



11.5.4.1 电焊烟尘和有毒气体防护
1.电焊烟尘的化学成分和发尘量
1)焊条电弧焊的发尘机理实质上是液态金属和熔渣的“过热—蒸发—氧化—冷凝”过程。
2)常用结构钢焊条烟尘的化学成分见表11.5-18。在钛钙型E4303(J422)等焊条烟尘中,含有尖晶石型结构的Fe3O4、MnFeO3晶体和以SiO2与碱金属化合物为主体的非晶体物质。在低氢型E5015(J507)等焊条烟尘中,结晶相有MnFe2O4、Fe3O4、NaF2、CaF2、KCaF3、K2CO3、NaCO3等,非晶体仍为以SiO2与碱金属化合物为主的玻璃状物质。这两类焊条烟尘中均未发现呈晶体状的SiO2。采用通常的化学分析方法,则习惯将烟尘成分表示为各种简单的氧化物与氟化物。
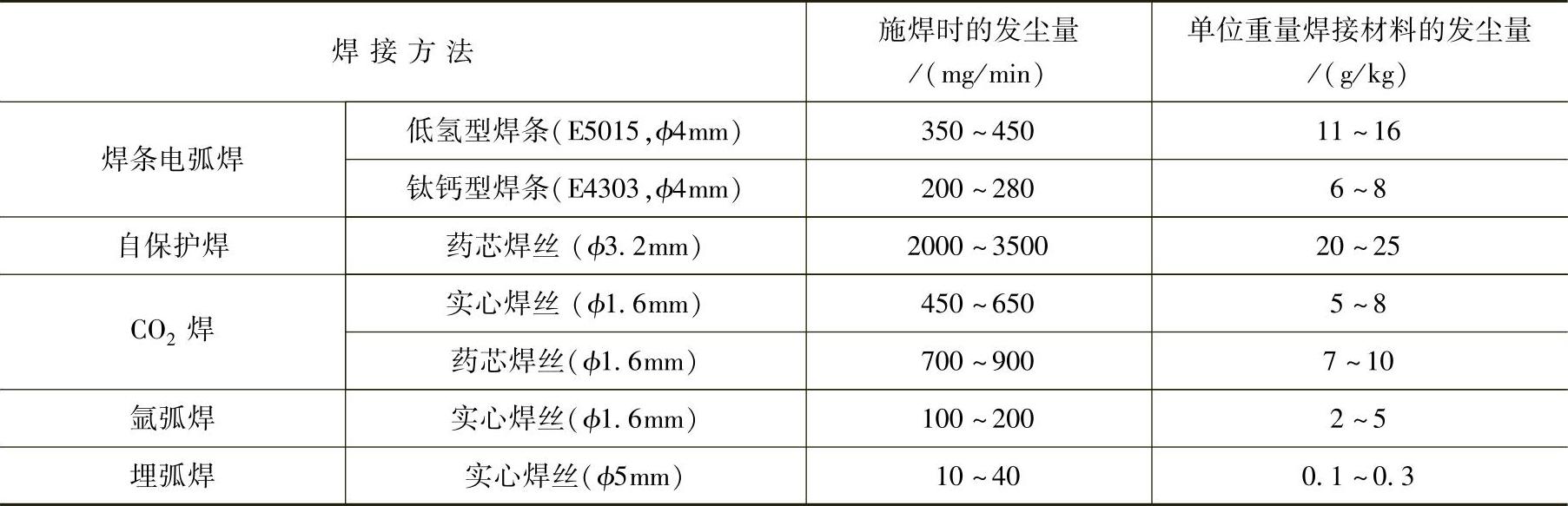
3)几种电弧焊的焊接烟尘发尘量见表11.5-19。
表11.5-18 常用结构钢焊条烟尘的化学成分

表11.5-19 几种电弧焊的焊接烟尘发尘量
2.电焊烟尘的职业危害
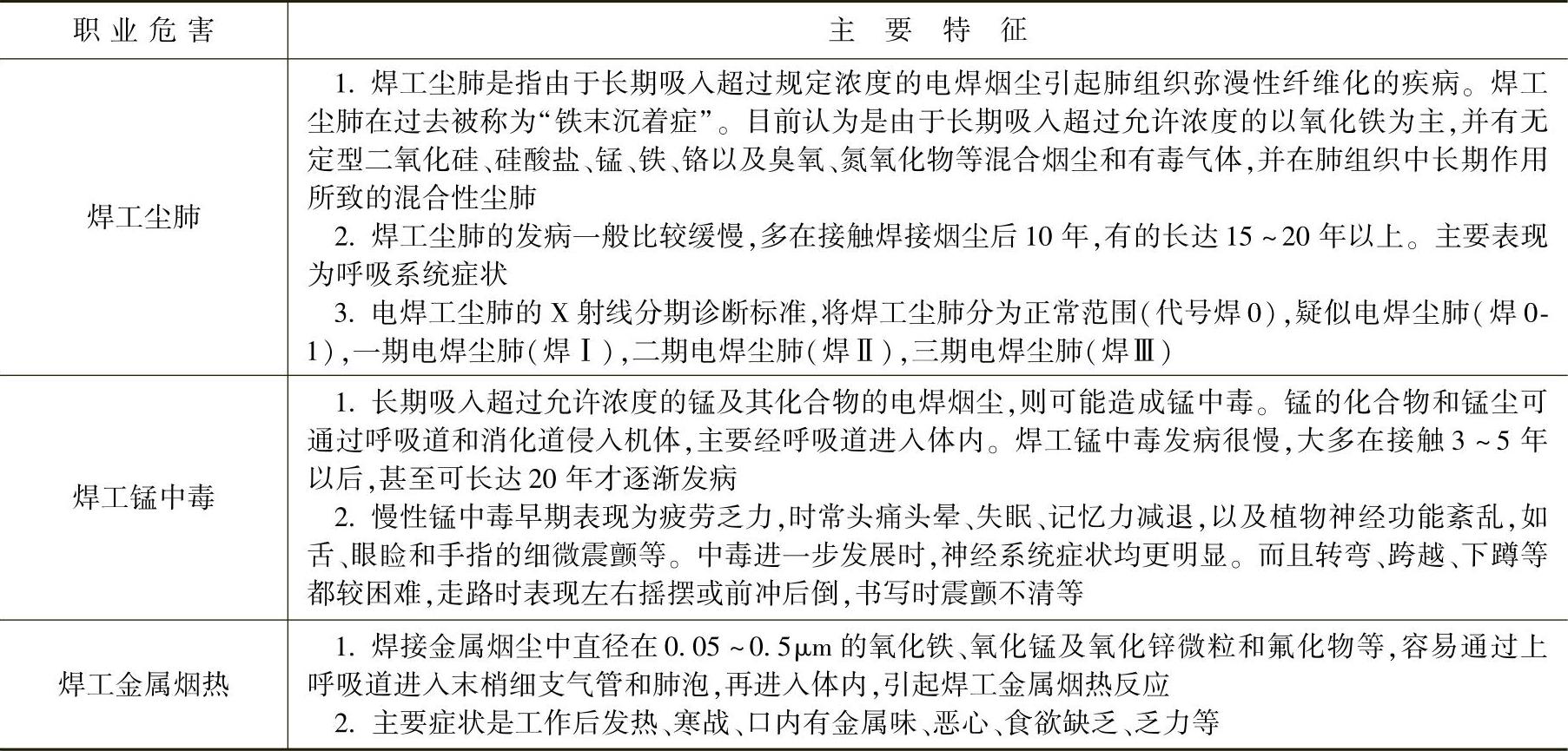
电焊烟尘是焊条电弧焊和碳弧气刨等的主要有害因素。在通风不良条件下可能造成的职业危害见表11.5-20。
表11.5-20 电焊烟尘的职业危害
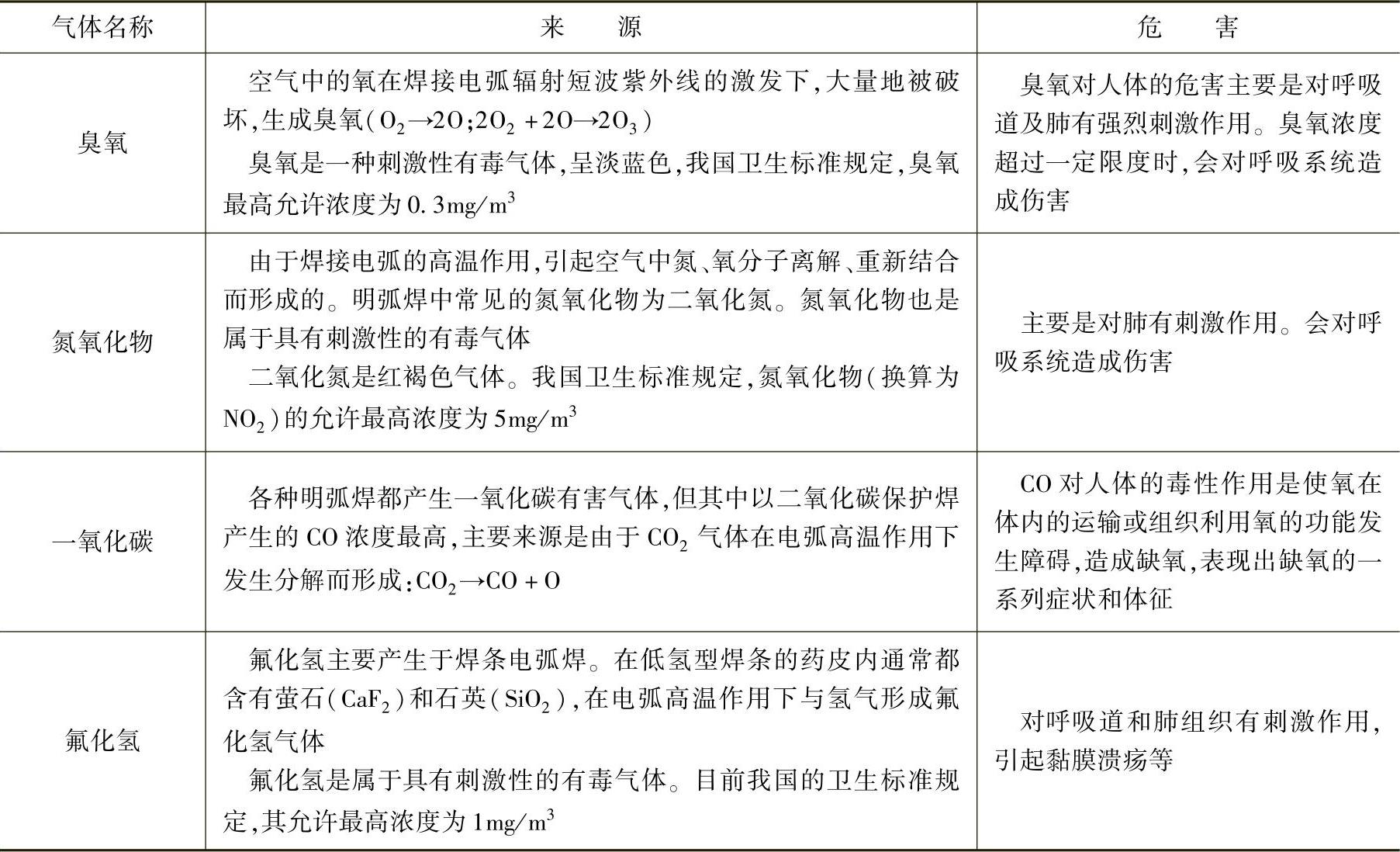
3.有毒气体的来源和危害(表11.5-21)。
表11.5-21 焊接的有毒气体来源和危害
4.焊接通风除尘
