



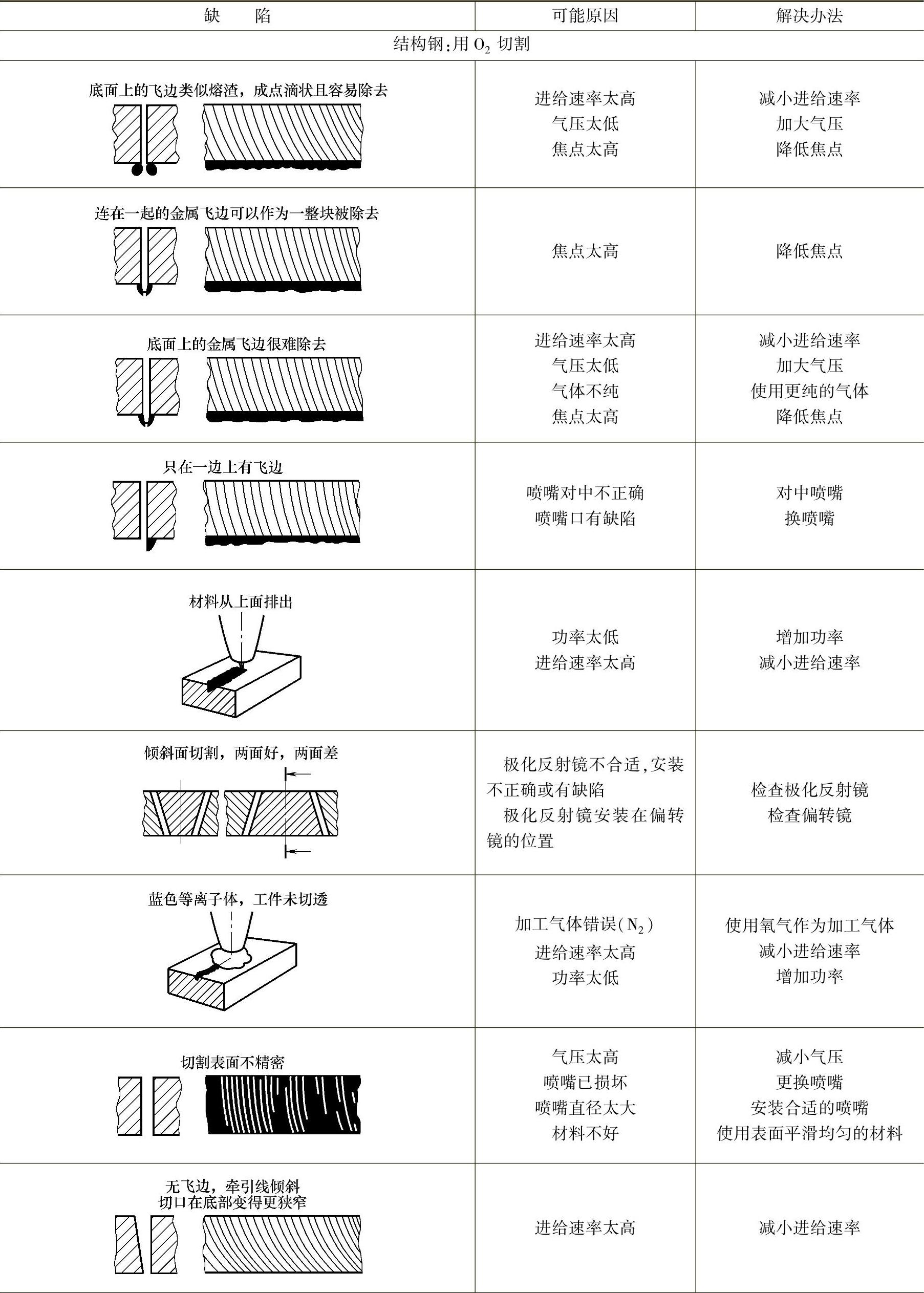
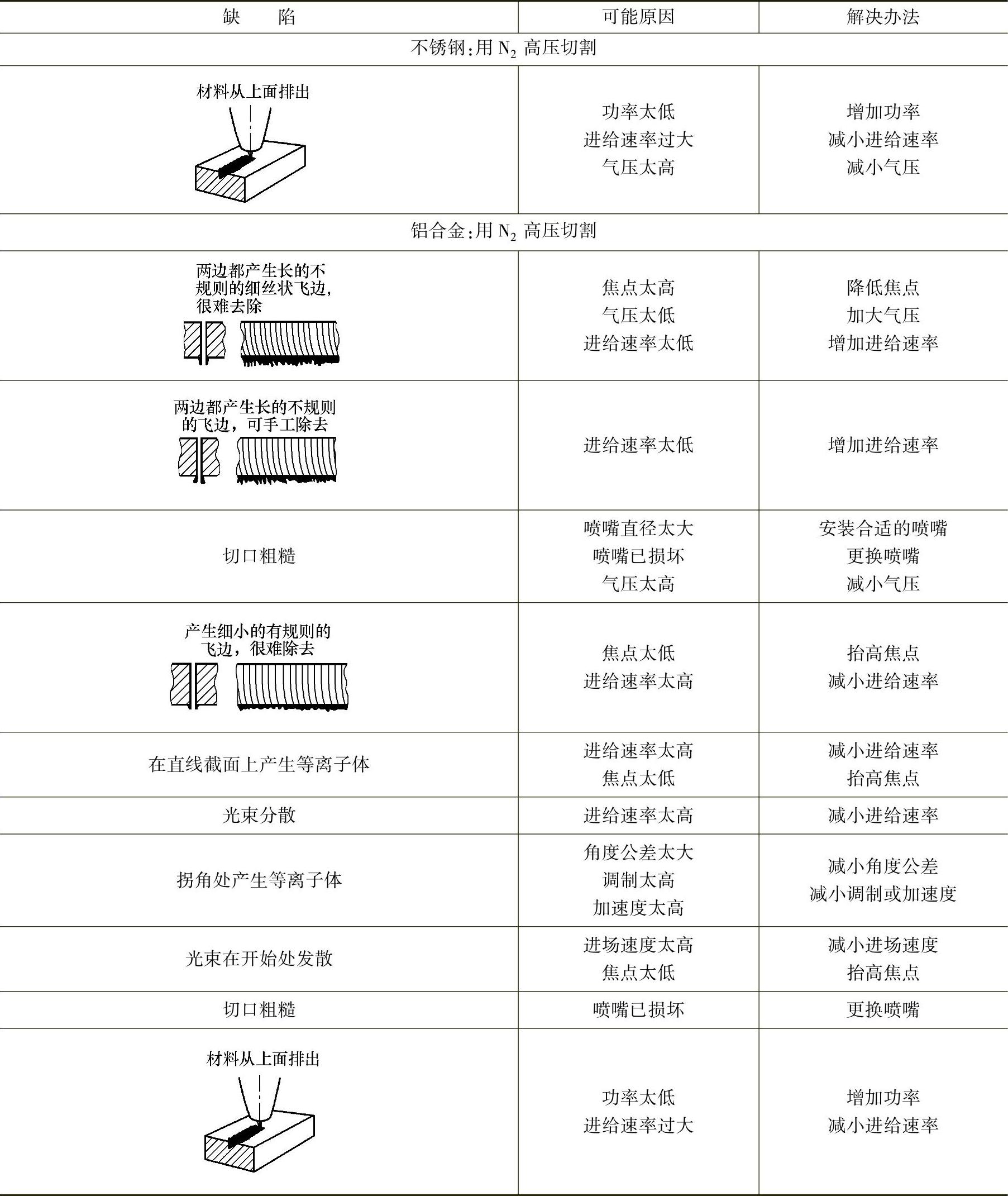
激光切割切口的质量要素主要包括切口宽度、切割面粗糙度、切割面倾斜角、热影响区和粘渣等几个方面,如图9.5-17所示。图9.5-18列出了影响激光切割的诸多因素。表9.5-13列出了激光切割中常见缺陷及其与工艺的关系。
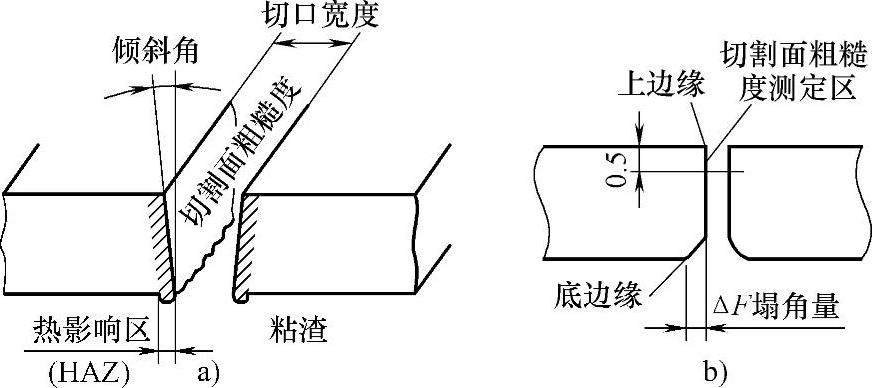
