



搅拌摩擦焊接头的残余应力如图10.4-35~图10.4-39所示。
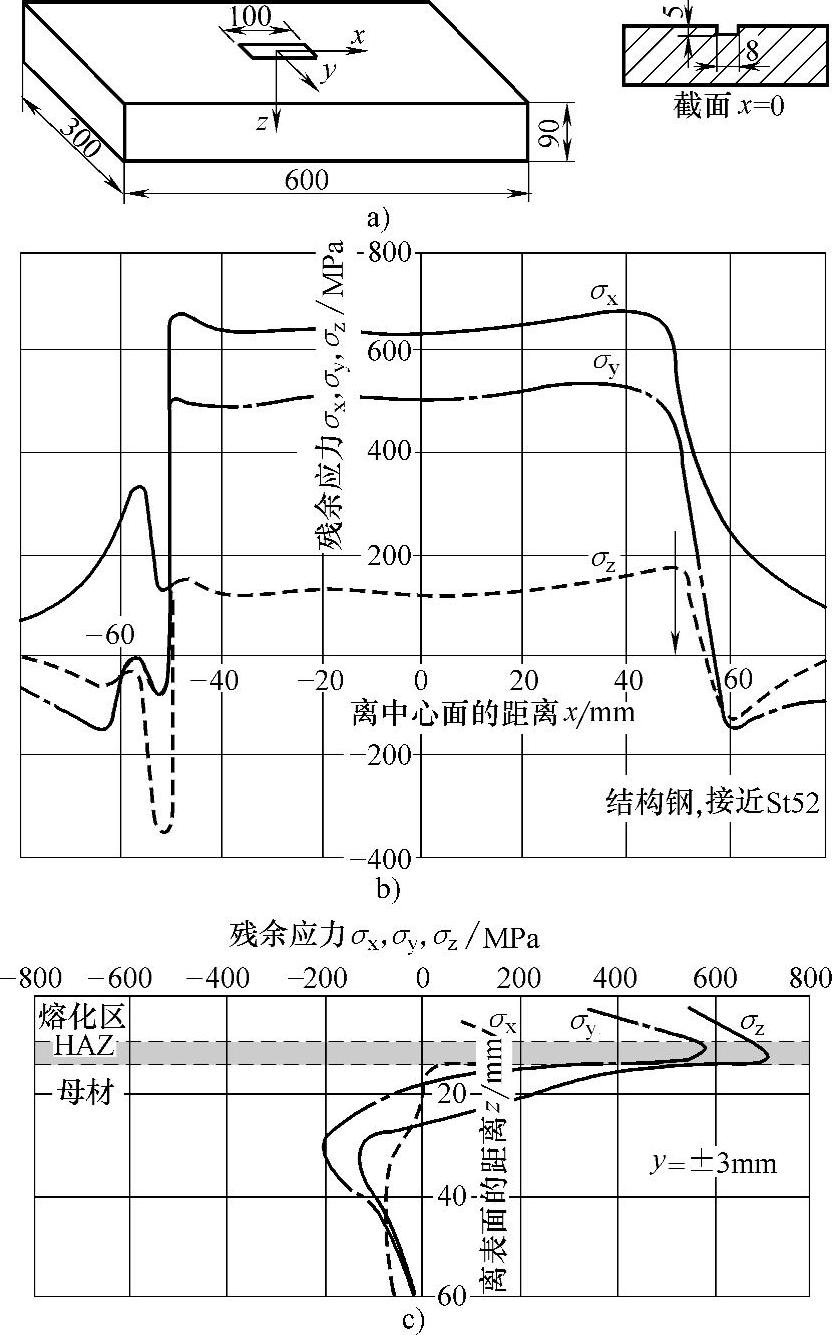
图10.4-30 低碳钢矩形板表面堆焊的残余应力
a)低碳钢矩形板表面堆焊的几何尺寸 b)位于焊缝中心线下8mm热影响区的焊接残余应力 c)焊缝中心沿厚度方向分布的焊接残余应力
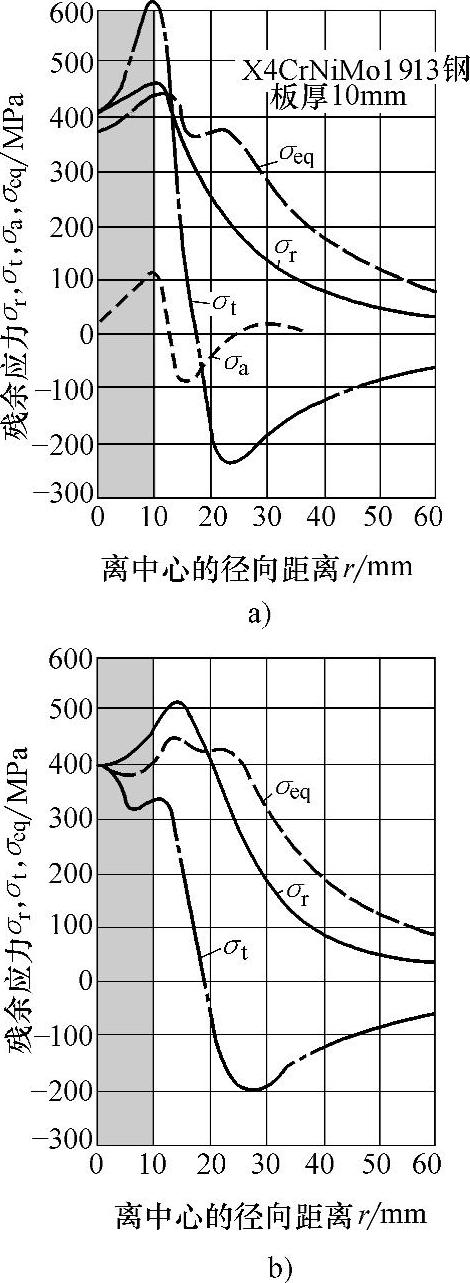