焊接通风除尘是预防电焊烟尘和焊接有毒气体对人体危害的最主要防护措施。在车间内、室内、罐体内、船舱内及各种结构的局部空间内进行焊条电弧焊和气体保护焊,都应采用适宜的通风除尘方式,以保护焊工的健康。
电焊排烟除尘机组是将烟罩、软管、风机、净化装置及控制元件组装成一个便于移动的整体排烟除尘装置,以适应电焊作业点分散、移动范围大的特点。因此近年来发展很快,研制了供狭小空间使用的手提式小型轻便机组、供单个工位使用的移动式轻便机组、供多个工位使用的排风量较大的移动式机组、供车间定点悬挂的机组、利用电磁铁在球罐和容器等密闭空间内移动悬挂的机组及供打磨焊道用的吸尘式打磨机组等。
焊接车间的设计要充分考虑到车间的换气通风量,焊接工位要装有吸尘过滤设施。
切割过程产生的烟尘也是焊接车间烟尘的重要来源,数控切割机的工作台下面,要装有负压吸尘设施,将切割过程产生的烟尘吸入烟尘过滤装置中。
5.改善焊接的劳动卫生条件
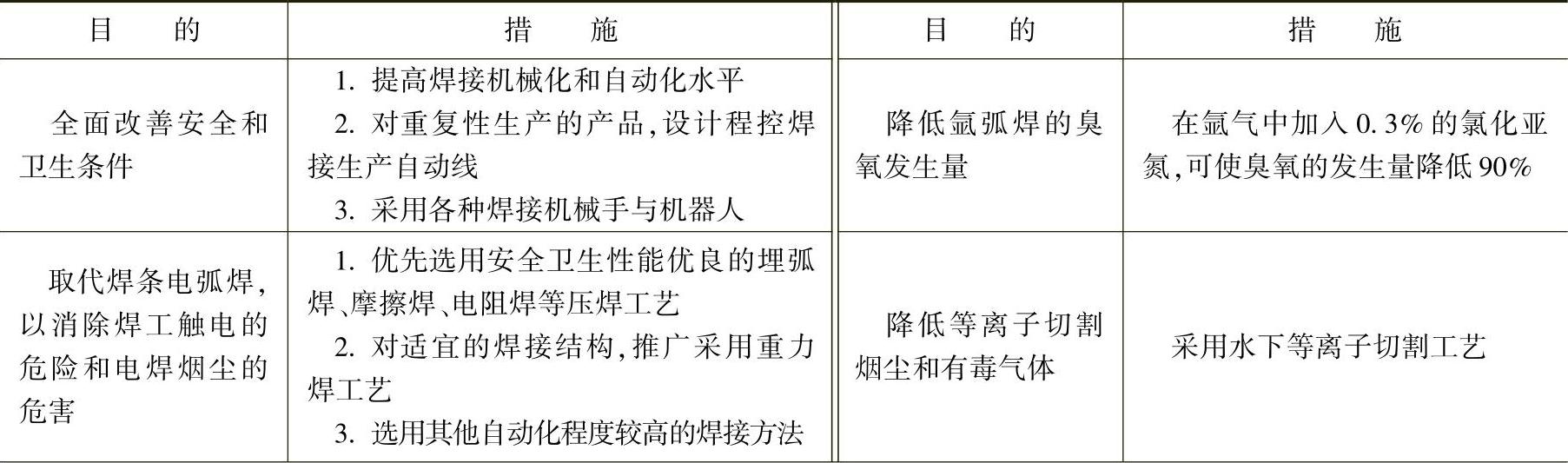
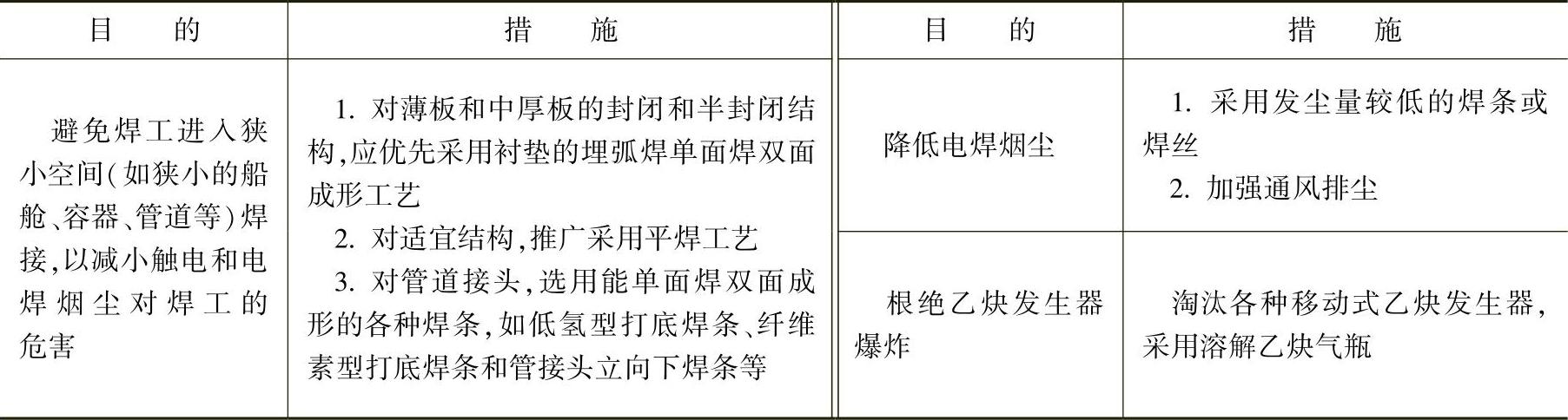
通过改进焊接材料和革新焊接工艺,从而改善焊接劳动卫生条件的措施见表11.5-22。
表11.5-22 革新焊接材料和焊接技术措施
(续)
11.5.4.2 弧光防护
1)焊接弧光辐射的危害见表11.5-23;焊条电弧焊、氩弧焊和等离子弧焊的紫外线相对强度见表11.5-24。
2)弧光防护措施:
①设置防护屏。防护屏可用玻璃纤维布及薄铁板等制作。防护屏应涂刷灰色或黑色等无光漆。