图9.5-17 激光切割切口的质量要素
a)上宽下窄的V形切口 b)塌角量
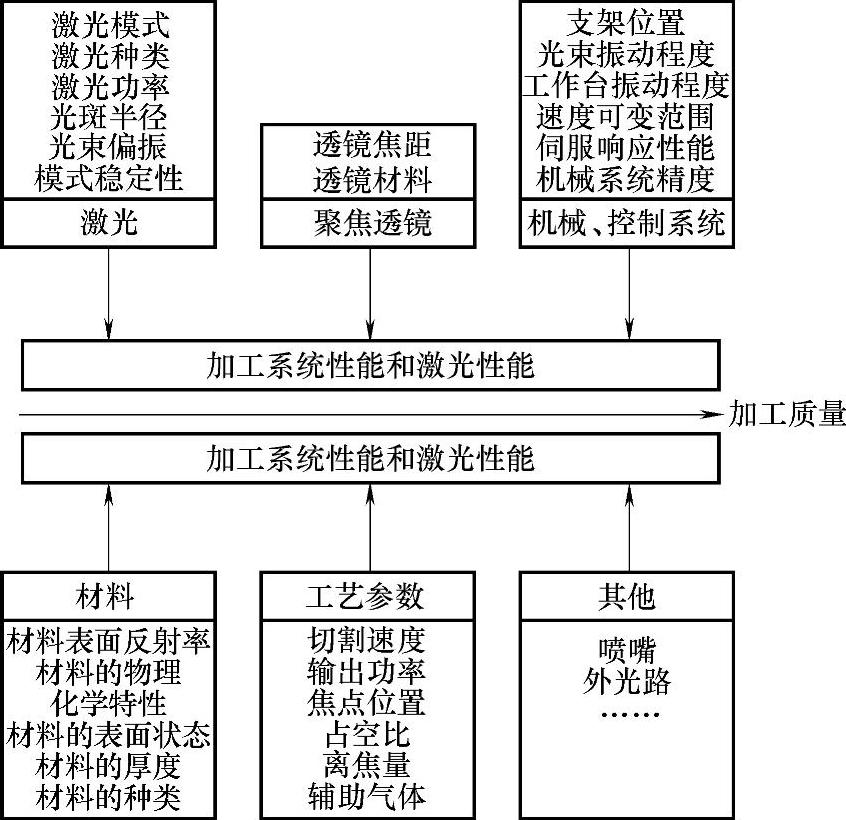
图9.5-18 影响激光切割质量的诸多因素
表9.5-13 激光切割常见缺陷及其与工艺的关系

(续)
(续)
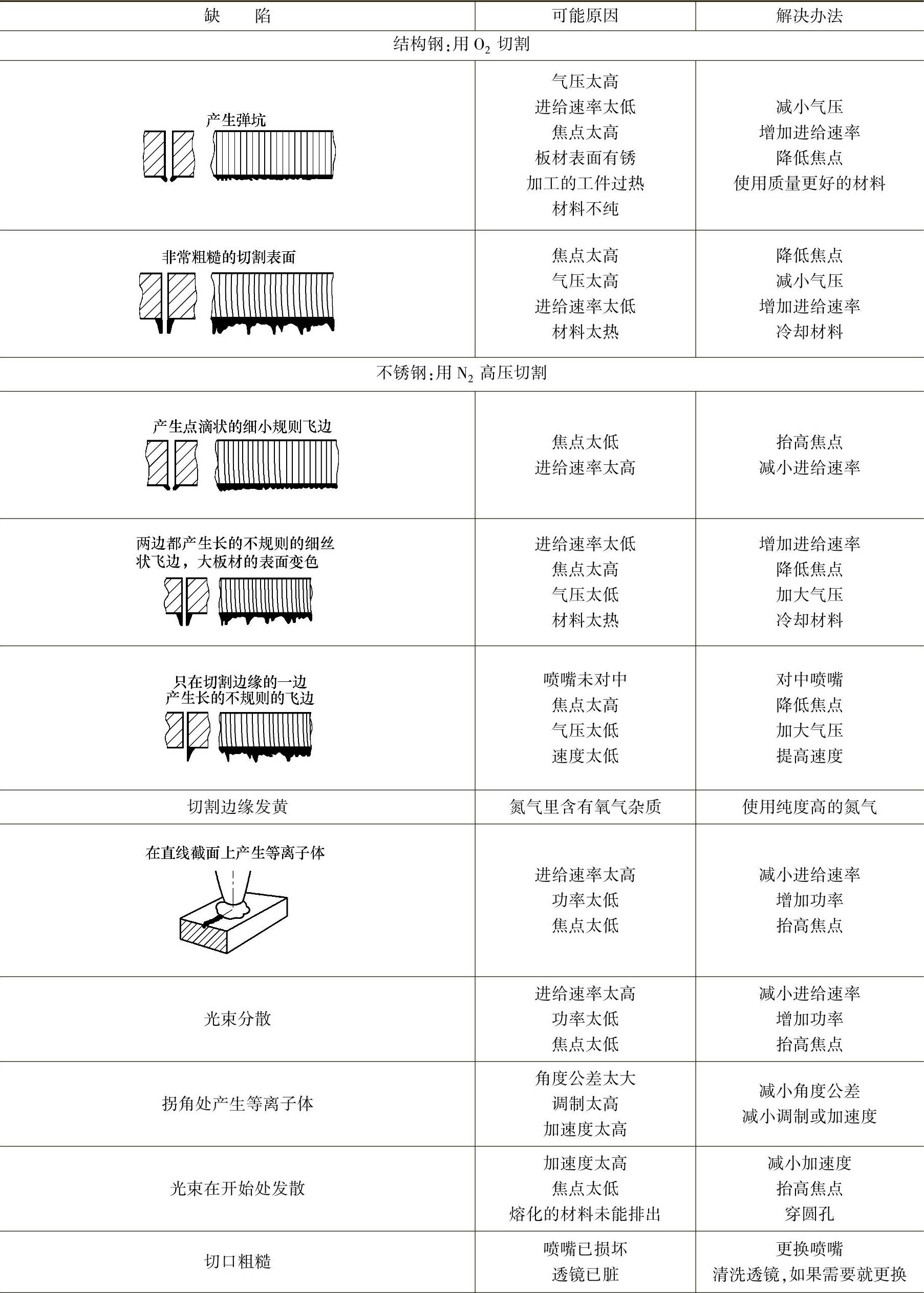
(续)
目前国内尚无关于激光切割质量的统一评定标准,国外各个国家和地区对此也不完全一致,而且每个激光设备公司的评定标准也有差异。此处以德国标准为例进行介绍。(https://www.xing528.com)