图10.4-31 点焊接头的径向残余应力σr、切向残余应力σt、轴向残余应力σa和Mises等效残余应力σeq
a)板内侧 b)板外侧
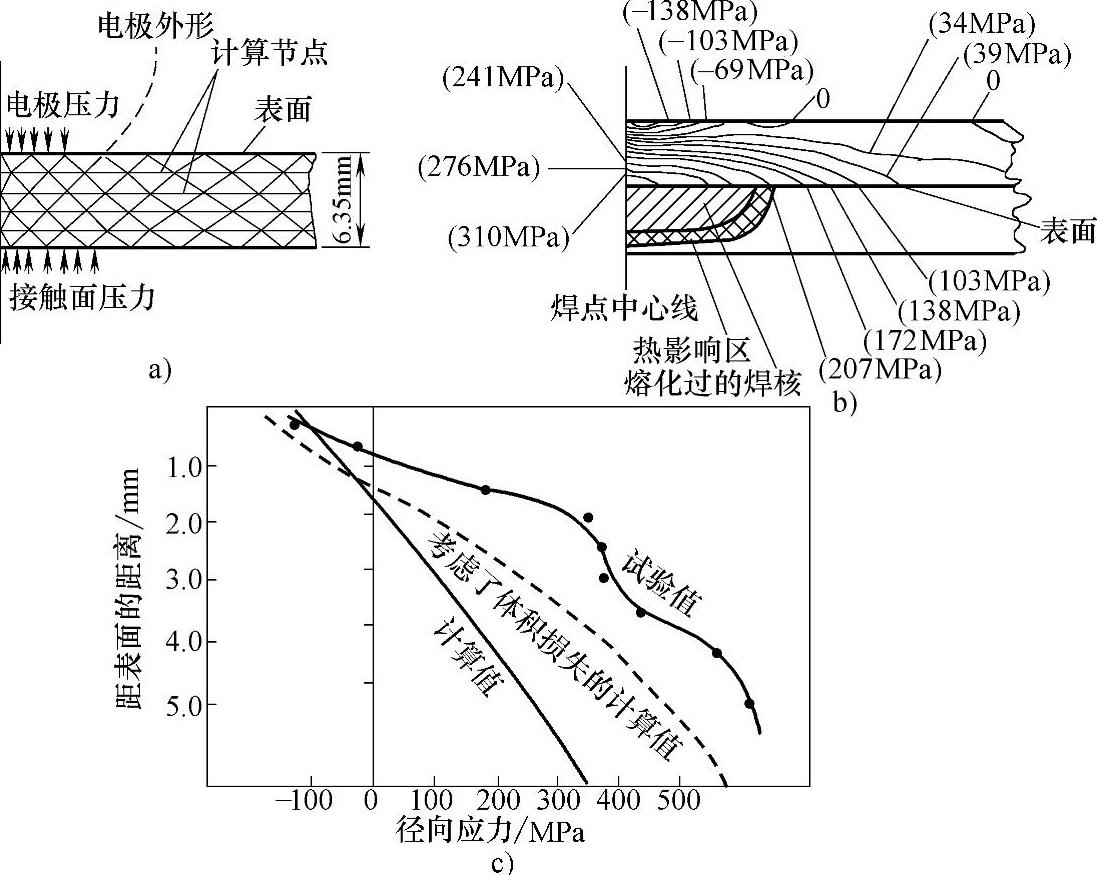
图10.4-32 单点电阻点焊的残余应力
a)典型的应力单元和有限元分析中所用的网格 b)筒单点焊接头中应力的分布(计算值) c)焊点中心线上残余应力随深度的变化