②采用不反光而能吸光线材料作室内墙壁的饰面。
③从工艺上采取措施。例如针对弧光强烈的等离子弧焊接及等离子弧堆焊等,采取密闭的独立工作间,并安装排风设备,不但防护了强烈的弧光辐射,也排除了烟尘和有害气体。
④采用个体防护。包括护目镜、工作服等。
表11.5-23 焊接弧光辐射的危害
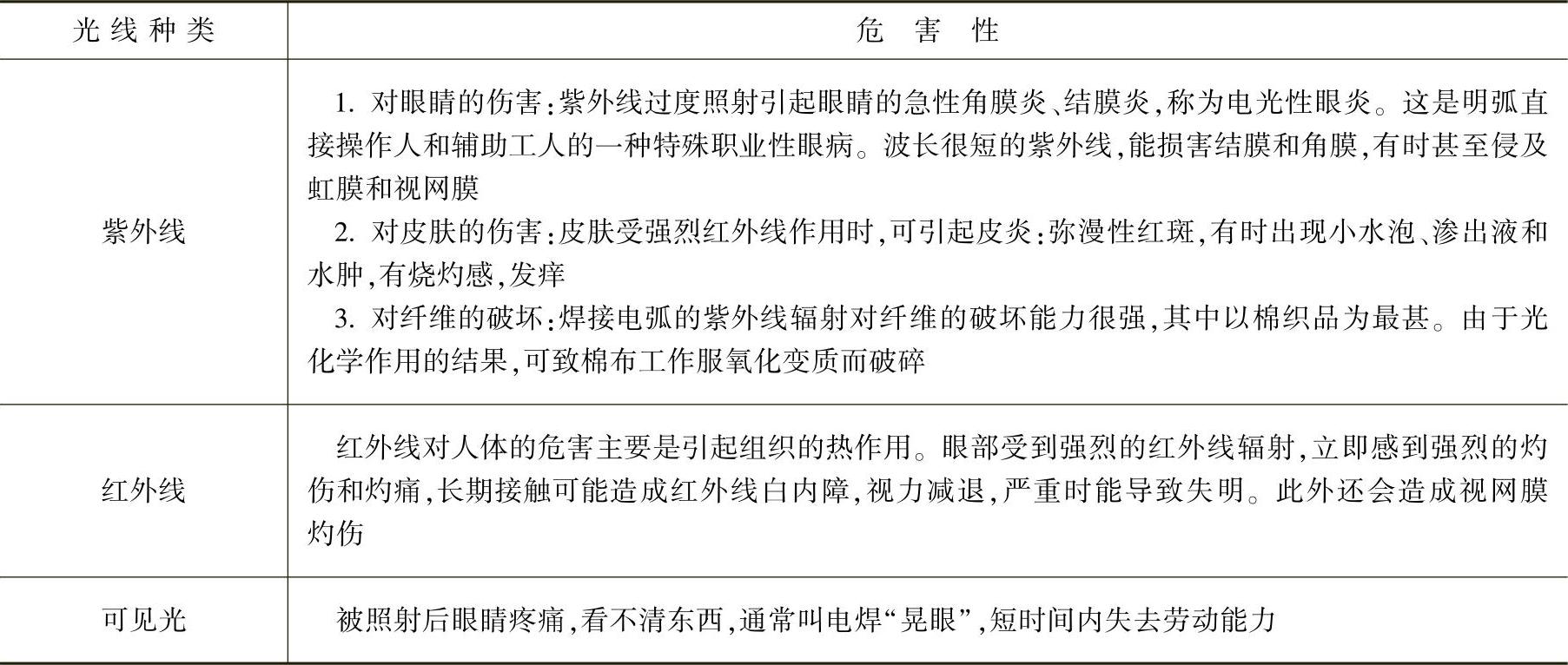
表11.5-24 焊条电弧焊、氩弧焊和等离子弧焊的紫外线相对强度
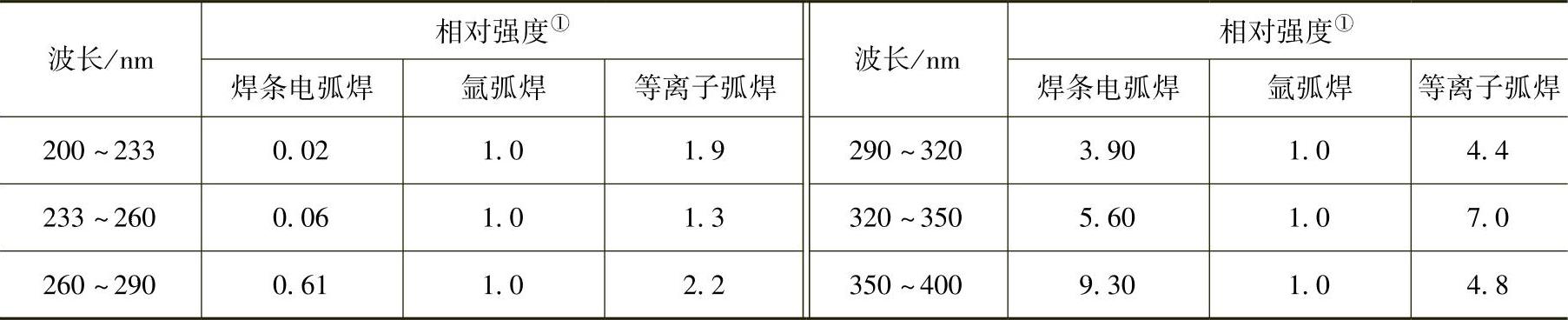
①以氩弧焊的紫外线强度为1。
11.5.4.3 高频电磁辐射防护
1.高频电磁辐射的来源和危害
1)非熔化极氩弧焊和等离子弧焊为了迅速引燃电弧,需由高频振荡器来激发引弧,所以有高频电磁场存在。高频电磁场的卫生标准为20V/m(电场强度为20V/m,磁场强度为5A/m)。
2)氩弧焊高频电场强度分布测定见表11.5-25;起弧瞬间高频电场强度测定值见表11.5-26;等离子弧焊接、切割和堆焊的高频电场强度见表11.5-27;手工等离子弧喷涂高频电场强度测定值见表11.5-28。
表11.5-25 氩弧焊高频电场强度分布测定 (单位:V/m)
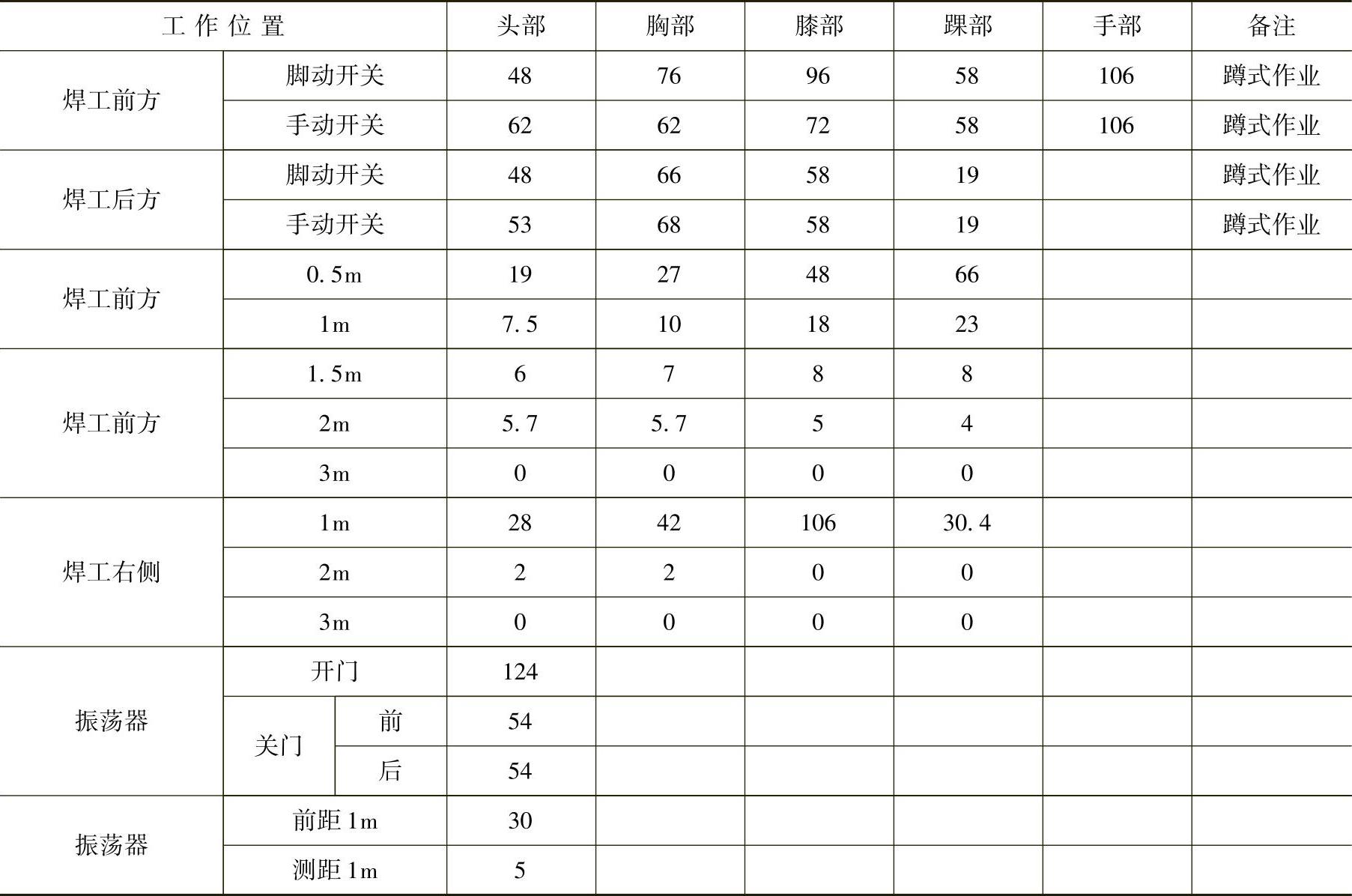
表11.5-26 起弧瞬间高频电场强度测定值 (单位:V/m)
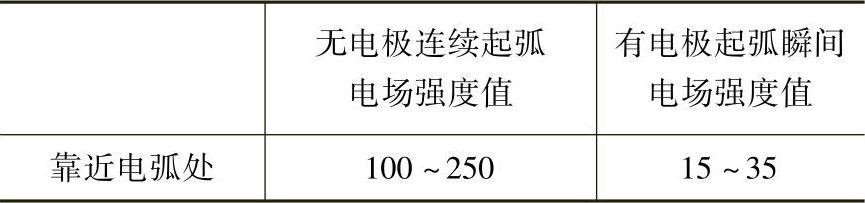