德国标准DIN EN ISO 9013:2000关于热切割的标准中给出了有关激光切割质量评估的准则、质量等级和尺寸公差,这一标准的要求适用于工件板厚0.5~40mm的激光切割。
标准中切割表面质量等级主要考核垂直度公差或者倾斜度公差u和表面粗糙度Rz5(德国的Rz5与我国的Rz近似),同时,还可用切线后拖量n,切口上边缘熔化程度r,以及切口底部可能出现的熔渣或者飞边作为补充考核参数。
垂直公差或者倾斜度公差u指的是包络切割表面外形的两条平行直线的距离,如图9.5-19所示;Rz5是单独测量的5个等距长度上的表面轮廓高度差的平均值,如图9.5-20所示。图9.5-21和图9.5-22给出了不同等级的u和Rz5取值范围。
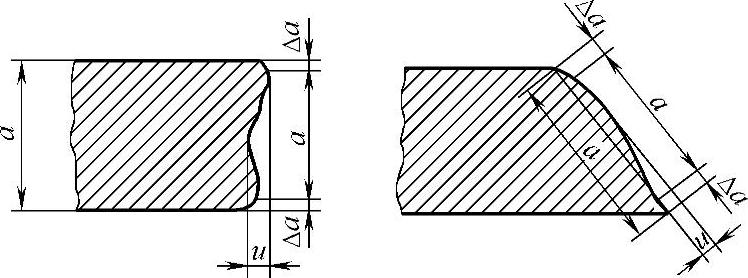
图9.5-19 垂直切割和斜切时的垂直度公差或倾斜度公差u
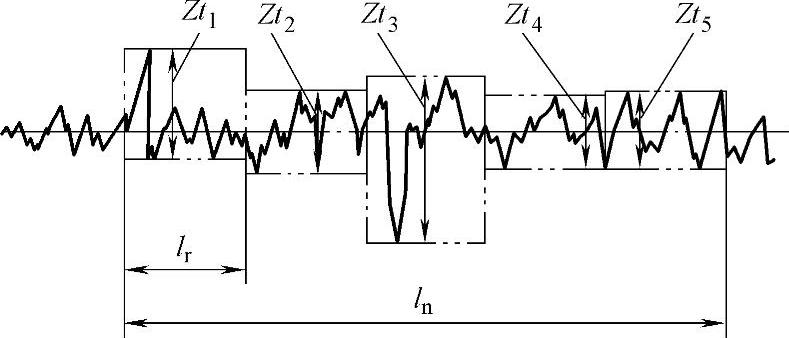
图9.5-20 表面粗糙度Rz5示意
