



马氏体不锈钢总是要求在焊后进行热处理(PWHT)。由于碳含量即使低到w(C)=0.1%,焊态硬度仍超过30~35HRC,所以PWHT主要用来使马氏体回火,但当存在高水平的残留应力时也用于松弛应力。虽然低于200℃(390°F)的焊后热处理也在使用,但焊后热处理一般在480~750℃(895~1380°F)温度区间进行。低于480℃(900°F)的回火原本不会使金属软化,但可用来增加韧性和加工后的尺寸稳定性。焊后热处理时间取决于截面的厚度,一般30min到2h就够了。
对马氏体不锈钢焊件进行PWHT的目的是为了对马氏体进行回火,这就需要在回火温度下有马氏体存在。现在考虑用埋弧焊进行420型不锈钢熔敷连铸器辊子的情况。这一般是在305~425℃(600~800°F)预热温度和层间温度下进行的。这个温度高于Ms点,这样在完成焊接后,焊缝中不存在马氏体而是奥氏体,并可保留一星期或更长时间。现在如果把辊子在冷却前直接放进PWHT炉子,则PWHT将在奥氏体上完成。这样下列两种情况之一将会发生:如果为了得到30HRC的最终硬度便于加工,PWHT在565℃(1050°F)下进行,时间仅2h,则由图4-2可看到辊子从炉中取出时仍然是奥氏体组织(420型不锈钢的等温转变曲线和图4-2所示的410型不锈钢的曲线实质上是一样的,只是Ms温度低一些)。这种奥氏体冷却时会转变成未经回火的马氏体,而使硬度超过45HRC,这将使接下去的精加工很困难。而另一种情况是在上述选择的回火温度下保温更长的时间如16h,则奥氏体将转变成铁素体和碳化物,而使硬度远低于20HRC,也许在90HRB左右。这虽然便于加工但因为辊子太软而使其工作寿命不长。为了避免这两种情况,在焊后冷却焊件就很重要,必须使其焊缝在PWHT之前,能完成马氏体相变。一般讲,在PWHT开始之前要把焊件冷却到100℃(210°F)左右。
从冶金角度看,回火促使马氏体转变为铁素体和很细的碳化物。这个相变降低强度,然而增加延性和韧度。如果除了铬碳化物之外还有其他碳化物在中间温度下形成,就会产生一定程度的二次硬化来补偿马氏体的软化。这样就允许含有铬以外其他碳化物形成元素的低碳焊缝金属在正确选择PWHT工艺后来匹配高碳母材的硬度和强度。图4-13示出了一个例子。请注意图中423L型不锈钢焊缝金属和高碳含量的420型钢焊缝金属的比较,前者在480℃(900°F)出现了二次硬化并使得在高于此温度时软化得更为缓慢。这个更缓慢的软化过程对于用PWHT来达到加工和工作时所要求的硬度是很有用的。为了便于加工,要求连铸器的辊子表面熔敷金属的硬度在30~35HRC范围内。对于具有二次硬化特性的423L型不锈钢,在一个远宽于420型不锈钢的回火温度范围内可以得到所需范围的硬度。这对于工业应用是很重要的,因为回火时一个炉子中可能放十几个辊子,所以不是每一个辊子在PWHT时都精确地加热到同一个温度(即热处理炉中有温度梯度而引起不均匀加热)。此外对于铬含量高的不锈钢,回火时要当心,不能用过长的时间,否则在铁素体中会析出σ相而引起组织的脆化。

图4-13 马氏体不锈钢焊缝硬度和回火温度的关系
420型:w(C)=0.20%、w(Mn)=1.2%、w(Si)=0.5%,w(Cr)=12.0%;
423L型:w(C)=0.15%、w(Mn)=1.2%、w(Si)=0.4%,w(Cr)=11.5%、w(Ni)=2.0%、w(Mo)=1.0%、w(V)=0.15%(https://www.xing528.com)
注: 。
。
为了对焊件进行充分优化达到母材金属性能,可以对整个结构进行固溶热处理(SHT),然后淬火+回火。SHT将使整个组织重新奥氏体化,把焊缝和热影响区中大部分或全部铁素体溶解,而在淬火时得到均匀的马氏体组织;再通过各种回火处理来得到需要的强度、延性和韧度。可惜由于工件尺寸和处理装备的限制,这种方法通常是不现实的。SHT也可能在大的工件或复杂的工件上产生变形而影响使用。
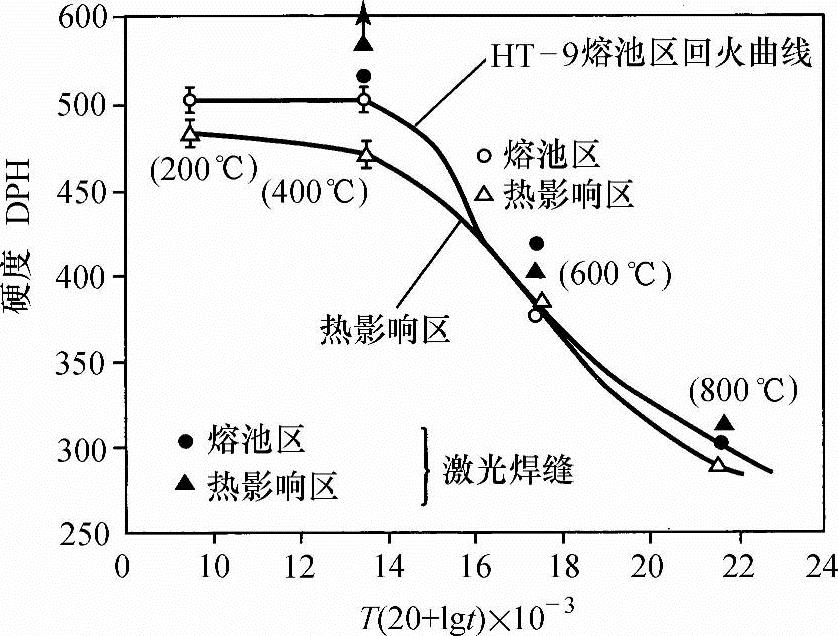
图4-14 12Cr-1Mo-0.5W-0.3V-0.2C钢焊接熔池区和热影响区回火曲线
(引自Lippold[14])
马氏体不锈钢的回火温度一般在480~750℃(900~1380°F)范围内。在此温度范围内马氏体硬度随回火温度而下降,较快的回火处理可以在较高的温度下实现。图4-14示出了12Cr-1Mo不锈钢在各种回火规范下的硬度变化,其焊态的硬度分布已示于图4-9中。图4-14采用了Larson-Miller参数,把回火温度和回火时间组合成一个变量。所示的硬度变化是针对图4-9中HAZ的区域2,焊态下最高硬度就出现在该区域。请注意在600℃(1100°F)以下回火对降低硬度实际作用不大。而自动钨极氩弧焊的熔池金属和HAZ的力学性能本质上也没有什么差别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。