表11.5-27 各种等离子弧焊接、切割和堆焊的高频电场强度 (单位:V/m)
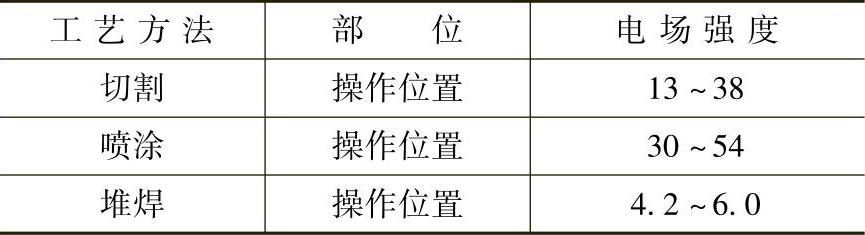
表11.5-28 等离子弧喷涂高频电场强度测定值 (单位:V/m)

3)电磁辐射对人体的危害主要是引起神经衰弱和植物神经功能紊乱,严重时会使血压不正常等。非熔化极氩弧焊和等离子弧焊时,每次起动高频振荡器的时间只有2~3s,每个工作日接触高频又是断续的,因此高频电磁场对人体的影响较小,一般不足以造成危害。但是考虑到焊接操作中的有害因素不是单一的,所以仍有采取防护措施的必要。
2.高频电磁辐射防护措施
1)减少高频电的作用时间,若振荡器只在引弧时使用,在引弧后应立即切断振荡器线路。
2)焊件良好接地。焊件的地线做到良好接地,能大幅降低高频电流,接地点距焊件越近,情况越能得到改善。
3)在不影响使用的情况下,降低振荡器频率。
4)屏蔽焊接电缆和控制线。
11.5.4.4 焊接放射性防护(https://www.xing528.com)
1.放射性物质来源与危害
1)射线探伤等焊接无损检测存在放射性伤害。
2)氩弧焊和等离子弧焊使用的钍钨棒电极中的钍,是天然放射性物质,能放射出α、β、γ三种射线。其中α射线占90%,β射线占9%,γ射线占1%。焊接操作时,基本的和主要的危害形式是钍及其衰变产物呈气溶胶和气体的形式进入体内。