注:母材为钛合金8Al-1Mo-1V,板厚:6.4mm。
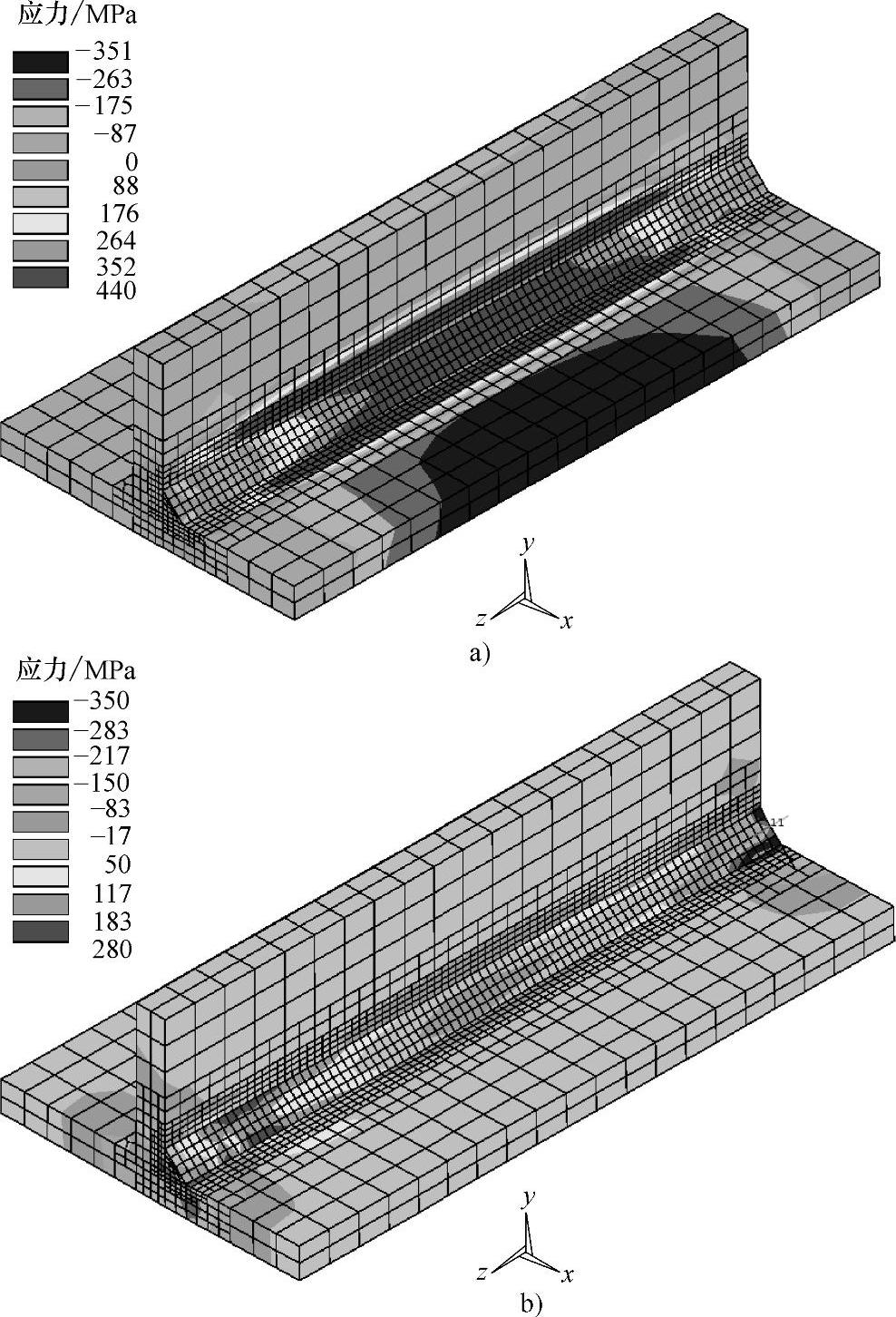
图10.4-33 碳锰钢T形接头的焊接残余应力分布
a)纵向残余应力分布 b)横向残余应力分布
注:板厚为10mm,焊缝长度200mm,底板宽度100mm,翼板高度45mm;采用药皮焊条,焊接电压34V,焊接电流265A,焊前两头定位焊20mm。
