



弯曲试验是检验熔焊和压焊对接接头拉伸面上的塑性及显示其缺陷,总的塑性用弯曲角α表示。检查试样拉伸面上出现的裂纹或焊接缺陷的尺寸及位置以及弯曲角。
11.3.3.1 试样及其制备
1.试样形状
每个试样均应打印标记,以识别它在被截试件中的准确位置。试样应采用机械加工或磨削方法制备,要注意防止表面应变硬化或材料过热。在受试长度L范围内,表面不应有横向刀痕或划痕。在试样整个长度上都应具有恒定形状的横断面。
试样形状分别符合图11.3-10(横弯)、图11.3-11(侧弯)或图11.3-12(纵弯)的规定。横弯和纵弯试样又分为正弯和背弯。
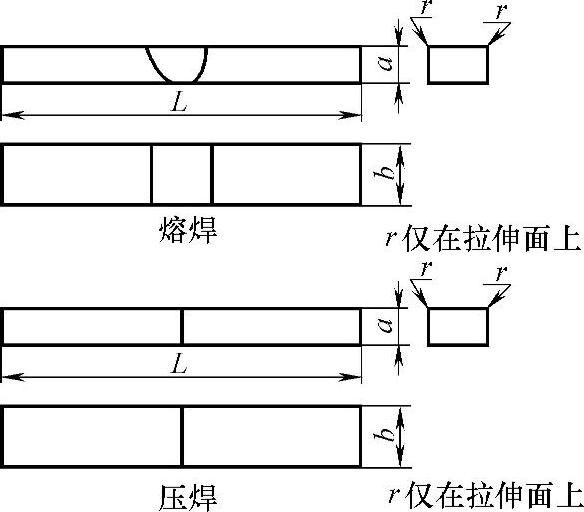
图11.3-10 横弯试样
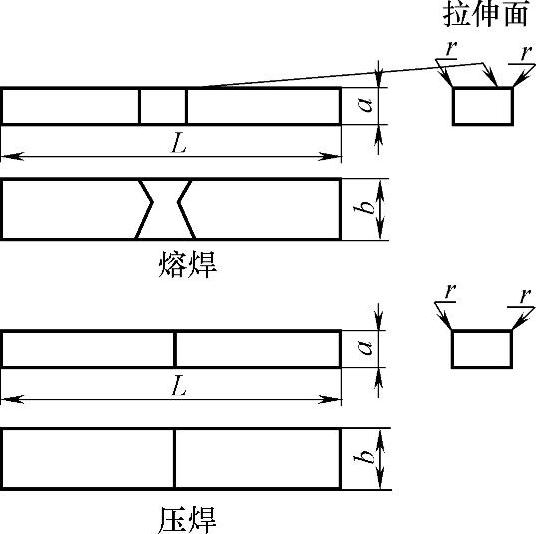
图11.3-11 侧弯试样
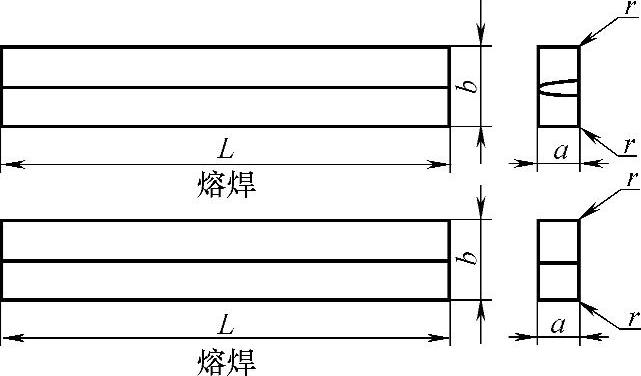
图11.3-12 纵弯试样
a—试样厚度 b—试样宽度 L—试样长度 r—圆角半径
焊缝的正、背表面均应用机械方法修整,使之与母材的原始表面平齐。但任何咬边均不得用机械方法去除,除非产品标准中另有规定外。
2.试样尺寸
(1)横弯试样的尺寸 对于板材试件,试样的宽度b应不小于厚度a的1.5倍,至少为20mm。
对于管材试件,试样的宽度b应为:
管直径≤50mm时,b为δ+0.1D(最小为10mm);
管直径>50mm时,b为δ+0.05D(最小为10mm,最大为40mm)
式中 δ——管壁厚度;
D——管子外径。
