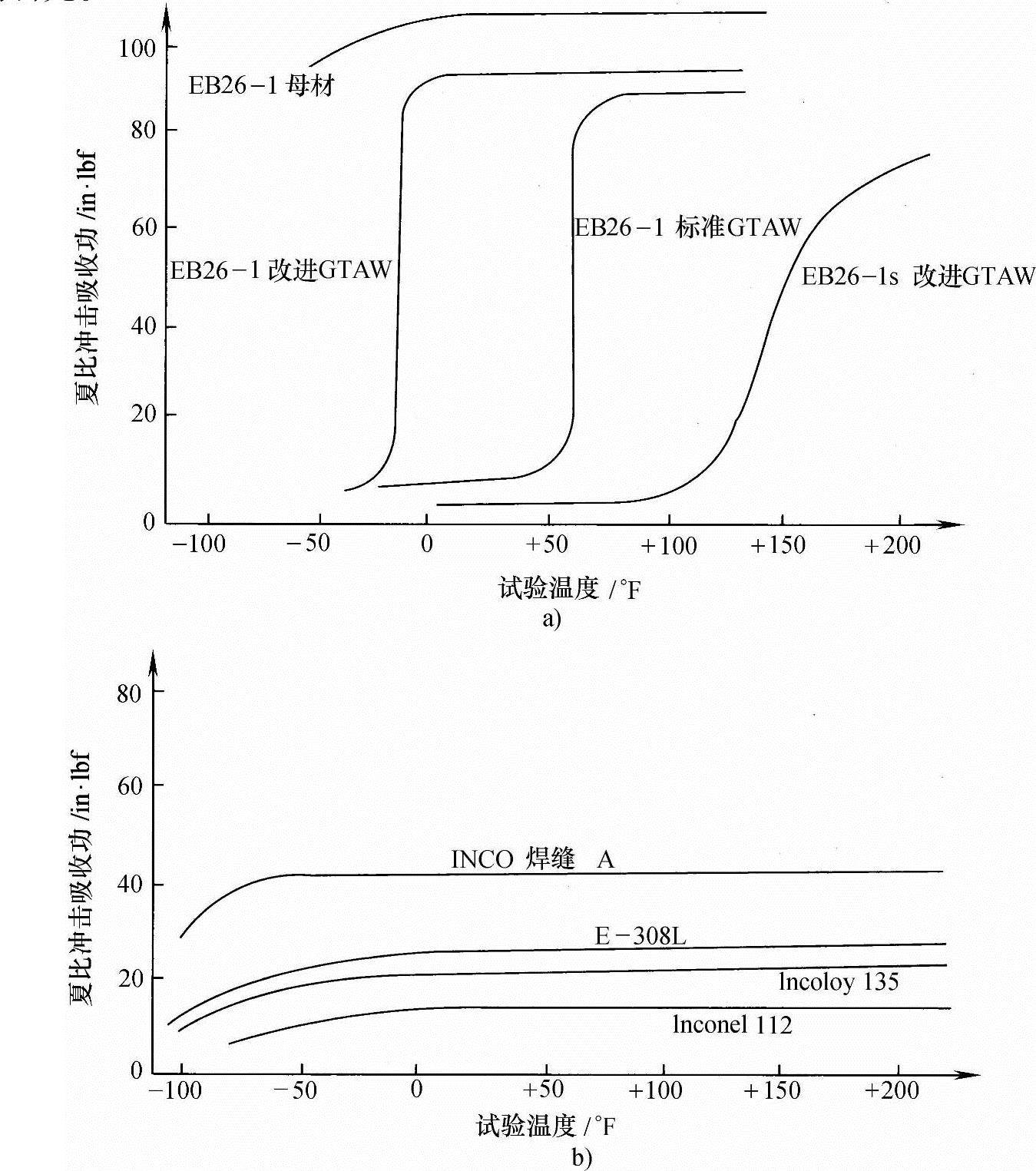
图5-20 用小尺寸夏比V形缺口试样测定的26Cr-1Mo钢的焊缝金属韧度
a)用匹配的填充焊丝进行GTAW焊接(改进的GTAW焊接比标准GTAW焊接提供更好的保护) b)用各种奥氏体填充材料进行SMAW焊接
注:1in·lbf≈0.113J, 。(引自Krysiak[39],由ASTM授权)
。(引自Krysiak[39],由ASTM授权)
Pollard[36]发现焊接热输入对26wt%Cr钢的延性影响很小,这也许是因为在所有热输入条件下晶粒长大都很严重之故。尽管如此,对于这种材料,减少热输入仍然作为好的方法予以推荐。此外,由于极严重的晶粒长大倾向,要避免预热,要把层间温度降到最低[39]。和低铬不锈钢相似,对高铬不锈钢进行PWHT在改进焊态性能方面是有效的,这被推测是因为改变了导致HTE的析出物的性质。图5-21示出了在850℃(1560℉)进行焊后热处理(PWHT)对一种26%Cr钢的延性的影响。从PWHT温度快冷可以在一个拉伸试验温度范围内改善其延性,而缓慢冷却使延性严重地恶化[36]。PWHT后快速冷却可以溶解焊接时形成的析出物并阻止其再生成,而PWHT后慢速冷却,析出物会沿晶界再生成。可以期望PWHT对于焊缝的韧度具有同样的影响。(https://www.xing528.com)