3)真空电子束焊接过程中产生的X射线,具有一定的穿透能力。如果操作者长期接受较高能量的X射线照射,则可引起慢性辐射损伤,出现神经衰弱征候群和白细胞下降等。人体长期受到超容许剂量的外照射或者放射性物质经常少量进入并蓄积在体内,则可能引起病变。根据对氩弧焊和等离子弧焊的放射性测定,一般都低于最高允许浓度。但是在钍钨棒磨尖、修理特别是储存地点,放射性浓度大大高于焊接地点。考虑到有害因素的综合作用,需采取防护措施。
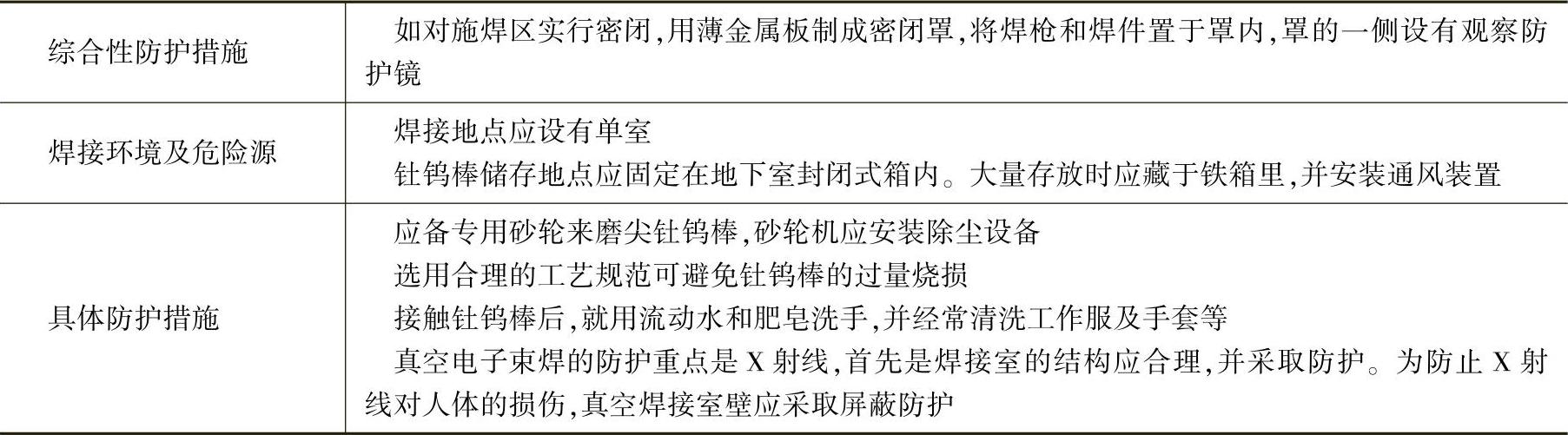
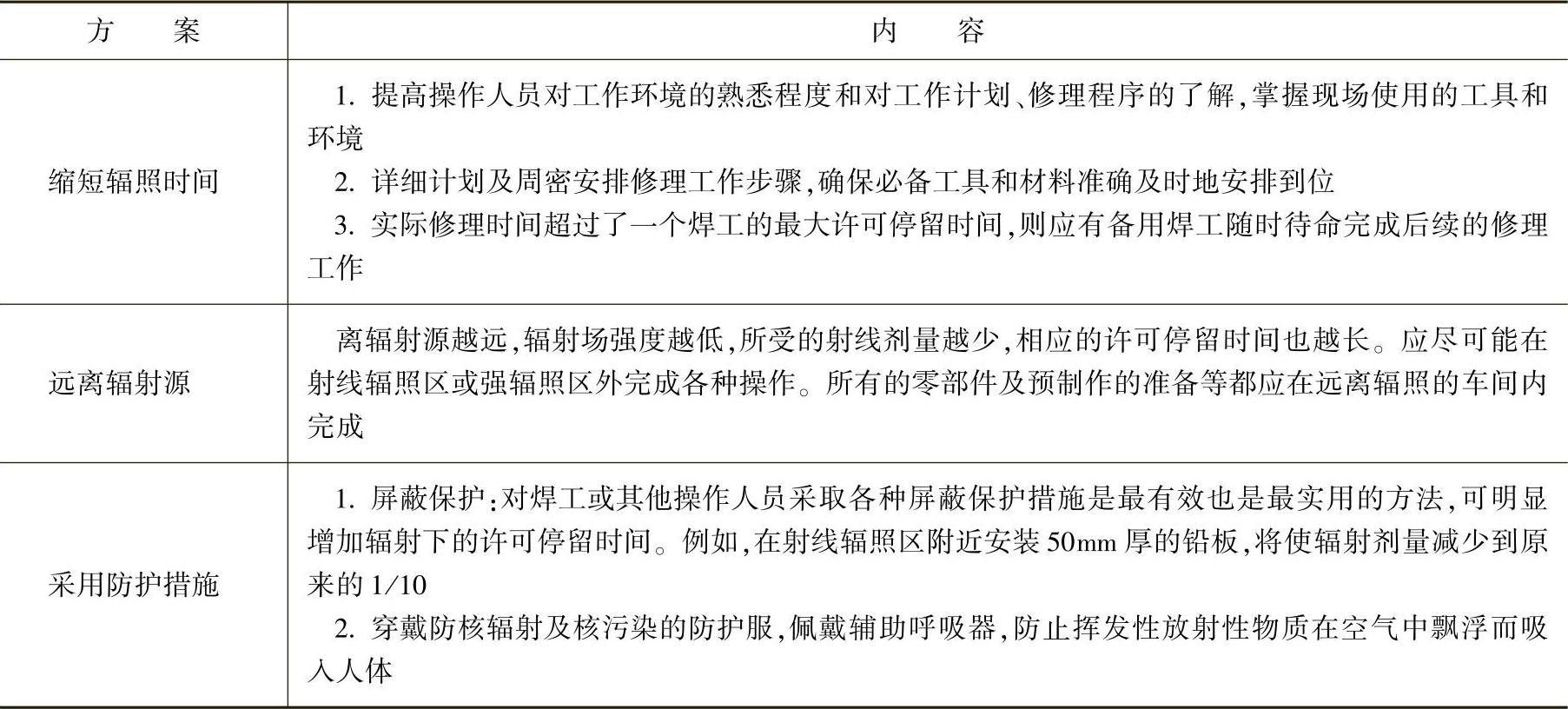
2.氩弧焊、真空电子束焊接中的辐射性防护措施(表11.5-29)。
表11.5-29 氩弧焊、真空电子束焊接中的辐射性防护措施
3.核电站焊接维修中的辐射防护
目前,世界各国所实行的辐射防护标准,主要是参考国际辐射防护委员会(ICRP)的建议制定的,并制定出受辐射的最大容许剂量当量,该最大容许剂量当量概念的含义是:任何一个工作人员在长期或一定时期内从事放射性工作过程中,只要不超过该当量数值,就不会对人体健康或功能造成不利或有害的影响。我国国家标准规定,全身射线辐照的终身累积剂量当量不得超过250Sv。需要指出的是,不同种类的射线对人员的损伤和危害是不同的,中子辐射强度比X射线、γ射线更大,最大容许剂量当量值会小很多。
美国联邦政府规定,一个季度内,个人所接受的总的射线辐照剂量不能超过3×10-2Sv。因此该规定限制了人员在核辐射环境下的停留时间,是制定各项辐射环境修理工作的重要技术依据。许多公司考虑到操作误差及可能出现的意外,掌握更严,一般规定不得超过2.5×10-2Sv。