lr—单个测量长度
ln—总测量长度,ln=5lr
Zt1~Zt5—每个测量长度上表面轮廓的高度差
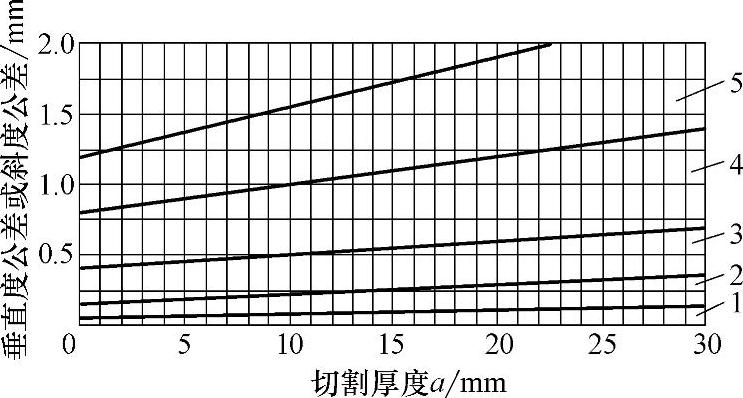
图9.5-21 不同等级的垂直度公差或斜度公差u的取值范围
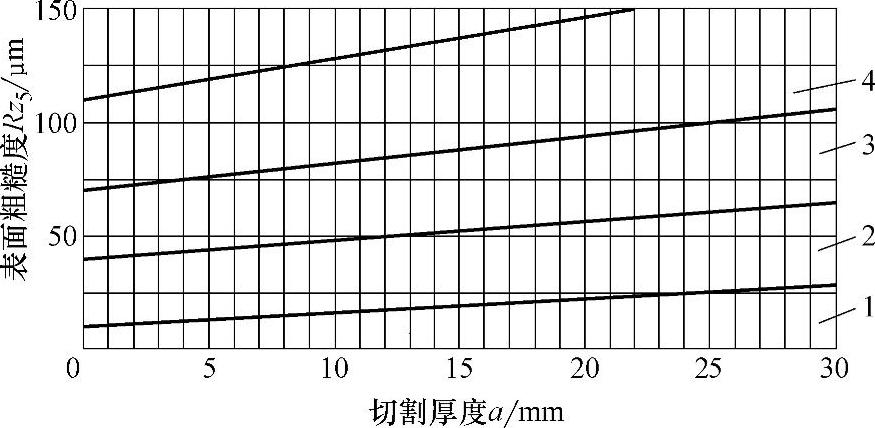
图9.5-22 不同等级的表面粗糙度Rz5的取值范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。