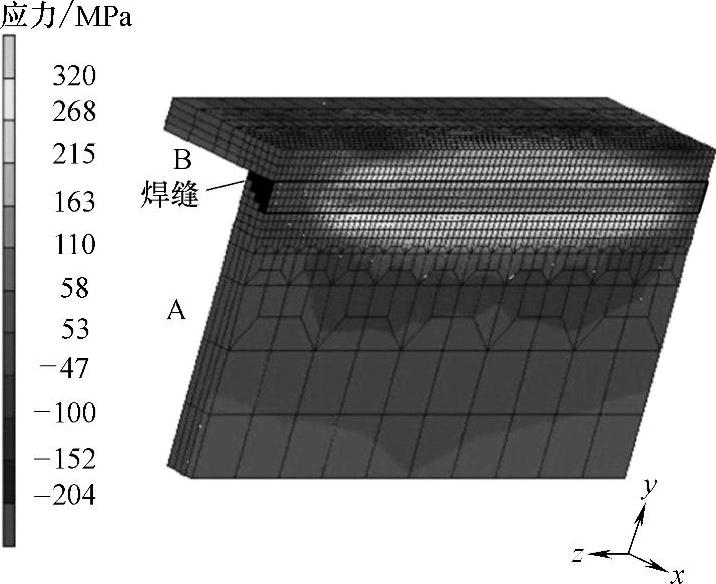
图10.4-34 坡口角焊缝的纵向残余应力(https://www.xing528.com)
注:单层电弧焊,使用药皮焊条。
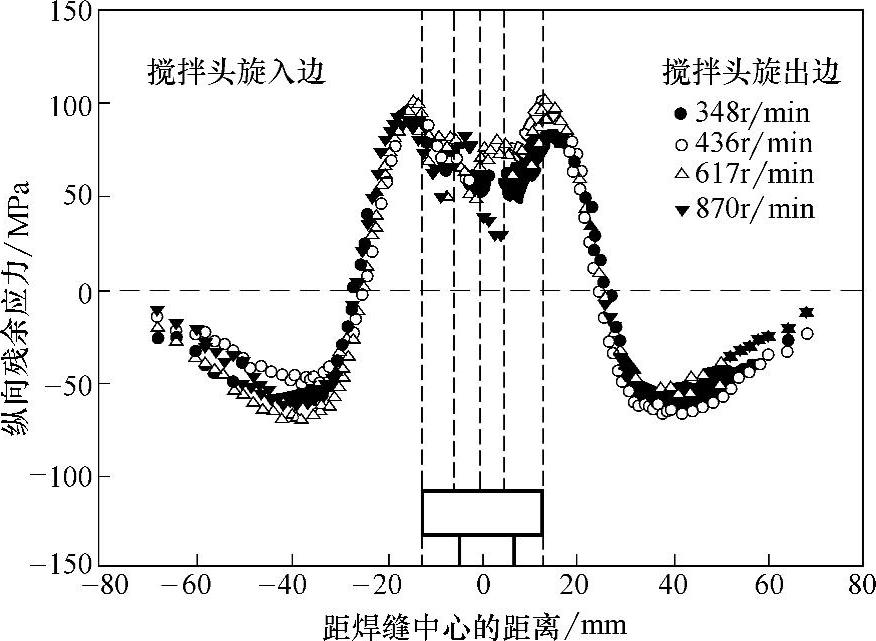
图10.4-35 铝合金5083-H321搅拌摩擦焊的纵向残余应力
注:焊接速度为185mm/min;焊头肩部直径为25.4mm。