图11.5-1所示是核辐射环境下规定的最大许可停留时间与现场辐射剂量的关系曲线。如果在强度为2.5×10-2Sv/h的核辐射场内工作,只能工作1h(假定在该工作季度内该人员从未经受过其他任何剂量辐射)。减少焊工或其他操作人员所遭受的核辐射剂量的措施列于表11.5-30。
对焊工及其他维修人员还必须进行核辐射及污染保护、劳动安全保护以及标准操作程序等方面的教育,并提供必要的培训。例如,对在核辐射区或高放射性污染区域内工作的焊工来说,必须接受下述全面的知识培训及健康和体能方面的训练:
1)核电站内射线辐照的类型及危害性。
2)辐射剂量及辐射剂量单位。
3)从事放射性职业时经受辐射的限度及规定。
4)过量辐射对人体健康的潜在影响。
5)利用常规化验及尿样检测分析确定放射性核素在人体内的沉积情况。
6)国际辐射防护委员会提出的关于“实现尽可能低”辐射剂量限值的概念。
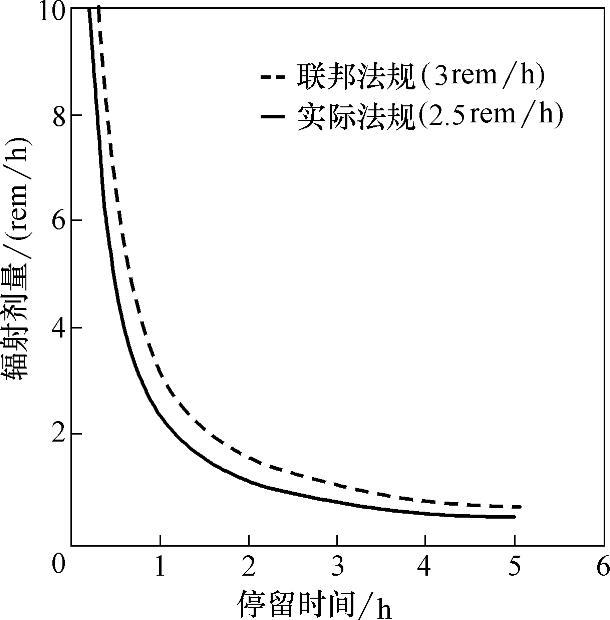
图11.5-1 核辐射环境下规定的最大许可停留时间与现场辐射剂量的关系曲线
注:1rem=10-2Sv
表11.5-30 减少焊工或其他操作人员所遭受的核辐射剂量的措施
7)常规辐射剂量及射线污染监测方法。
8)辐射预警信号的四种类型,以及每一种信号所代表的意义。
9)辐射防护设备的使用,包括用于监测辐射强度的闪烁探测器、胶片式射线报警器、电离室式真空辐射仪、辐射防护服及更衣间和清洗室等。
10)操作者个人及工作区域的后续清理规程及技术。
11)清理后操作者个人及设备无条件免除放射性的标准。