通常试样厚度a应为焊接接头试件厚度。
如果试件厚度超过20mm,则可从接头不同厚度区取若干试样以取代接头全厚度的单个试样,但每个试样的厚度应不小于20mm,且所取试样应覆盖接头的整个厚度,在这种情况下,应当标明试样在焊接接头厚度中的位置。
(2)侧弯试样的尺寸 试样厚度a应大于或等于10mm,宽度b应当等于靠近焊接接头的母材的厚度。当原接头试件的厚度超过40mm时,则可从接头不同厚度区取若干试样以取代接头全厚度的单个试样,但每个试样的宽度b在20~40mm范围内,这些试样应覆盖接头的全厚度。在这种情况下,应当标明试样在焊接接头厚度中的位置。
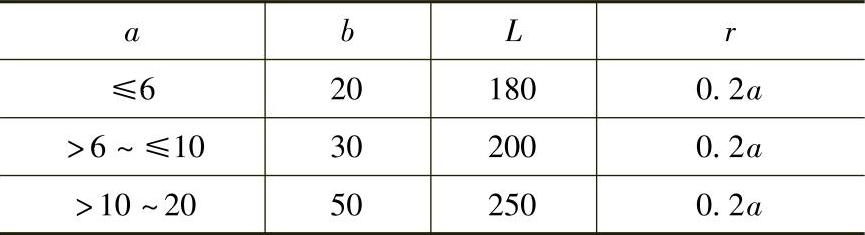
(3)纵弯试样的尺寸 试样的尺寸见表11.3-4、图11.3-12。如果接头厚度超过20mm时或试验机功率不够时,可在试样受压面加工至20mm。试样拉伸面上的棱角应当用机械方法加工成半径不超过0.2a的圆角(最大值为3mm)。
表11.3-4 纵弯试样的尺寸 (单位:mm)
3.试验条件及参数
弯曲试验条件及参数见表11.3-5。除表中所列的母材类别外,当断后伸长率A的标准规定值下限小于20%时,若按表中序号5规定的弯曲试验不合格,而其实测值小于20%,则允许加大弯心直径重新进行试验,此时弯心直径等于δ(200-A)/(2A),其中A为断后伸长率的规定值下限乘以100,支座间距等于弯心直径加(2δ+3)mm。
11.3.3.2 圆形压头弯曲(三点弯曲)试验法
如图11.3-13所示,在进行此试验时,将试样放在两个平行的辊子支承上,在跨距中间,垂直于试样表面施加集中载荷(三点弯曲),使试样缓慢连续地弯曲。