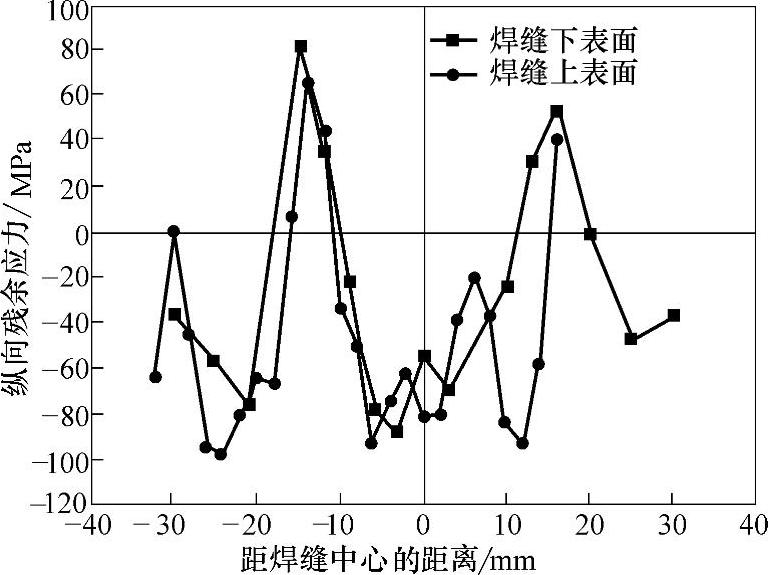
图10.4-36 铝合金6013-T4搅拌摩擦焊接头焊缝上表面和下表面的纵向残余应力比较
注:焊头转速为1500r/min;焊接速度为300mm/min;焊头肩部直径为22mm;焊头凸起直径为6mm;试样尺寸为60mm×80mm×4mm
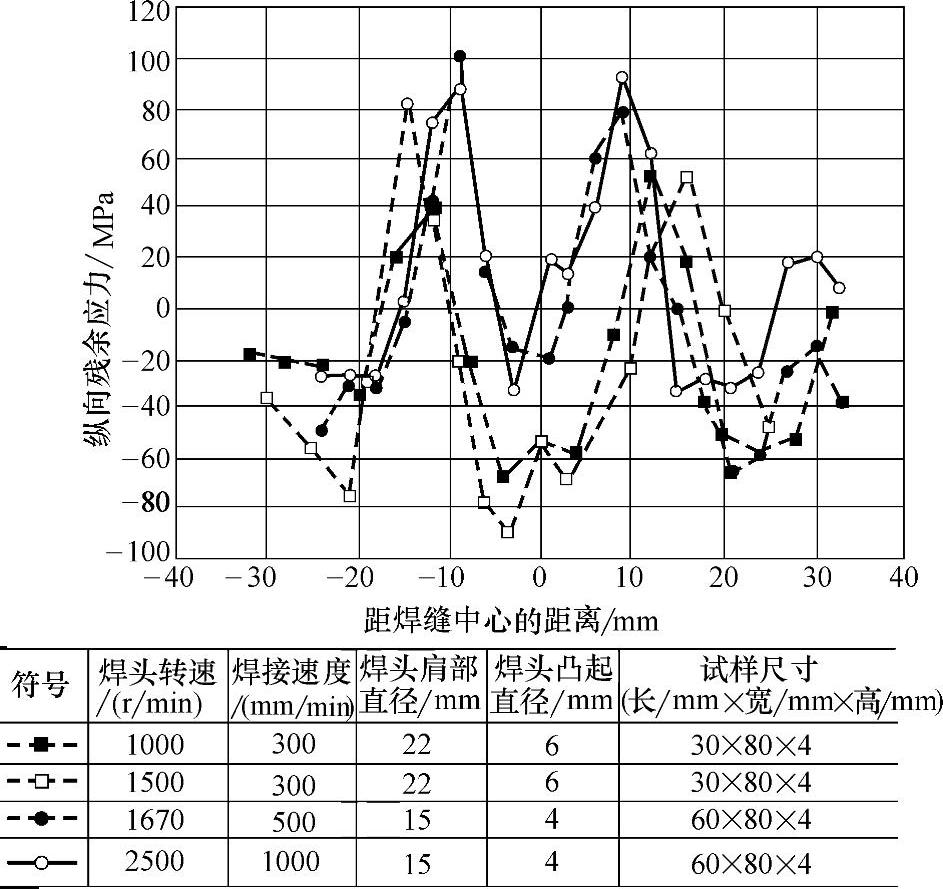