12)操作者出现意外情况时的应急措施及紧急呼叫。
13)出现紧急情况时现场人员安全集合区的位置及疏散安全通道等。
14)核电站安全操作规程及工业安全。
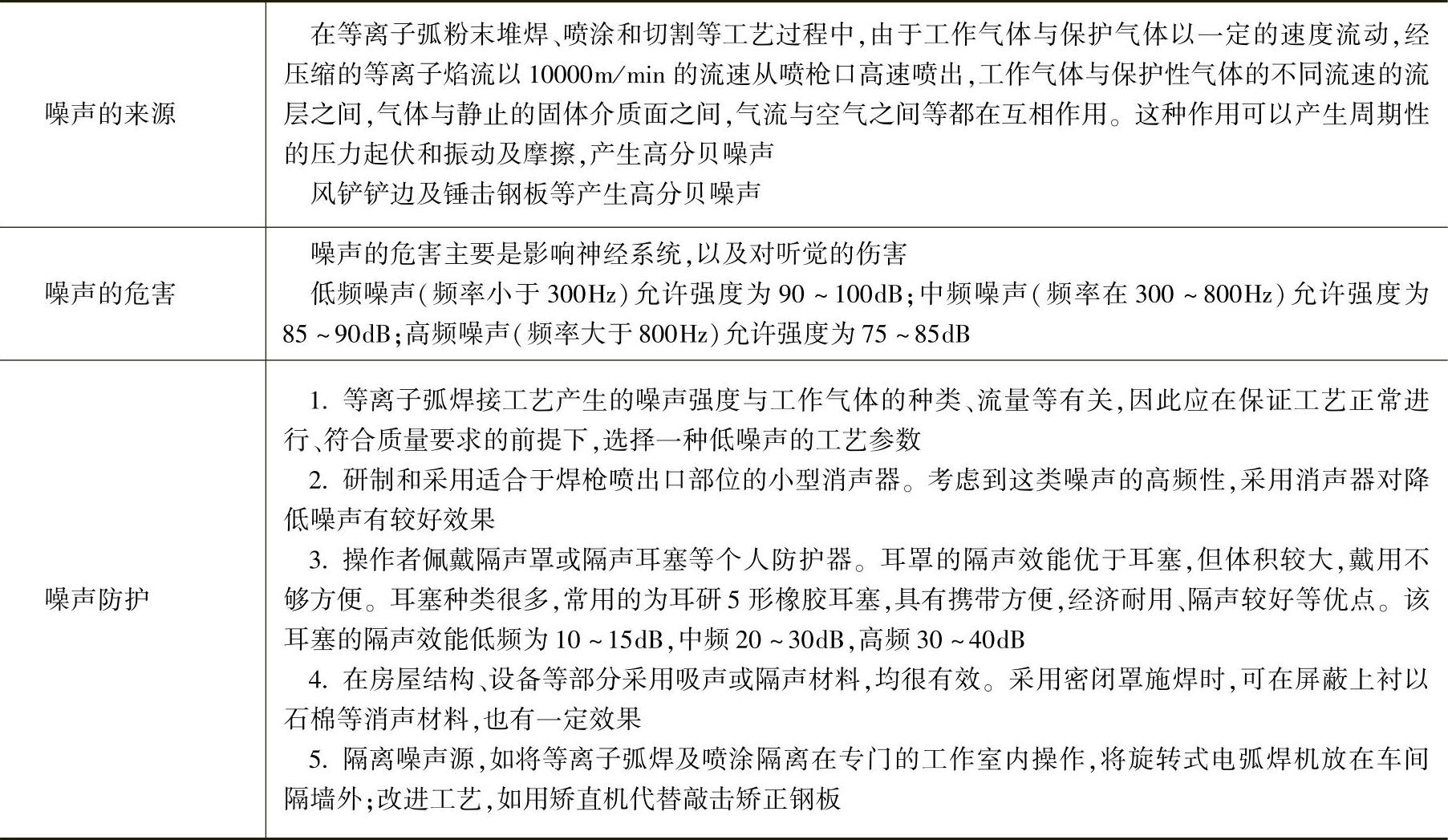
11.5.4.5 焊接噪声防护
焊接噪声的来源、危害及防护见表11.5-31。
表11.5-31 焊接噪声的来源、危害及防护
11.5.4.6 焊工个人防护
1.焊接护目镜
焊接弧光中含有的紫外线、可见光、红外线强度均大大超过人体眼睛所能承受的限度,过强的可见光将对视网膜产生烧灼,造成眩辉性视网膜炎;过强的紫外线将损伤眼角膜和结膜,造成电光性眼炎;过强的红外线将对眼睛造成慢性损伤。因此必须用护目镜滤光片来进行防护。必须强调用于焊工个人防护的护目滤光片,一定要符合国家标准GB/T 3609.1—2008《职业眼面部防护 焊接防护 第1部分:焊接防护具》所规定的性能和技术要求。
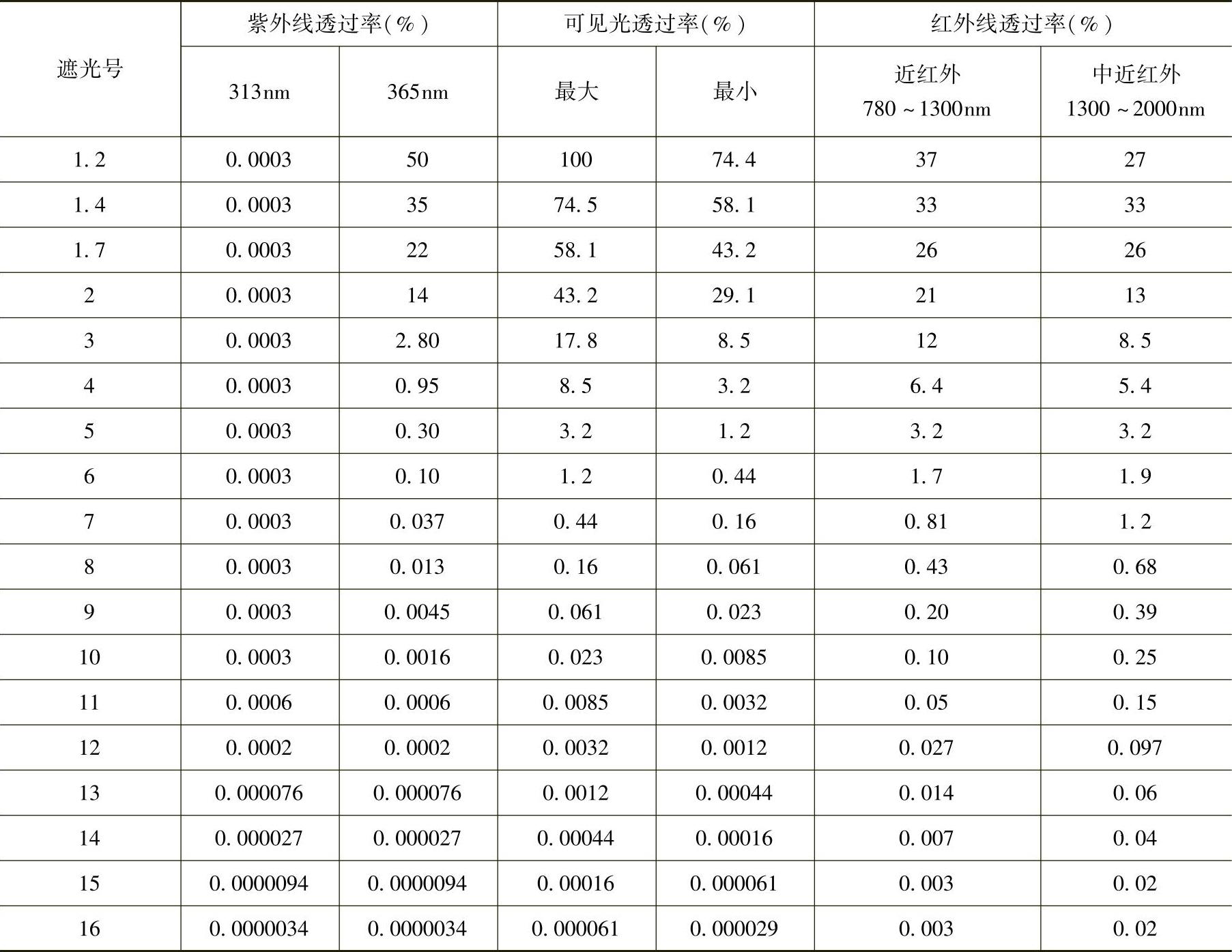
滤光片的透过率应符合表11.5-32的规定,使焊工既能观察到电弧和熔池,而透过的紫外线、可见光和红外线又不致损伤眼睛。
表11.5-32 焊接滤光片透过率性能要求
护目滤光片的种类:
1)吸收式滤光片,俗称黑玻璃片。
2)吸收-反射式滤光片。在吸收式滤光片表面上镀制高反射膜,对强光具有吸收和反射的双重作用。尤其对红外线反射效果好,有利于消除眼睛发热和疼痛。
3)光电式镜片。是利用光电转换原理制成的新型护目滤光片。起弧前是透明的,起弧后迅速变黑起滤光作用。SW-1型快速自动变色电焊监视镜,变黑响应时间为0.002s,使用寿命大于3年。