表11.3-5 弯曲试验条件及参数(https://www.xing528.com)
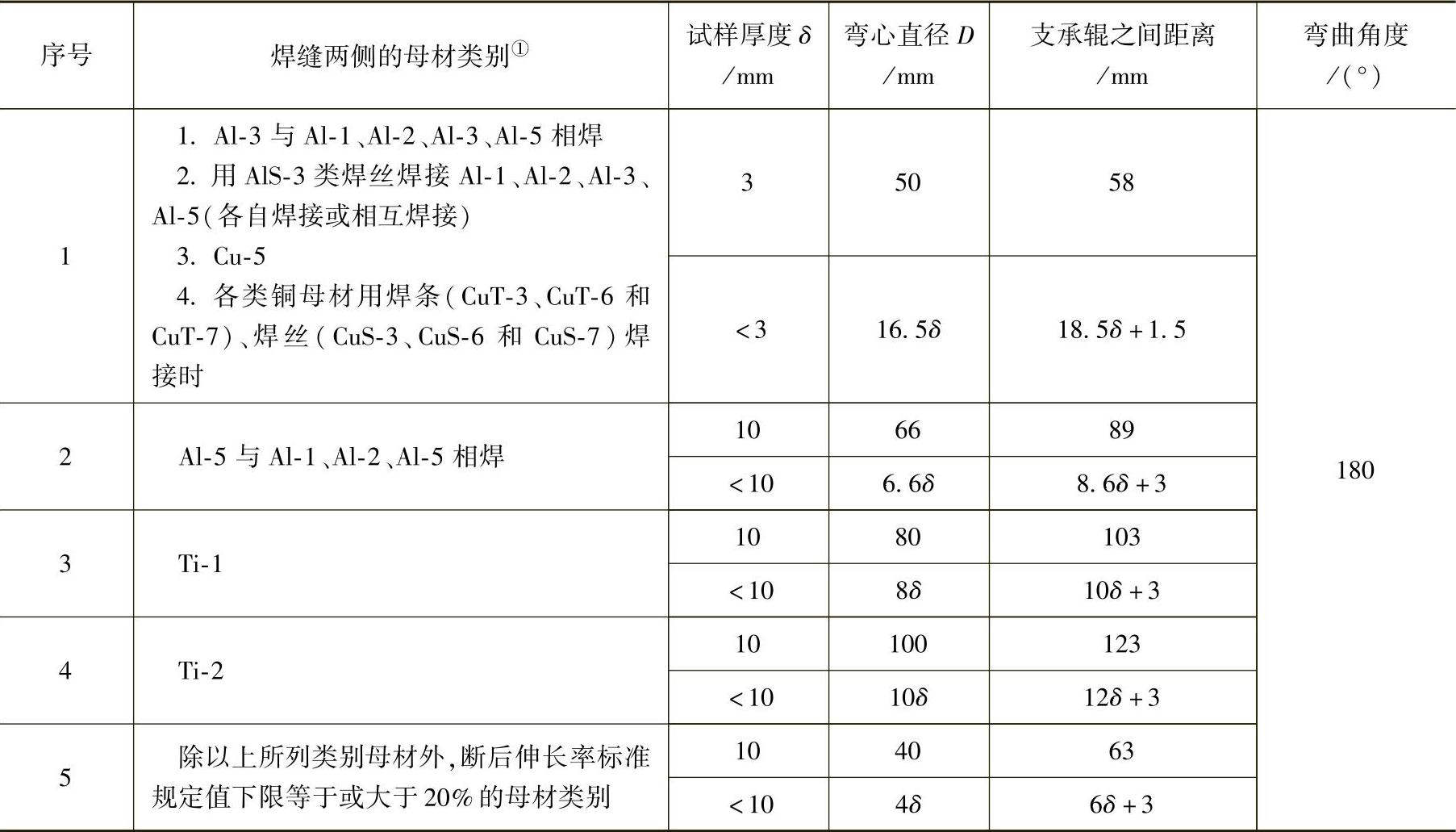
①表内的母材类别按NB/T 47014规定。
压头的直径D应符合有关标准和技术条件要求,见表11.3-5。支承辊之间的距离l不应大于D+3a。当弯曲角α达到使用标准中规定的数值时,试验便告完成。试验后应仔细检查试样拉伸面上出现的裂纹或焊接缺陷的尺寸及位置。
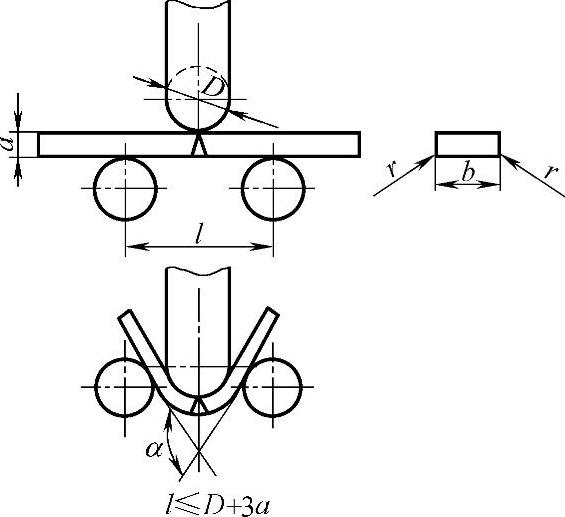
图11.3-13 圆形压头弯曲试验
11.3.3.3 辊筒弯曲(缠绕式导向弯曲)试验法
如图11.3-14所示,进行此试验时,将试样的一端牢固地夹紧在具有两个平行辊筒的试验装置内,通过半径为R的外辊,沿以内辊轴线为中心的圆弧转动,向试样施加集中载荷,使试样缓慢地弯曲。当弯曲角α达到使用标准所规定的数值时,试验便告完成。试验后,检查试样拉伸面上出现的裂纹或焊接缺陷的尺寸及位置。
内辊直径D应当符合有关标准和技术要求,见表11.3-5。本试验方法尤其适用于两种母材或焊缝和母材之间的物理弯曲性能显著不同的接头的横向弯曲试验。
当试件厚度超过10mm时,建议可用侧弯试验代替正弯和背弯试验。
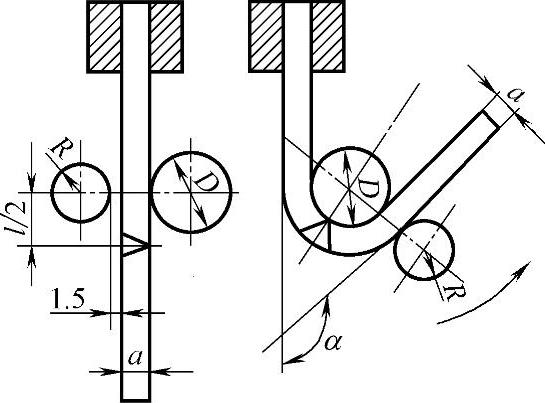
图11.3-14 辊筒弯曲试验
11.3.3.4 压扁试验