图10.4-37 不同焊接参数下铝合金6013-T4搅拌摩擦焊接头的纵向残余应力分布
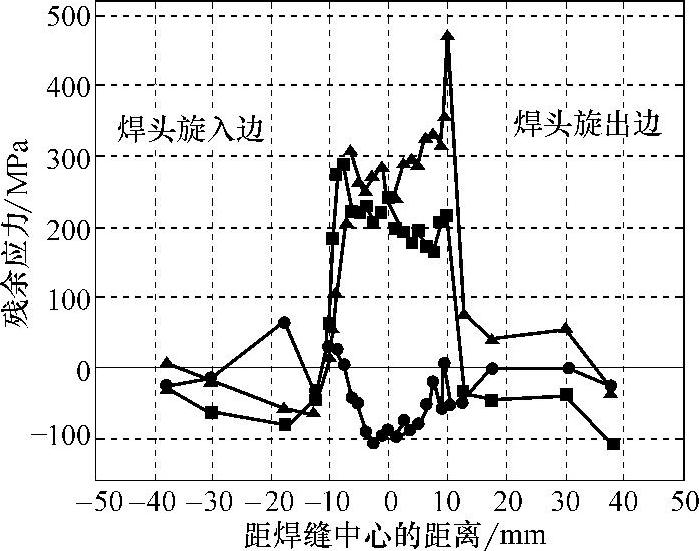
图10.4-38 钛合金(Ti-6Al-4V)搅拌摩擦焊接头表面的残余应力
 纵向残余应力
纵向残余应力  横向残余应力
横向残余应力  距表面0.254mm深度处的纵向残余应力
距表面0.254mm深度处的纵向残余应力
