



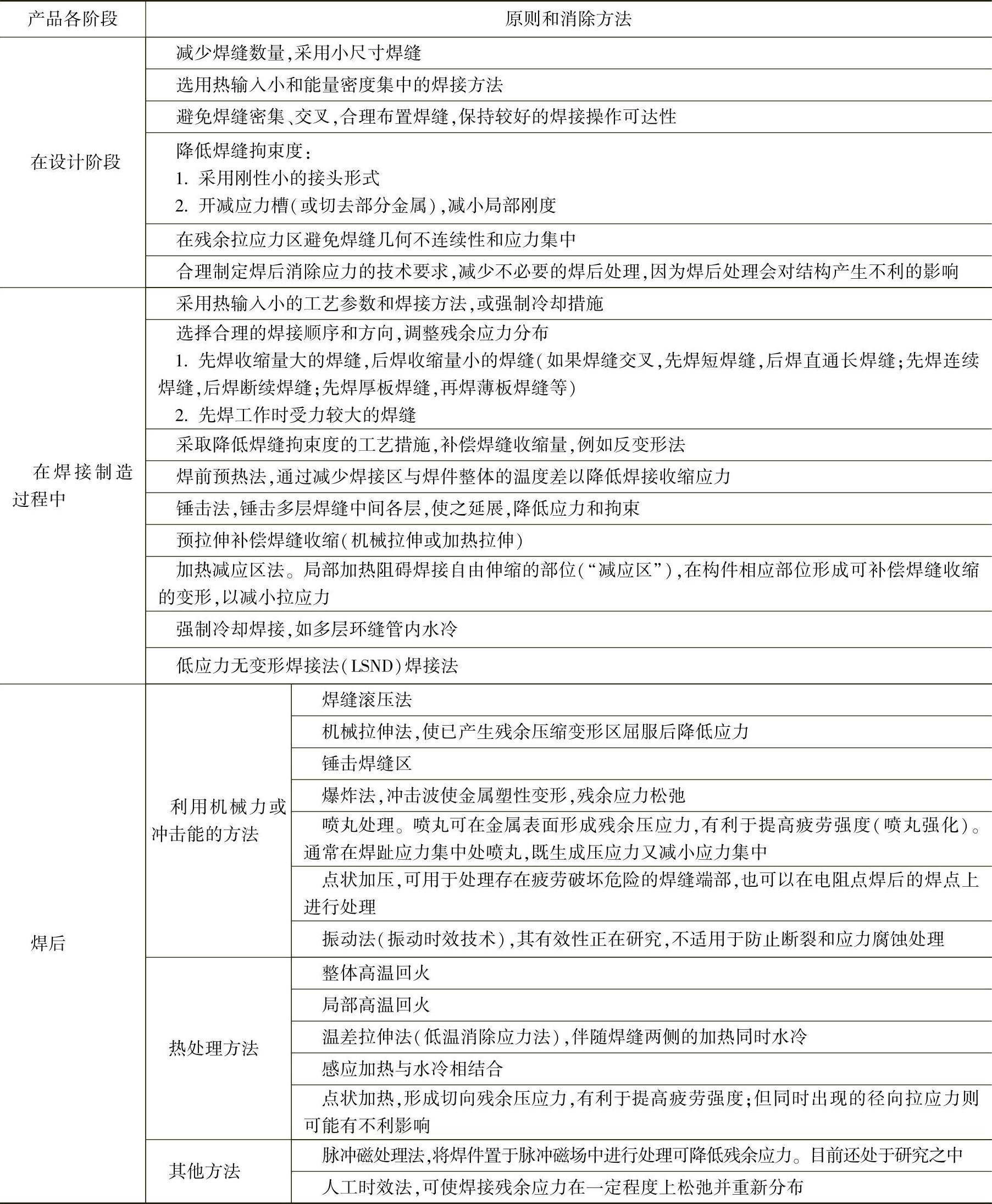
在焊接各个阶段中残余应力控制遵循的一般原则和常用消除方法见表10.6-3。
常用金属材料消除内应力的回火温度见表10.6-4。保温时间一般根据厚度确定。内应力消除效率随时间的增长迅速降低,所以过长的处理时间是不必要的。对钢来说,保温时间可以按保温1~2min/mm(厚度)来计算总保温时间,但不宜低于30min,不高于3h。
表10.6-3 焊接残余应力控制的一般原则和常用消除方法
加热速度取决于板厚δ,一般δ=10mm取5℃/min,δ=50mm取1℃/min。冷却速度应取加热速度的一半。
对具有再热裂纹倾向的钢材(例如含Cr、Mo、V等合金元素的高强度钢)的焊接结构,应注意控制加热速度和加热时间,以免产生再热裂纹。重要的结构如锅炉和化工压力容器,消除内应力的热处理规范及其必要性有专门的规定。
表10.6-4 消除内应力的回火温度
 (https://www.xing528.com)
(https://www.xing528.com)
①含钒低合金钢在600~620℃回火后,塑性、韧性下降,回火温度宜选在500~560℃。
常用钢材焊前预热和焊后消除应力热处理的规范见表10.6-5。
表10.6-5 常用钢材焊前预热和焊后消除应力热处理的规范

注:1.焊前预热栏中,当焊接环境温度低于0℃时,预热温度应比表内数值适当提高;当壁厚小于表内数值时,也需对焊件进行适当预热。
2.焊后热处理的加热速度、恒温时间及冷却速度应符合下列要求,加热速度:升温至300℃后,加热速度不应超过 ,且不大于220℃/h。恒温时间:碳素钢每毫米厚需2~2.5min,合金钢每毫米厚需3min,且不小于30min,冷却速度:恒温后的冷却速度不应超过
,且不大于220℃/h。恒温时间:碳素钢每毫米厚需2~2.5min,合金钢每毫米厚需3min,且不小于30min,冷却速度:恒温后的冷却速度不应超过 ,且不大于275℃/h,300℃以下可自然冷却。
,且不大于275℃/h,300℃以下可自然冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。