环焊缝和纵焊缝的小直径管接头,其压扁试样的形状和尺寸应符合图11.3-15及图11.3-16的规定。管接头的焊缝余高用机械方法去除,使与母材原始表面齐平。
环焊缝管接头压扁试验如图11.3-17所示,环焊缝应位于加压中心线上。纵焊缝压扁试验如图11.3-18所示。纵焊缝应位于与作用力相垂直的半径平面内。两压板间距离H值按下式计算:
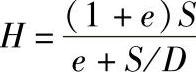
式中 S——管壁厚(mm);
D——管外径(mm);
e——单位伸长的变形系数,由产品规范规定。
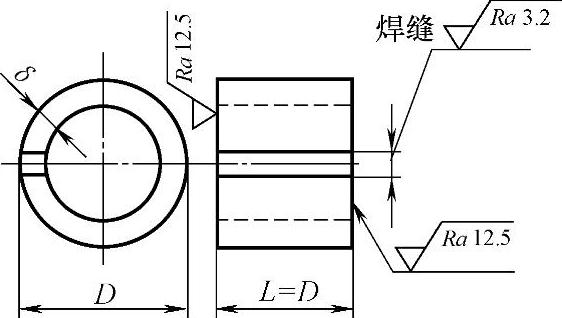
图11.3-15 环焊缝压扁试样
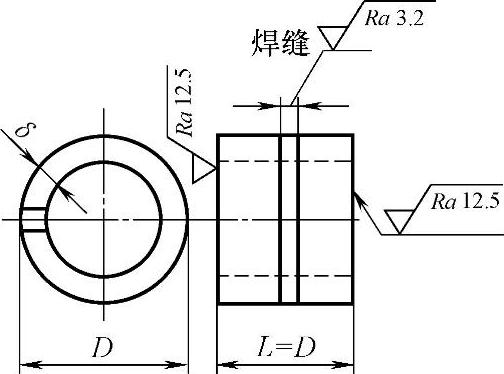
图11.3-16 纵焊缝压扁试样
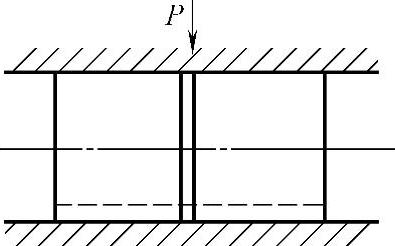
图11.3-17 环焊缝压扁试验
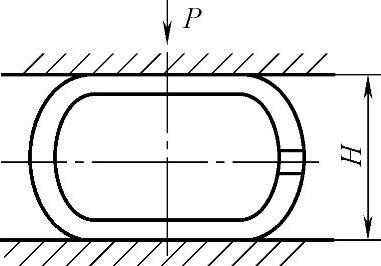
图11.3-18 纵焊缝压扁试验
11.3.3.5 结果记录
试样弯到规定角度后,沿试样拉伸部位出现的裂纹及焊接缺陷尺寸按相应标准或产品技术条件进行评定。压扁试验时,当管接头外壁距离压至H值时,检查焊缝拉伸部位有无裂纹或焊接缺陷,其尺寸按相应标准或产品技术条件评定。
试验报告应记录下列内容:试样的形式及截取位置;弯曲方法及压头或内辊直径;弯曲角度及压扁高度;试样拉伸面上出现的裂纹或焊接缺陷的尺寸及位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。