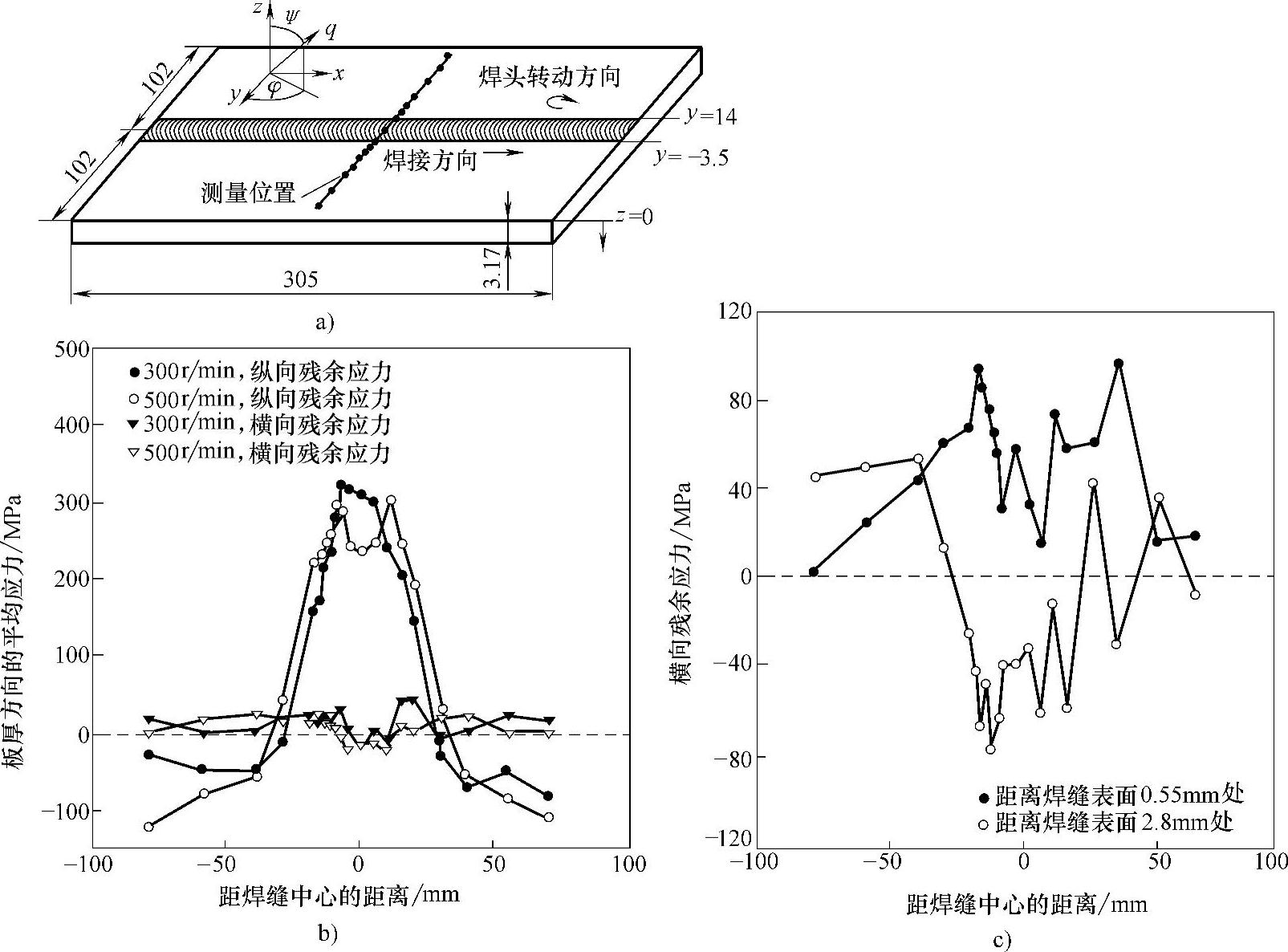
图10.4-39 不锈钢(304L)搅拌摩擦焊接头中的残余应力分布
a)焊接接头的几何尺寸 b)焊头转速不同时的残余应力分布 c)距离焊缝表面不同深度处的横向残余应力(焊头转速500r/min)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。