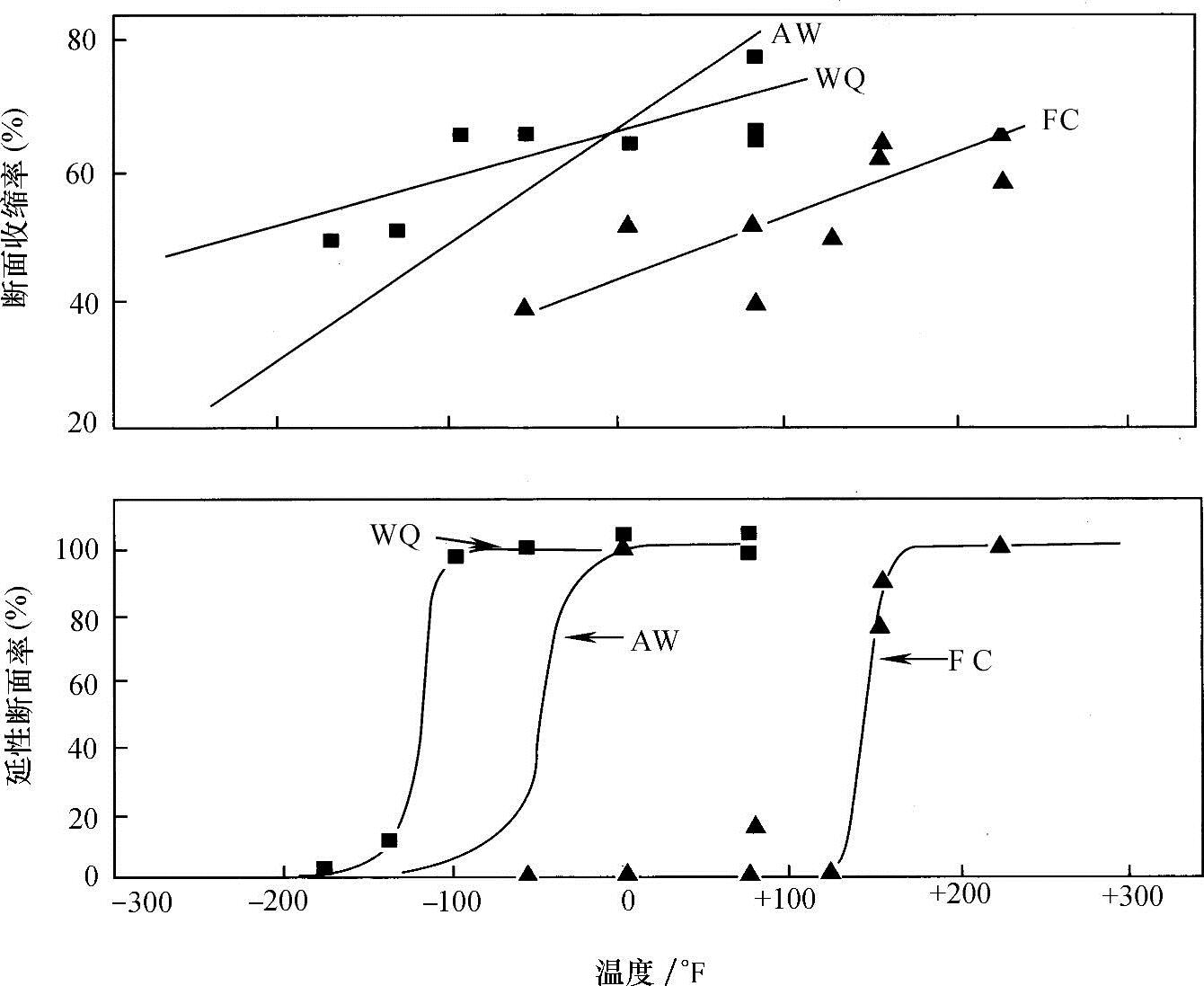
图5-21 在850℃(1560℉)PWHT后冷却速度对26%Cr钢延性的影响
注:1.AW—焊态;WQ—PWHT后水淬;FC—PWHT后随炉冷却。
2. 。(引自Pollard[36],美国焊接学会授权)
。(引自Pollard[36],美国焊接学会授权)
虽然使用奥氏体填充金属通过生成奥氏体-铁素体双相组织改进了高铬铁素体不锈钢焊缝金属性能(图5-20b),然而使用时要谨慎,因为这样可能会损害耐腐蚀性能。也可以用镍基合金填充金属,然而由于和母材成分不匹配,在某些场合也会降低耐腐蚀能力,同时也可能在熔合区形成金属间化合物[41]。因此在焊接高铬铁素体不锈钢时一般优先选择成分匹配的填充金属,并含有稳定化元素(特别是Ti)以促进焊缝金属的晶粒细化,并减少HTE的有害作用。
虽然使用高能束焊接(HED)方法(激光、电子束)焊接这些材料的报道很少,但是由于HED焊接固有的低热输入和快速冷却,其使用是很有前景的。固相焊接方法由于能细化焊缝晶粒尺寸,并能减少HTE的有害作用,对于焊接高铬铁素体不锈钢也是合适的。可惜的是:至今关于高铬不锈钢用高能束焊接和用固相焊接的特点及焊后性能的报道还几乎没有。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。