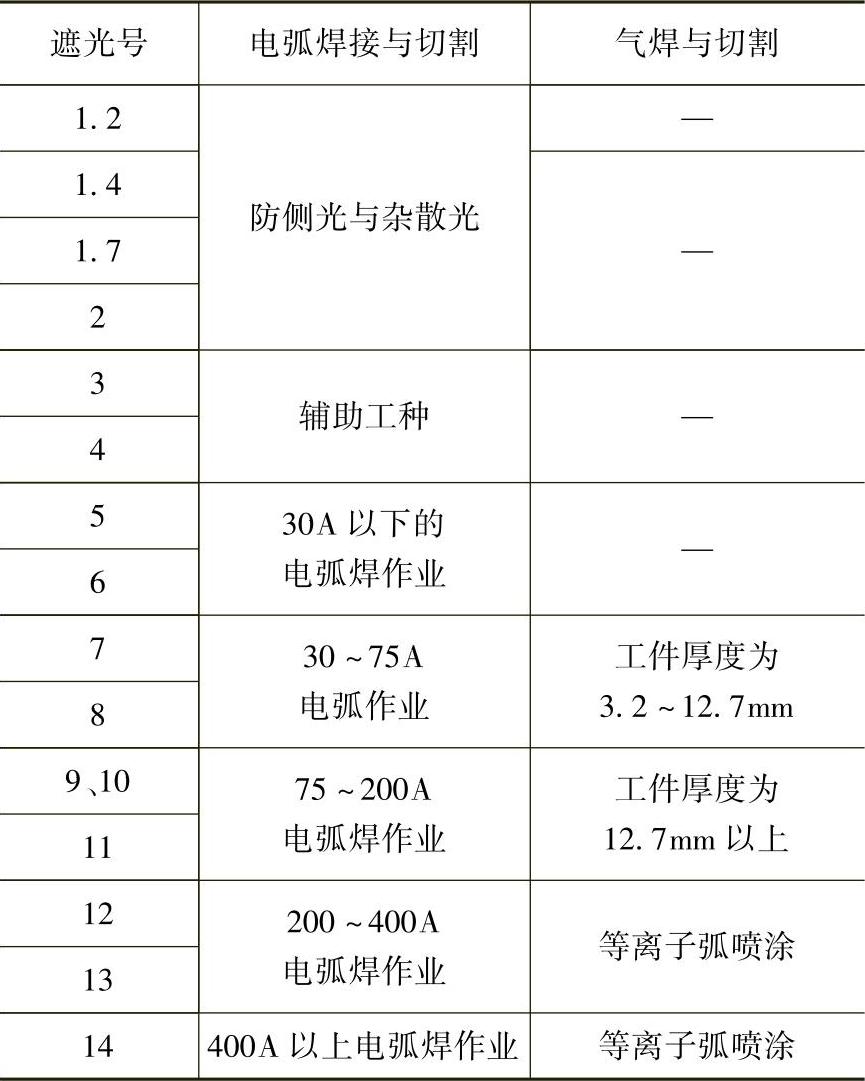
焊工务必根据焊接电流大小及时更换不同遮光号的滤光片。推荐使用的遮光号列于表11.5-33中。
2.焊接防护面罩
常用焊接面罩是用1.5mm厚纸板压制而成,质轻、坚韧、绝缘性与耐热性好。
3.防护工作服
焊工用防护工作服,应符合国标GB 8965.2—2009《防护服装 阻燃防护 第2部分:焊接服》规定,具有良好的隔热和屏蔽作用,以保护人体免受热辐射、弧光辐射和飞溅物等伤害。常用白帆布工作服或铝膜防护服。用防火阻燃物制作的工作服也已开始应用。
表11.5-33 焊接滤光片推荐使用遮光号
4.电焊手套和工作鞋
电焊手套宜采用牛绒面革或猪绒面革制作,以保证绝缘性能好和耐热不易燃烧。工作鞋为具有耐热、不易燃、耐磨和防滑性能的绝缘鞋,现一般采用胶底翻毛皮鞋。新研制的焊工安全鞋具有防烧、防砸性能,绝缘性好(用干法和湿法测试,通过电压7.5kV保持2min的绝缘性试验),鞋底可耐热200℃、15min的性能。
5.防尘口罩
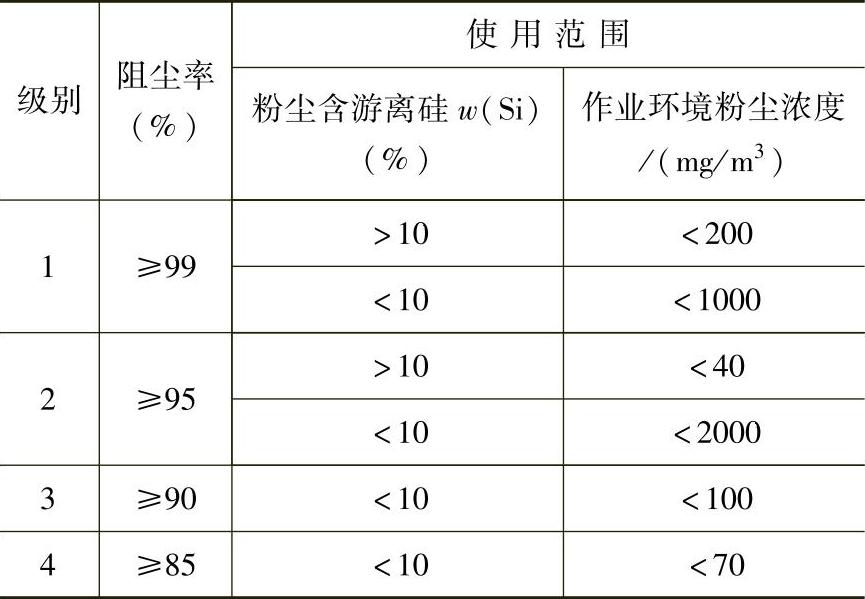
当采用通风除尘措施不能使烟尘浓度降到卫生标准以下时,应戴防尘口罩。国产自吸过滤式防尘口罩性能见表11.5-34。
表11.5-34 国产滤式防尘口罩性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。